

板式家具生产工艺构成要素及主要流程
格式:pdf
大小:12KB
页数:5P
人气 :93
 4.6
4.6
板式家具生产工艺构成要素及主要流程 核心提示: 未来几年内国内板式家具厂将出现两种主要生产局面:一是集团化企业的规模化生产,企 业投资一次到位,生产设备先进,市场占有率高,资金雄厚,这些企业生产是大而全,工艺流程 也将更错综复杂; 另一种就是一些中小企业为了生存或是依附于大企业或是自己联合起来增强竞 争力,形成一种联合的生产局面,生产工艺流程将会更细化,会出现工序生产企业, 如开料就可 以单独立厂, 将各联合企业的板料统一加工, 再如有些厂去做油漆或某个产品零部件, 以提高生 产设备的利用率。 无论是前者还是后者, 要求产品的工艺流程设计都要越来越清楚, 越来越完善, 达到高度的协调统一, 这样才能配合运作。 再有就是计算机同局域网的普及和应用, 工艺流程现 场管理将实行无工艺文件管理,全部采用条码管理,生产管理将会更方便、更快捷、更准确。 一、国内板式家具的发展历程 : 所谓板式家具,



板式家具生产工艺流程及设备
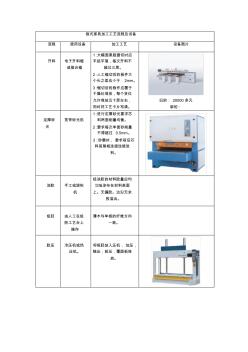
板式家具加工工艺流程及设备 流程使用设备加工工艺设备图片 开料电子开料锯 或推台锯 1:大幅面素版据切时应 平起平落,每次开料不 超过三层。 2:人工锯切后的板件大 小头之差应小于2mm。 3:锯切后的板件应置于 干燥处堆放,每个货位 允许堆放五十层左右, 同时将工艺卡片写清。 旧的:20000多元 新的: 定厚砂 光 宽带砂光机 1:进行定厚砂光要求芯 料两面削量均衡。 2:要求每次单面砂削量 不得超过0.5mm。 3:砂磨时,要求前后芯 料首尾相连接连续进 料。 涂胶手工或滚轮 机 经涂胶的材料胶量应均 匀地涂布在材料表面 上。无漏胶。边沿无余 胶溢出。 组胚由人工在组 胚工艺台上 操作 薄木与单板的纤维方向 一致。 胶压冷压机或热 压机。 将板胚放入压机,加压, 稳压,卸压,覆面板堆 放。 裁边精密裁边圆 锯机和双面 裁边锯机 覆面板裁边时先经刻痕 锯在其背
板式家具生产工艺与设备
板式家具生产工艺与设备 板式家具加工工艺 一基材 板式家具的基本材料是刨花板和中密度纤维板,这两种板是可以用工业化生产方式 进行大规模生产的工程材料从材料来源幅面尺寸和加工性能方面来说,它们不象实木和其它材料, 对家具的设计和制造约束很少,因此家具设计师和制造商可以不受材料的限制,而完全根据用户不同品 味的需要,设计和制作功能实用风格各异的家具 刨花板:将木材加工剩余物或小径材枝桠材加工成一定形状尺寸刨花,施加一定量胶粘剂,经铺装 成型热压而成按结构分为普通板和定向板两类,而普通型刨花板又可分为单层三层渐变三种结构家具用 板以渐变和三层结构为主通常用平压法制造 刨花板主要优点是可按需加工成不同厚度大幅面的板材;可直接使用;不需干燥;易加工利于机械 化生产;运输保存方便;价格便宜其缺点是边部毛糙,易吸湿变形,吸水厚度膨胀率较大;握螺钉力较 低,紧固件不宜多次拆卸;容积重通常高于木材,刨花板
编辑推荐下载
钢制家具生产工艺流程
格式:pdf
大小:141KB
页数:3P
4.6
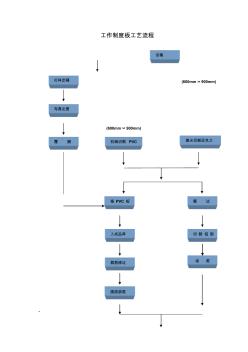
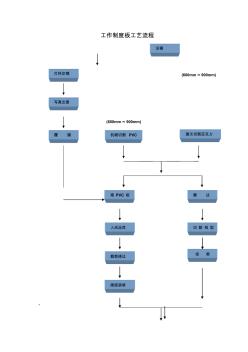
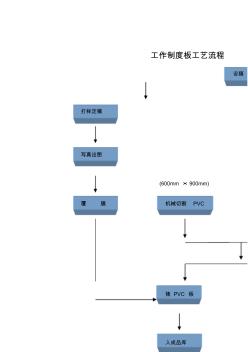
· 工作制度板工艺流程 设稿 打样定稿 写真出图 覆膜机械切割pvc激光切割亚克力 裱pvc板磨边 入成品库 裁剪修边 画面装框 切割铝型 组框 (600mm×900mm) (600mm×900mm) 制家具生产工艺流程配挂钩 入成品库 验收 下料 ▲钢板 △剪板机 平面成型 ▲板材工件 △冲床 模压立体 成型 ▲平面成型工件 △锻压机/弯板机 焊接组装 ▲板材零配件 △焊接设备 五金加工 检验 ▲五金半成品 △五金质量标准 研磨 ▲合格半成品 △打磨设备 脱脂磷化 处理 ▲研磨合格工件 △喷淋式前处理设备 静电粉(油)体 喷涂 ▲磷化烘干产品 △静电喷涂设备 高温融 ▲喷涂工件 △高温烤炉 喷涂质量检验 ▲喷涂半成品 △涂层质量标准 成品组装 ▲五金配件 △ 成品检验 ▲ △
板式家具生产工艺构成要素及主要流程热门文档
 板式家具生产对刨花板的质量要求
板式家具生产对刨花板的质量要求 板式家具生产对刨花板的质量要求
格式:pdf
大小:340KB
页数:4P
4.5
刨花板的制造工艺较为简单,产量较大,价格较低,是板式家具的主要基材。分析了板式家具生产对刨花板的质量要求,以期为板式家具及刨花板生产企业的良性发展提供借鉴。
最新钢制家具生产工艺流程
格式:pdf
大小:127KB
页数:2P
4.5
· 工作制度板工艺流程 设稿 打样定稿 写真出图 覆膜机械切割pvc激光切割亚克力 裱pvc板磨边 入成品库 裁剪修边 画面装框 切割铝型 组框 (600mm×900mm) (600mm×900mm) 制家具生产工艺流程配挂钩 入成品库 验收 下料 ▲钢板 △剪板机 平面成型 ▲板材工件 △冲床 模压立体 成型 ▲平面成型工件 △锻压机/弯板机 焊接组装 ▲板材零配件 △焊接设备 五金加工 检验 ▲五金半成品 △五金质量标准 研磨 ▲合格半成品 △打磨设备 脱脂磷化 处理 ▲研磨合格工件 △喷淋式前处理设备 静电粉(油)体 喷涂 ▲磷化烘干产品 △静电喷涂设备 高温融 ▲喷涂工件 △高温烤炉 喷涂质量检验 ▲喷涂半成品 △涂层质量标准 成品组装 ▲五金配件 △ 成品检验 ▲ △
某包覆工艺板式家具生产项目职业病危害控制效果评价
格式:pdf
大小:226KB
页数:3P
4.7
目的对某包覆工艺板式家具生产项目进行职业病危害控制效果评价。方法采用现场调查法、检查表法与检测检验法对该建设项目进行评价,确定其主要的职业病危害因素及危害程度,评价相应防护措施的效果。结果断车、锯床、双端锯、电子锯、多片锯岗位的噪声强度超过国家卫生限值。整改前,包覆机的二氯甲烷时间加权平均浓度(twa)最大值为527.1mg/m3,超标1.64倍;1,2-二氯乙烷时间加权平均浓度(twa)最大值22.7mg/m3,超标2.24倍。整改后,二氯甲烷和1,2-二氯乙烷的twa分别下降到<11mg/m3和6.9mg/m3,均符合国家卫生标准。其他各检测点的职业病危害因素浓度或强度均符合国家规定的卫生限值。结论该建设项目职业卫生防护措施符合国家职业卫生标准,产生的职业病危害因素是可以预防和控制的。
板式家具生产工艺构成要素及主要流程精华文档
实木家具生产工艺流程-油漆
格式:pdf
大小:8KB
页数:4P
4.7
实木家具生产工艺流程 一、备料 1.板材干燥,将木材的含水率控制在8%~10%,没有干燥过的木材一般含 水率在50%以上,干燥过后的木材不容易出现爆裂变形等现象。 2.平衡,把干燥过的木头自然放置几天,让木材恢复平衡。 3.选料配料,木制品按其部位可分为外表用料、内部用料以及暗用料三种。 外表用料露在外面,如写字台的面、橱柜的可视部分等;内部用料指用在 制品内部,如内档、底版等;暗用料指在正常使用情况下看不到的零部件, 如抽屉导轨、包镶板、内衬条等。选材时注意节疤、内裂、蓝变、朽木、 端裂。 4.粗刨,给毛料板材定厚。 5.风剪,毛料板材修整长度。下料按所需长度加长20mm。 6.修边,截去毛料板材上不能用的毛边。 7.配板,木料配板选材分直纹、山纹,颜色搭配一致,配板宽度按所需宽 度合理放余量。选料时要把内裂、端裂、节疤、蓝变、朽木部分取下。 8.布胶,在木材之
板式家具生产项目可行性研究报告
格式:pdf
大小:187KB
页数:10P
4.3
北京智博睿信息咨询有限公司www.***.*** 报告用途:发改委立项、申请资金、申请土地、银行贷款、境内外融资等 板式家具生产项目可行性研究 报告 板式家具即人造板家具,即指以人造板为主要基材、以板件为基 本结构的拆装组合式家具。相对于实木、红木家具而言,由于板材打 破了木材原有的物理结构,所以在湿度变化较大的时候,人造板的形 变要比实木小得多,更适合快节奏的现代社会。同时人造板材基本用 的都是木材的边角余料,无形中保护了有限的自然资源。板式家具以 款式新颖、色彩鲜艳、木纹清晰以及不变形、不开裂、防蛀、价格适 中等优点成为家具类别中的新一族。 板式家具所用的材料繁多。实木曾经是最常见的制作家具的材 料,在现代社会各类人造板材,塑料、玻璃、纺织物、海绵、皮革、 金属等等被大量应用在板式家具上。更有以镁铝合金与榉木色系搭 配、不锈钢与皮革的结合以
实木家具生产工艺流程油漆
格式:pdf
大小:8KB
页数:4P
4.7
实木家具生产工艺流程 一、备料 1.板材干燥,将木材的含水率控制在8%~10%,没有干燥过的木材一般含 水率在50%以上,干燥过后的木材不容易出现爆裂变形等现象。 2.平衡,把干燥过的木头自然放置几天,让木材恢复平衡。 3.选料配料,木制品按其部位可分为外表用料、内部用料以及暗用料三种。 外表用料露在外面,如写字台的面、橱柜的可视部分等;内部用料指用在 制品内部,如内档、底版等;暗用料指在正常使用情况下看不到的零部件, 如抽屉导轨、包镶板、内衬条等。选材时注意节疤、内裂、蓝变、朽木、 端裂。 4.粗刨,给毛料板材定厚。 5.风剪,毛料板材修整长度。下料按所需长度加长20mm。 6.修边,截去毛料板材上不能用的毛边。 7.配板,木料配板选材分直纹、山纹,颜色搭配一致,配板宽度按所需宽 度合理放余量。选料时要把内裂、端裂、节疤、蓝变、朽木部分取下。 8.布胶,在木材之
实木家具生产工艺流程-油漆
格式:pdf
大小:23KB
页数:5P
4.4
实木家具生产工艺流程 一、备料 1.板材干燥,将木材的含水率控制在8%~10%,没有干燥过的木材一般含 水率在50%以上,干燥过后的木材不容易出现爆裂变形等现象。 2.平衡,把干燥过的木头自然放置几天,让木材恢复平衡。 3.选料配料,木制品按其部位可分为外表用料、内部用料以及暗用料三种。 外表用料露在外面,如写字台的面、橱柜的可视部分等;内部用料指用在 制品内部,如内档、底版等;暗用料指在正常使用情况下看不到的零部件, 如抽屉导轨、包镶板、内衬条等。选材时注意节疤、内裂、蓝变、朽木、 端裂。 4.粗刨,给毛料板材定厚。 5.风剪,毛料板材修整长度。下料按所需长度加长20mm。 6.修边,截去毛料板材上不能用的毛边。 7.配板,木料配板选材分直纹、山纹,颜色搭配一致,配板宽度按所需宽 度合理放余量。选料时要把内裂、端裂、节疤、蓝变、朽木部分取下。 8.布胶,在木材之

板式家具生产工艺构成要素及主要流程最新文档
板式家具木皮主要用材品种及规格 板式家具木皮主要用材品种及规格
格式:pdf
大小:240KB
页数:1P
4.5
主要家具木皮种类:樱桃木皮、胡桃木皮、橡木木皮、榉木木皮、沙比利木皮、水曲柳木皮、柞木木皮、榆木木皮、椴木木皮、西南桦木皮、云南白桦木皮等。主要规格:2500×100×(0.2-0.6)毫米。主要地板木皮种类:柞木木皮、曲柳木皮、胡桃木皮、沙比利木皮、枫木木皮、榉木木皮、贾托巴

板式家具加工工艺流程资料及作业标准
格式:pdf
大小:48KB
页数:16P
4.6
板式家具加工工艺流程资料及作业标准 机制部分: 1.开料 设备:精密度裁板机、推台锯、排锯 加工标准:1.1长度、对角线公差为小于+1mm,宽度公差为小于+0.5mm; 1.2板料无空心、气泡、松散、发霉、虫蛀以及破烂等现象; 1.3板面平整度应≤0.2mm,三聚氢胺板开料后,表面应无刮花、碰伤等现象; 1.4开料后部件切面应垂直,不允许有明显的崩缺(0.5mm内)、锯痕等现象; 附表(电子锯) 8、钻孔 设备:六排钻、三排钻、单排钻、台钻 工具:卷尺、游标卡尺 检验方法:工具测量、目视 加工标准:◎孔径、孔位、孔深符合图纸的质量要求:孔径公差为+0.5mm,孔位公差为小于+0.5mm,孔深公差0.5mm; ◎部件表面无划花(程度在10mm内)、刮(碰)伤; ◎孔位无钻穿、钻爆、孔边无崩缺; ◎必须分清部件的前后与正反,以及木纹纹理方向,不得搞错方向。 ◎经加工的

金芒果板式家具工艺流程图
格式:pdf
大小:27KB
页数:2P
4.7
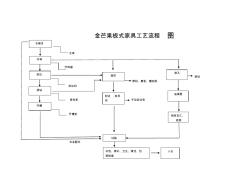
金芒果板式家具工艺流程图 仓库 开料锯 排钻 锣机、磨机、雕刻机 封边机 排钻机手动封边机 开槽机 五金配件 仓储员 开料 封边 排钻 开槽 造形 封边,封异 形 试装 补色、修补、卫生、清洁、包 装检查 排孔 油漆房 铝材加工、 组装 入仓
最新钢制家具生产工艺流程(20201015141527)
格式:pdf
大小:229KB
页数:3P
4.5
· 工作制度板工艺流程 设稿 打样定稿 写真出图 覆膜机械切割pvc激光切割亚克力 裱pvc板磨边 入成品库 裁剪修边 画面装框 切割铝型 组框 (600mm×900mm) (600mm×900mm) 制家具生产工艺流程配挂钩 入成品库 验收 下料 ▲钢板 △剪板机 平面成型 ▲板材工件 △冲床 模压立体 成型 ▲平面成型工件 △锻压机/弯板机 焊接组装 ▲板材零配件 △焊接设备 五金加工 检验 ▲五金半成品 △五金质量标准 研磨 ▲合格半成品 △打磨设备 脱脂磷化 处理 ▲研磨合格工件 △喷淋式前处理设备 静电粉(油)体 喷涂 ▲磷化烘干产品 △静电喷涂设备 高温融 ▲喷涂工件 △高温烤炉 喷涂质量检验 ▲喷涂半成品 △涂层质量标准 成品组装 ▲五金配件 △ 成品检验 ▲ △
板式家具工序质量标准及检验规范汇总
格式:pdf
大小:283KB
页数:25P
4.4
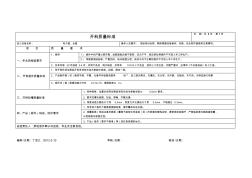
开料质量标准 页数:共2页第1页 加工设备名称:电子锯、台锯操作人员要求:须经培训合格,熟练掌握设备操作、性能、安全防护措施和注意事项。 项目质量要求 一、作业前检验要求 1、板料1)板件中间严重分层开裂,涂胶面贴合面不紧密,凹凸不平,粘压移位等板件不可投入本工序生产。 2)饰面板面纸起皱、严重刮伤、纸与板面分层、纸纹方向不正确的板件不可投入本工序生产。 2、对来件每20件抽检2-4件,发现不良品,再次抽检,发现有10%以上不良品,退回上工序全检,问题严重时,应填写《不合格报告》向上汇报。 二、开料板件质量标准 1、所开板件须与图纸开料单和有关技术参数中规格、纹路、颜色一致。 2、产品板件锯(切)面须平直、平整、光滑并与板面成直角90°,加工面无黑边、无爆边、无分层、无开裂、无脱纸、无气泡、无明显崩口现象. 3、板件切(锯)面锯齿痕允许在0.
流程图——水泥厂主要生产工艺流程
格式:pdf
大小:12KB
页数:4P
4.6
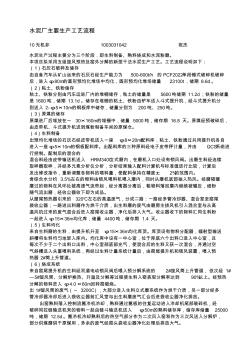
水泥厂主要生产工艺流程 10无机非1003031042祝杰 水泥生产过程主要分为三个阶段,即生料制备、熟料烧成和水泥粉磨。 本项目拟采用五级旋风预热及窑外分解的新型干法水泥生产工艺。工艺流程说明如下: (1)石灰石破碎及储存 由自备汽车从矿山运来的石灰石经生产能力为500-600t/h的pcf2022单段锤式破碎机破碎 后,进入φ80m的圆形预均化堆场中均化,圆形预均化堆场储量23100t,储期8.6d。 (2)粘土、铁粉储存 粘土、铁粉分别由汽车运进厂内的堆栅储存,粘土的储量是5600吨储期11.2d;铁粉的储量 是1600吨,储期13.1d。储存在堆栅的粘土、铁粉由铲车送入斗式提升机,经斗式提升机分 别送入2-φ5×10m的钢板库中储存,储量分别为200吨、250吨。 (3)原煤的储存 原煤进厂后堆放在一30×160m的堆栅中,储量5000吨,储存期16
板式家具工序质量标准及检验规范 (2)
格式:pdf
大小:296KB
页数:27P
4.8
开料质量标准 页数:共2页第1页 加工设备名称:电子锯、台锯操作人员要求:须经培训合格,熟练掌握设备操作、性能、安全防护措施和注意事项。 项目质量要求 一、作业前检验要求 1、板料1)板件中间严重分层开裂,涂胶面贴合面不紧密,凹凸不平,粘压移位等板件不可投入本工序生产。 2)饰面板面纸起皱、严重刮伤、纸与板面分层、纸纹方向不正确的板件不可投入本工序生产。 2、对来件每20件抽检2-4件,发现不良品,再次抽检,发现有10%以上不良品,退回上工序全检,问题严重时,应填写《产品质量事故报告单》向上汇报。 二、开料板件质量标准 1、所开板件须与图纸开料单和有关技术参数中规格、纹路颜色一致。 2、产品板件锯(切)面须平直、平整、光滑并与板面成直角90°,加工面无黑边、无爆边、无分层、无开裂、无脱纸、无气泡、无明显崩口现象. 3、板件切(锯)面锯齿痕允许在
板式家具工序质量标准及检验规范
格式:pdf
大小:296KB
页数:27P
4.5
开料质量标准 页数:共2页第1页 加工设备名称:电子锯、台锯操作人员要求:须经培训合格,熟练掌握设备操作、性能、安全防护措施和注意事项。 项目质量要求 一、作业前检验要求 1、板料1)板件中间严重分层开裂,涂胶面贴合面不紧密,凹凸不平,粘压移位等板件不可投入本工序生产。 2)饰面板面纸起皱、严重刮伤、纸与板面分层、纸纹方向不正确的板件不可投入本工序生产。 2、对来件每20件抽检2-4件,发现不良品,再次抽检,发现有10%以上不良品,退回上工序全检,问题严重时,应填写《产品质量事故报告单》向上汇报。 二、开料板件质量标准 1、所开板件须与图纸开料单和有关技术参数中规格、纹路颜色一致。 2、产品板件锯(切)面须平直、平整、光滑并与板面成直角90°,加工面无黑边、无爆边、无分层、无开裂、无脱纸、无气泡、无明显崩口现象. 3、板件切(锯)面锯齿痕允许在
硬木软木分类及板式家具材质
格式:pdf
大小:12KB
页数:5P
4.5
实木: 其材质主要分为硬木和软木。硬木材质更适合透雕工艺,而用软木制作的家具 价格实惠。 一.硬木 因为木性稳定,所制成的家具流传时间也很长。常见的硬木有紫檀、黄花梨、 鸡翅木和酸枝等。 紫檀:最名贵的木材,质地坚实但生长缓慢,因此大部分家具都是数块接榫而 成,如出现整面板材则是相当珍贵难得的。其色泽多为紫黑色,散发出静穆高 贵的气质。 花梨木:紫檀类,豆科蝶形花亚科紫檀属中具优质深色心材的珍贵树种。花梨 木心材边材区别明显,边材黄白色至灰褐色;心材红褐色、紫红色至紫褐色; 材色较均匀,可见深色条纹,生长轮不明显或略明显。散孔材或半环孔材,单 管孔,少数径列复管孔,内含深色树胶、沉积物或侵填体。轴向薄壁组织翼状、 聚翼状、带状、环管束状和轮界状。木射线细至甚细,以单列为主,径面斑纹 不明显或略明显,弦面具波痕。木材有光泽,具轻微或显著清香气,纹理交错, 结构细而匀,部分南
板式家具生产工艺构成要素及主要流程相关
文辑推荐
知识推荐
百科推荐


职位:勘察工程师
擅长专业:土建 安装 装饰 市政 园林


