

天津研制出数控麻花钻头沟槽磨床
格式:pdf
大小:287KB
页数:1P
人气 :99
 4.4
4.4
天津市轮达技术开发公司研制出LD400CNC数控麻花钻头磨槽机。 该机床采用强力磨削原理对直柄、锥柄麻花钻头沟槽磨削成形,具有自动分度、砂轮修整、砂轮补偿等功能,上下料采取手工方式。


编辑推荐下载


麻花钻头种类及格
格式:pdf
大小:784KB
页数:4P
4.4
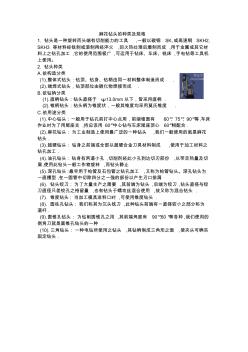
麻花钻头种类及格 2 ————————————————————————————————作者: ————————————————————————————————日期: 3 麻花钻头的种类及规格 1.钻头是一种旋转而头端有切削能力的工具,一般以碳钢sk,或高速钢skh2, skh3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材 料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床,手电钻等工具机 上使用。 2.钻头种类 a.依构造分类 (1).整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成. (2).端焊式钻头,钻顶部位由碳化物焊接而成. b.依钻枘分类 (1).直柄钻头:钻头直径于ψ13.0mm以下,皆采用直柄. (2).锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度. c.依用途分类 (1).中心钻头:一般
麻花钻头的种类及规格
格式:pdf
大小:207KB
页数:2P
4.5
麻花钻头的种类及规格 1.钻头是一种旋转而头端有切削能力的工具,一般以碳钢sk,或高速钢skh2, skh3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材 料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床,手电钻等工具机 上使用。 2.钻头种类 a.依构造分类 (1).整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成. (2).端焊式钻头,钻顶部位由碳化物焊接而成. b.依钻枘分类 (1).直柄钻头:钻头直径于ψ13.0mm以下,皆采用直柄. (2).锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度. c.依用途分类 (1).中心钻头:一般用于钻孔前打中心点用,前端锥面有60°,75°,90°等,车床 作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合. (2).麻花钻头:为工
天津研制出数控麻花钻头沟槽磨床热门文档
 基于参数化设计的麻花钻头及其仿真验证
基于参数化设计的麻花钻头及其仿真验证 基于参数化设计的麻花钻头及其仿真验证
格式:pdf
大小:250KB
页数:3P
4.6
分析了麻花钻头的加工过程,对钻头螺旋槽的成型过程中的主要参数进行了介绍。重点对钻头加工中的正问题进行研究,即对给定砂轮截面型线计算螺旋槽的端面型线,并建立了坐标系与刀片曲线的坐标方程,给出了曲线方程的详细求解过程。最后将本文的设计结果与商业软件模拟结果进行对比,结果表明在设计的线形上基本一致,细微的差别,主要是导向角不同而引起的。
小直径PCD麻花钻头电火花磨削加工系统的研制 小直径PCD麻花钻头电火花磨削加工系统的研制
格式:pdf
大小:255KB
页数:3P
4.7
基于数控电火花磨削加工机床,研制了用于加工小直径pcd麻花钻头的数控螺旋伺服进给加工系统,介绍了系统的加工原理、机械系统和伺服控制系统的设计方法。
天津研制出数控麻花钻头沟槽磨床精华文档
麻花钻头钻削H13模具钢细长小孔 麻花钻头钻削H13模具钢细长小孔
格式:pdf
大小:374KB
页数:3P
4.5
叙述了在生产实践中,如何采用麻花钻头在h13模具钢上加工出了细长孔的加工过程.详尽分析了钻头的工作状态,切削时的抗力分析,磨损折断时的几种形式及失效状态.钻削过程中,观察钻头钻削状况,手动进给感觉钻头轴向力度,添加极压乳化液降低磨损和不断退刀及用笔刷清屑,试磨削钻头135°顶角并努力在钻头横刃上磨出第二切削刃等,最终达到工序要求.
浅谈标准麻花钻头的钻削特点和耐用度及刃磨方法 浅谈标准麻花钻头的钻削特点和耐用度及刃磨方法
格式:pdf
大小:1.2MB
页数:6P
4.6
针对传统切削刀具——标准高速钢麻花钻头的切削特点及工件材料的性能特点,分析了如何采取正确合理的操作使用方法和采用合理的刃磨方法,来提高钻头的耐用度和使用寿命。
加工42CrMo曲轴的整体合金麻花钻头的寿命提高 加工42CrMo曲轴的整体合金麻花钻头的寿命提高
格式:pdf
大小:232KB
页数:3P
4.7
针对实际生产中出现的刀具寿命低、加工区域温度过高以及加工表面质量不好等问题,结合深孔加工技术的技术特点对现场加工状况的分析,找出影响寿命的原因;通过改进刀具几何参数、加工参数以及刀具制造工艺解决了刀具寿命问题,使寿命从原来每支100件提高到150件,并提高了加工质量以及加工效率。

常用麻花钻头规格(20201016104249)
格式:pdf
大小:54KB
页数:1P
4.7
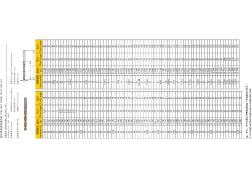
精心整理 来源网络,仅供个人学习参考 麻花钻头规格: φ1.0,φ1.5,φ2.0,φ2.5,φ3.0,φ3.2,φ3.3,φ3.5,φ3.8,φ4.0,φ4.2,φ4.5 ,φ4.8,φ5.0,φ5.2,φ5.5,φ5.8,φ6.0φ,6.2,φ6.5,φ6.8,φ7.0,φ7.2,φ7. 5,φ7.8,φ8.0,φ8.2,φ8.5,φ8.8,φ9.0,φ9.2,φ9.5,φ10.0,φ10.2,φ10.5 ,φ11.0,φ12.0,φ12.5,φ13.0,φ13.5,φ14
天津研制出数控麻花钻头沟槽磨床最新文档
自攻自断相配套麻花钻头在窝洞制备中的应用 自攻自断相配套麻花钻头在窝洞制备中的应用
格式:pdf
大小:149KB
页数:2P
4.6
活髓磨牙、前切牙切角缺损、契状缺损、高度磨耗症的部位往往难以达到制洞要求,固位力和抗力条件差而修复失败,笔者在用自攻自断相配套麻花钻头一次性修复完成。10年来临床应用150例患者进行了随访,观察成功145例。该方法操作简便快捷,效果满意,不失为活髓磨牙龋齿、前切牙切角、契状缺损修复的一种良好术式。
 麻花钻螺旋槽磨削加工虚拟仿真
麻花钻螺旋槽磨削加工虚拟仿真 麻花钻螺旋槽磨削加工虚拟仿真
格式:pdf
大小:438KB
页数:4P
4.7
分析加工麻花钻时螺旋槽与砂轮的几何运动关系,运用微分几何和运动学原理建立螺旋槽和砂轮的数学模型。在此基础上,利用vb对autocad软件进行二次开发,建立了麻花钻螺旋槽三维磨削虚拟仿真加工模型,对给定参数的麻花钻进行了几何参数、刀具参数及机床运动参数的计算,并进行了虚拟仿真加工,验证了三维磨削虚拟仿真加工模型的正确性。
合金钢钻头与直柄麻花钻、中心钻区别
格式:pdf
大小:6KB
页数:3P
4.5
合金钢钻头与直柄麻花钻、中心钻的区别 合金钢钻头简介: 合金钻头一般是指硬质合金钻头,分整体式,焊接式,可转位刀片式 和可换头式。硬质合金的主要成分是碳化钨,钴等,硬度比较高一般 都在hrc90度以上,在批量加工以及难硬加工的场合比较适用! 硬质合金钻头通常情况下被认为是一种用于岩心钻探所的钻头。简单 来说,在进行岩心钻探所的工作的时候,硬质合金钻头是依靠钻压工 艺与自身旋转所产生的冲击载荷破碎岩石的。在整个凿岩钻进过程 中,钻头会经常受到高频率的冲击载荷,而且受到扭转、弯曲、拉伸、 压缩等多种复合应力的作用,在高速回转碰撞的环境下经受岩石、岩 粉和矿水等工作介质的磨损与腐蚀zy12。 硬质合金钻头的特点以及用途: 1、能够适合较为复杂材质的钻孔,可以选择较高的切削速度。 2、精选合金钻头专用的高性能合金刀片,有效减少崩刀,保持良好 的耐磨性。 3、多层几何切削端刃,提高排泄
小直径聚晶金刚石麻花钻头的放电加工工艺研究 小直径聚晶金刚石麻花钻头的放电加工工艺研究
格式:pdf
大小:85KB
页数:3P
4.7
本文介绍了近年来国际上人造聚晶金刚石麻花钻头工艺研究情况,着重介绍了作者在已完成的dk6825旋转式数控电加工机床上利用放电加工进行小直径(ф6以下)聚晶金刚石麻花钻头的工艺研究情况;介绍了放电加工时采用的设备,附件和主要工艺方法。
首台数控钻头沟槽磨床诞生 首台数控钻头沟槽磨床诞生
格式:pdf
大小:76KB
页数:未知
4.5
首台具有国际领先水平的数控钻头沟槽磨床在武汉机床厂问世。此机床是该厂在1990年代自行设计制造磨制钻头成套设备的基础上开发研制的。
轻体压风麻花钻杆的研制与应用 轻体压风麻花钻杆的研制与应用
格式:pdf
大小:141KB
页数:未知
4.5
排粉不畅易造成煤电钻无法在瓦斯富集区钻出足够深度的释放孔,对此,从改变排粉动力入手,研制出轻体压风麻花钻杆,详细介绍了钻杆的技术原理、结构及使用方法。应用结果表明,轻体压风麻花钻杆相对于普通麻花钻杆具有强度高、弹性好、不易弯曲、连接同心度好、运转平稳、钻孔深的优点,具有一定的推广价值。
麻花钻螺旋槽曲面加工刀触点的计算 麻花钻螺旋槽曲面加工刀触点的计算
格式:pdf
大小:318KB
页数:未知
4.5
在分析国家通用标准麻花钻加工参数基础上,建立麻花钻螺旋槽曲面的数学模型。分析了麻花钻螺旋槽曲面由加工方法引起的加工误差,在满足加工要求范围内选取较大的走刀步长和较大的走刀行距,计算出了麻花钻螺旋槽的数控加工刀触点,并通过matlab验证了其准确性。此种方法减少重复刀触点,提高了数控加工效率。
天津研制出数控麻花钻头沟槽磨床相关
文辑推荐
知识推荐
百科推荐


职位:消防设备技术员
擅长专业:土建 安装 装饰 市政 园林


