




ZCF-50000/8 型低温液体贮槽作业指导书 1范围 规定了 ZCF-50000/8 型低温液体贮槽作业的操作要求。 适用于能源中心制氧分长制氧作业区 ZCF-50000/8 型低温液体 贮槽的操作。 2 引用标准和术语 2.1 GB16912-1997 《氧气及相关气体安全技术规程》 2.2 GB50030-1991 《氧气站设计规范》》 3 工作职责 3.1 空分操作人员负责监控贮槽液面及压力各部参数稳定,参数有较 大变化时及时采取有效措施并逐级汇报、处理。 4 工作程序 4.1 工作流程 贮槽使用前准备 充液 增压 排液 贮存 日常检查 4.2 作业准备 4.2.1 工具、材料、备品备件及设备的准备 序号 工具 /设备的名称 数量 适用阶段 1 电筒 2 把 启动 4.2.2 作业人员的准备 a) 机组操作人员均持证上岗。 b) 按规定穿戴好劳保防护用品,女工发辫放入帽内。 c)
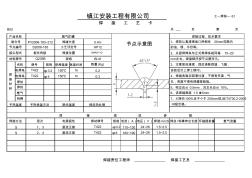
B52 共 页 第 页 名称 牌号 规格 烘烤温度 保温时间 电焊条 T422 φ3.2 150℃ 1h 电焊条 T422 φ4 150℃ 1h 焊丝 焊剂 氩气 钨棒 规格 电流( A)电压(V)焊速mm/S 焊丝 /钨棒伸出长度 环缝提前量 氩气流量 φ3.2 110~130 24~26 1.5~2.5 φ4 160~190 24~26 1.5~2.5 焊接工艺员 产品名称 焊接位置 规格 焊 接 材 料 S2006-183 PV2006-183~212 工艺评定号 焊缝长度 板状角接 材料牌号 S 2、4S 制令号 接头型式 节点编号 Q235B 自检后打上焊工钢印。 4、焊缝表面应园滑过渡,不得有夹渣,气 数量 (Kg) 0.2 0.3 予热保温方法 孔,背面不得有焊瘤等缺陷。 6、该焊缝高度 1.5±0.5mm. 节点示意图 焊接过程、技术要求 1、焊前认真清理坡口两侧各 2
pp贮罐相关专题
- 联塑PPR管为什么会敲破
- 联塑ppr管道怎么区别真假
- 联塑PPR管真假如何区别
- 中财ppr水管价格
- 中国ppr管十大名牌都有哪些
- 中国ppr管pvc管十大名牌
- 中国石材网app转让价格
- 阻燃pp塑料的价格是多少
- 最新ppr管十大品牌排行
- 做一个app需要花多少钱
- 支持并行工程和智能CAPP的制造资源建模技术
- 引入PPP模式的高标准农田建设及财政支持体系创新
- 政府和社会资本合作(PPP)项目物有所值评价
- 政府与社会资本合作(PPP)项目审计监督理论
- 振冲法加固油罐软粘土复合地基的现场测试与工程实录
- 政府和社会资本合作PPP项目用地涉及法律问题
- 公私合营模式(PPP)下省级铁路建设融资
- 基于ISM模型PPP项目风险分担原则影响因子
- 基坑支撑降水监测课件ppt
- 基于FAHP农田水利项目PPP模式适用性评价
- 基于CIPP翻转内衬修复技术在排水管道修复中应用
- 基于BSC和ANP理论PPP项目绩效评价体系
- 基于DEMATEL-ANPPPP项目融资风险分析
- 建筑施工质量通病案例分析PPT
- 吕宏耀LNG低温储罐桩基施工质量控制
- 基于PHOENICS罐顶环形空间防火防爆数值模拟
- 加油站双层罐更换改造工程施工组织机构及技术组织措施
- PP超级静音排水管
- PP超级静音管
- PP超级静音螺旋管
- PP超静音(耐高温)排水管件90度弯头
- PP超静音(耐高温)排水管件P型存水弯
- PP超静音(耐高温)排水管件S型存水弯
- PP超静音(耐高温)排水管件双口45度弯头
- PP超静音(耐高温)排水管件异径顺水三通
- PP超静音(耐高温)排水管件深水封地漏
- PP超静音(耐高温)排水管件立管检查口
- PP超静音(耐高温)排水管件管套
- PP超静音(耐高温)排水管件螺压平面四通
- PP超静音(耐高温)排水管件螺压直角四通
- PP超静音(耐高温)排水管件螺压顺水三通
- PP超静音(耐高温)排水管材
- PP超静音排水管
- PP超静音排水管三扩口异径通
- PP超静音排水管三扩口正三通
- PP超静音排水管三通
- pp超静音排水管价格
- pp超静音排水管厂家
- pp超静音排水管品牌
- PP超静音排水管弯头
- pp超静音排水管批发
- PP超静音排水管材
- PP超静音排水管直接头
- PP超静音排水管管材
- PP超静音管
- PP超静音管件-45°弯头
- PP超静音管件-45°弯头(单扩)