





为了对钉头管焊接过程进行精确控制,将PLC应用于钉头管埋弧螺柱焊焊接控制。介绍了钉头管埋弧螺柱焊焊接控制系统的组成及控制要求,选用了艾默生EC10-2416BTA型可编程控制器,采用艾默生编程软件Control Start编制控制程序,实现了钉头管埋弧螺柱焊的自动化焊接。该系统高效节能,并克服了手工焊劳动强度大、接头质量差、焊接效率低等缺点,具有故障诊断和报警功能,并作出相应的处理,保证稳定焊接质量。
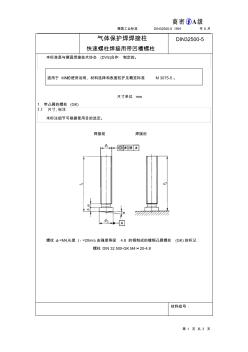
德国工业标准 DIN32500-5 1991 年 6月 第 1 页 共 3 页 气体保护焊焊接柱 快速螺柱焊接用带凹槽螺柱 DIN32500-5 本标准是与德国焊接技术协会 (DVS)合作 制定的。 适用于 MN的使用说明、材料选择和表面防护见概览标准 M 3075-5 。 尺寸单位 mm 1 带凸肩的螺柱 (GK) 1.1 尺寸 ,标注 未标注细节可根据使用目的选定。 焊接前 焊接后 螺纹 d1=M4,长度 l 1 =20mm,由强度等级 4.8 的钢制成的镀铜凸肩螺柱 (GK)的标记: 螺柱 DIN 32 500-GK M4×20-4.8 材料组号: 德国工业标准 DIN32500-5 1991 年
热门知识
尼尔森螺柱焊精华知识
尼尔森螺柱焊-
话题: 电气工程liyang5264
-
话题: 工程造价shifengwang
-
话题: 工程造价chenwangdao
最新知识
尼尔森螺柱焊-
话题: 工程造价wangchuanmo
-
话题: 室内设计long2353912
尼尔森螺柱焊相关专题
- 找尔滨氟碳漆专业施工队
- 哈尔滨为什么有俄罗斯建筑
- 问尔滨哪家卖油漆
- 现在尔滨最贵的楼盘
- 苏泊尔质量门的事件简介
- 尔滨阀门制造
- 尔滨哪里卖木门
- 尔滨哪有卖消防器材的
- 尔滨群力楼盘哪个好
- 尔滨柔性石材厂家有吗
- 逆变TIG焊机接触引弧电路的设计(引弧电路)
- 中国焊接学会堆焊及表面工程专委会
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 调整焊管工业结构
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 意大利TEKSID公司合金灰铸铁汽缸体的焊补技术
- 工艺参数对铝合金激光填丝搭接焊缝成形影响
- 改善超高压电缆金属铝护套氩弧焊焊接质量方法
- 工程机械行业焊接与切割应用现状及关键技术发展趋势
- 基于Matlab神经网络工具箱电弧焊工艺参数优化
- 国内外焊接内螺纹铜管与无缝内螺纹铜管技术发展状况
- 埋弧焊焊接工艺及操作方法
- 关于白车身装焊夹具设计及点焊机器人焊接仿真分析
- 合金化镀锌薄板CO_2短路过渡电弧焊工艺适应性
- 含表面缺陷双相不锈钢管道非匹配焊接接头安全评定