

含表面缺陷的双相不锈钢管道非匹配焊接接头的安全评定
格式:pdf
大小:696KB
页数:5P
人气 :95
 4.6
4.6
采用欧洲经济共同体提出的结构完整性评定方法SINTAP(Structuralintegrityassessmentprocedure) ,对焊趾处含有表面裂纹 (裂纹长度和深度分别为 2 .5mm和1.1mm)的SAF2 2 0 5双相不锈钢管道非匹配焊接接头进行了安全评定。根据拉伸试验结果 ,建立了双相不锈钢管道焊接接头焊缝和母材的一级、二级评定曲线 ,测定了SAF2 2 0 5钢焊接接头的低温 (- 18℃ )断裂韧度 ,为安全评定提供了试验依据。评定结果表明 ,不论是采用一级或是二级评定 ,各评定点均在评定曲线定义的范围内 ,说明该结构是安全的。根据计算得到的极限裂纹尺寸进行了疲劳裂纹扩展寿命估算 ,最终疲劳寿命为 0 .133年



 HDR双相不锈钢管焊接与研究
HDR双相不锈钢管焊接与研究 HDR双相不锈钢管焊接与研究
随着船舶制造业的发展,双相不锈钢管,在船舶管系中扮演越来越重要的角色,双相不锈钢管焊接要求高,难度大,工厂进行了大量的焊接工艺试验,及产品焊接质量研究,较全面地掌握了双相不锈钢管的焊接技术。本文总结了双相不锈钢管的焊接经验和缺陷的控制方法,为保证双相不锈铜管的焊接质量提供了经验。

编辑推荐下载

含表面缺陷双相不锈钢管道非匹配焊接接头安全评定热门文档
超级双相不锈钢焊接接头的耐蚀性能 超级双相不锈钢焊接接头的耐蚀性能
格式:pdf
大小:1.0MB
页数:5P
4.6
通过sem和eds研究了采用不同焊接工艺后超级双相不锈钢unss32750焊接接头的两相比例及成分变化,并采用临界点蚀温度和浓硝酸法测试比较了不同焊接工艺接头的耐点蚀和晶间腐蚀性能.结果表明,焊接中较高的热输入、加填焊丝和背面采用氮气保护焊的方法可以稳定焊接接头中的奥氏体相的比例,并且较高的热输入,使得焊接接头冷却速度相对较慢,有助于铬的扩散而消除晶界贫铬现象,减小晶间腐蚀倾向;而与此相反的是较高的热输入,会导致两相中元素分配不均衡使铁素体相优先发生腐蚀,从而恶化材料的整体耐点蚀性能.
双相不锈钢焊接接头的耐蚀性介绍 双相不锈钢焊接接头的耐蚀性介绍
格式:pdf
大小:581KB
页数:4P
4.6
综述了双相不锈钢的焊接接头的耐蚀性研究进展,及采用的研究方法和已取得的成果。主要介绍了异种金属焊接接头的组织及其对双相不锈钢的耐蚀性能的影响。此外,还叙述了在焊接过程中,不同的热处理方式,不同的焊接工艺对双相不锈钢焊接接头的应力腐蚀、晶间腐蚀和点蚀的影响。结果表明:采用合适的输入热能量,进行多层焊接,选用ar+2%n2作为混合保护气,采用手工电弧焊(smaw)和钨极氩弧焊(tig)相配合的方法,可以使得焊接接头具有优良的耐蚀性能。
双相不锈钢焊接接头的耐蚀性研究 双相不锈钢焊接接头的耐蚀性研究
格式:pdf
大小:628KB
页数:4P
4.8
综述了双相不锈钢的焊接接头的耐蚀性研究进展及采用的研究方法和已取得的成果。主要介绍了双相不锈钢在焊接过程中,不同的热处理方式、不同的焊接工艺给双相不锈钢焊接接头的耐蚀性带来的影响。结果表明,采用合适的输入热能量、多层焊接、ar+2%n2混合保护气、手工电弧焊(smaw)和钨极氩弧焊(tig)相配合,可以使得焊接接头具有优良的耐蚀性能。
浅谈2205双相不锈钢焊接接头相比例的控制 浅谈2205双相不锈钢焊接接头相比例的控制
格式:pdf
大小:196KB
页数:2P
4.6
2205双相不锈钢焊接接头成型过程中,为了提高焊缝和热影响区(haz)的韧塑性和耐蚀性,需要严格控制其相比例。结合2205双相不锈钢的焊接性能,通过层间温度的合理控制、焊接材料的合理选择、保护气体的合理搭配等方面阐述如何获得更好的相比例和相形态分布,为2205双相不锈钢的现场焊接提供指导。
双相不锈钢焊接接头点蚀研究进展 双相不锈钢焊接接头点蚀研究进展
格式:pdf
大小:332KB
页数:4P
4.5
双相不锈钢由于含氮量高使其耐点蚀性能特别是耐氯化物点蚀性能突出,国内外关于这方面的研究已不少,文中综述了双相不锈钢耐点蚀性能好坏的表征方法,n和σ相对双相不锈钢焊接接头耐点蚀性能的影响规律和作用机理,并对其研究趋势进行了展望.
含表面缺陷双相不锈钢管道非匹配焊接接头安全评定精华文档
含表面裂纹非匹配焊接接头的断裂行为 含表面裂纹非匹配焊接接头的断裂行为
格式:pdf
大小:1.2MB
页数:5P
4.6
测试了两种超高强度钢低匹配接头母材、焊缝和热影响区的表面裂纹断裂韧性,比较了母材与热影响区的断裂韧度概率分布.同时采用有限元方法分析了匹配因子和裂纹位置对裂纹尖端张开应力和应力三轴度的影响.结果表明,当裂纹位于热影响区时,由于软焊缝使其应力三轴度降低,其断裂韧性明显好于母材;而当裂纹位于焊缝一侧时,匹配因子越高,距熔合线越远,则应力三轴度越低,断裂韧性越好;当裂纹位于焊缝中心时,两种匹配的断裂韧度相当.从而解释了试验结果.
不锈钢管道焊接连接
格式:pdf
大小:97KB
页数:4P
4.8
不锈钢管道焊接连接施工作业指导书 1.总则 1.0.1.在管道直径dn≥125时,为使不锈钢管道在施工中采用焊接方 式连接,做到经济合理、安全适用、确保质量,特制定本指导 书。 1.0.2.本指导书适用于流体压力≤2.5mpa,温度≤110℃的管道系统,其 流体卤族元素离子浓度≤50ppm。 1.0.3.共同牌不锈钢管的管材、管件应符合:q/74364329-3.1-2008《低 压流体输送用薄壁不锈钢管》、q/74364329-3.2-2008《低压流体 输送用环压式不锈钢管件》的相关要求。 1.0.4.在管道系统施工中除应符合本指导书外,必须遵循国家 gb50236-98《现场设备、工业管道焊接工程施工及验收规范》 和jb/z261-86《钨极惰性气体保护焊的工艺方法》。 1.0.5.原则上是只能相同材质之间进行焊接;但允许采用高1级焊条 (丝)焊接低1级材质
 瑞典Sandvik新开发一种双相不锈钢管道钢
瑞典Sandvik新开发一种双相不锈钢管道钢 瑞典Sandvik新开发一种双相不锈钢管道钢
格式:pdf
大小:70KB
页数:1P
4.7
瑞典sandvik材料技术公司借助于多年在石油天然气工业方面的经验和sandvik公司巨大和先进的冶金研究和工艺开发能力,新开发了一种双相不锈钢管道钢,该钢种具有超高的强度,满足目前增强的油气回采方法的井口控制系统所要求的耐腐蚀性。
HDR超低碳双相不锈钢管混合焊接控制(TIG与CO2) HDR超低碳双相不锈钢管混合焊接控制(TIG与CO2)
格式:pdf
大小:116KB
页数:未知
4.5
通过对hdr超低碳双相不锈钢管焊接过程的控制,成功地使用了tig和co2混合焊接的工艺,焊缝成形美观,提高了焊接效率。
含表面缺陷双相不锈钢管道非匹配焊接接头安全评定最新文档
双相不锈钢管焊接作业指导书2007
格式:pdf
大小:224KB
页数:7P
4.6
双相不锈钢管焊接作业指导书第1页共7页 1.适用范围 本作业指导书适用于重工(军工)船舶建造中双相不锈钢管的内场预制加工 及船上管子预制后的焊接作业。 填角焊采用药芯焊丝气保焊或钨极氩弧焊;对接焊采用钨极氩弧焊,要求单 面焊双面成形。 2.焊前准备 2.1采用无油污及铁质的尼龙纤维吊带及工作手套将管子运送至专用焊接平台。 2.2检查焊接接头装配质量及坡口尺寸是否符合焊接工艺要求。 2.3用专用不锈钢丝刷清洁待焊接头。药芯焊丝气体保护焊时,在接头附近 200mm范围内喷涂防飞溅剂;钨极氩弧焊时,用丙酮清除焊丝及待焊接头两侧 50mm范围内的油污。 2.4所有焊前和焊接过程中使用的工具必须采用不锈钢材质,包括不锈钢砂轮 片、不锈钢钢丝刷、不锈钢锉刀等。 3.焊接材料 钨极氩弧焊丝:bohlercn22/9n-igφ2.0mm、φ2.4mm co2焊丝:

2507双相不锈钢管的性能及焊接工艺
格式:pdf
大小:63KB
页数:13P
4.4
双相不锈钢已成为一种重要的工程材料,广泛应用于石油化工、海上及海岸设施、油田设备、 造纸、造船环境保护等领域。2507双相不锈钢是在第二代双相不锈钢2205基础上发展起来 的,目前有saf2507、ur52n+、zeron100、s32750、00cr25ni7mo4n等牌号,2507组织 由奥氏体和铁素体构成,兼有奥氏体不锈钢与铁素体不锈钢的双重特征,具有比奥氏体不锈 钢更低的热膨胀系数和更高的热导率,它的孔蚀系数(pren)大于40,具有很高的耐孔蚀、 耐间隙腐蚀、耐氯化物应力腐蚀开裂性能,同时具有高强度、高抗疲劳强度、低温高韧性等, 是一种应用广泛的双相不锈钢。近年来,随着双相不锈钢管应用领域不断扩大,对焊接技术 的需求增加,加速了焊接技术的发展。因此,总结和探讨国内外对2507不锈钢焊接性的研 究成果,对于2507双相不锈钢的应
瑞典Sandvik新开发一种双相不锈钢管道钢 瑞典Sandvik新开发一种双相不锈钢管道钢
格式:pdf
大小:70KB
页数:1P
4.7
瑞典sandvik材料技术公司借助于多年在石油天然气工业方面的经验和sandvik公司巨大和先进的冶金研究和工艺开发能力,新开发了一种双相不锈钢管道钢,该钢种具有超高的强度,满足目前增强的油气回采方法的井口控制系统所要求的耐腐蚀性。
双相不锈钢钢管埋弧焊焊接接头微观组织及力学性能 双相不锈钢钢管埋弧焊焊接接头微观组织及力学性能
格式:pdf
大小:291KB
页数:4P
4.4
采用钨极氩弧焊打底、埋弧焊填充的焊接工艺,对2205双相不锈钢钢管焊接接头的金相组织及力学性能进行了试验和分析。结果表明,选用适当的焊丝并控制热输入和层间温度,2205双相不锈钢具有良好的可焊性,焊接所得焊接接头金相组织为铁素体+奥氏体双相组织,其各项力学性能均符合要求。
克拉2中央气田Cr22双相不锈钢管道焊接工艺研究与应用 克拉2中央气田Cr22双相不锈钢管道焊接工艺研究与应用
格式:pdf
大小:332KB
页数:2P
4.8
新疆克拉2气田东西长约19km,南北宽约3km。克拉2气田地面建设工程包括天然气集输工程、中央处理厂工程和天然气外输管道工程等三大部分及配套辅助工程。集输进处理厂的天然气经脱水、脱烃处理后,通过168km的外输管道进入轮南末站,商业计量后再进入西气东输主管道。因天然气中含有大量的
电厂海水淡化装置双相不锈钢管道的焊接工艺 电厂海水淡化装置双相不锈钢管道的焊接工艺
格式:pdf
大小:116KB
页数:未知
4.4
双相不锈钢(即奥氏体一铁素体不锈钢),具有传热系数好,高强度和高韧性,低线膨胀系数等特点。为了能使焊接工程技术人员更好的了解双相不锈钢的现场焊接工艺及控制要点,此文通过总结广东惠州平海电厂一期2台1000mw机组配套建设的海水淡化装置中管道涉及到的2205(s31803)和2507(s32760)两种双相不锈钢在焊接评定时所遇到的问题、现场焊接过程中工艺改进(强冷措施)、焊接过程中层间温度、焊层厚度和焊接线能量等的工艺控制措施等,希望能以后的相类似的工程提供良好的借鉴。

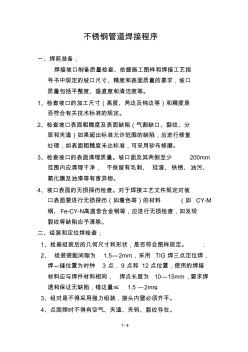
不锈钢管道焊接程序
格式:pdf
大小:14KB
页数:8P
4.4
1/8 不锈钢管道焊接程序 一、焊前准备; 焊接坡口制备质量检查、依据施工图样和焊接工艺指 导书中规定的坡口尺寸、精度和表面质量的要求,坡口 质量包括平整度、垂直度和清洁度等。 1、检查坡口的加工尺寸(高度、角边及钝边等)和精度是 否符合有关技术标准的规定。 2、检查坡口表面粗糙度及表面缺陷(气割缺口、裂纹、分 层和夹渣)如果超出标准允许范围的缺陷,应进行修复 处理,如表面粗糙度未达标准,可采用砂布修磨。 3、检查坡口的表面清理质量。坡口面及其两侧至少200mm 范围内应清理干净,不保留有毛刺、挂渣、铁锈、油污、 氧化膜及油漆等有害异物。 4、坡口表面的无损探伤检查。对于焊接工艺文件规定对坡 口表面要进行无损探伤(如着色等)的材料(如cy-m 钢、fe-cy-n高温含合金钢等,应进行无损检查,如发现 裂纹等缺陷应予清除。 二、组装和定位焊检查; 1、检查组装后的几何尺寸和形状
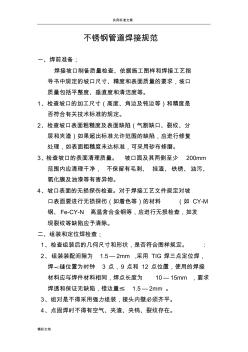
不锈钢管道焊接的要求规范
格式:pdf
大小:46KB
页数:8P
4.6
实用标准文案 精彩文档 不锈钢管道焊接规范 一、焊前准备; 焊接坡口制备质量检查、依据施工图样和焊接工艺指 导书中规定的坡口尺寸、精度和表面质量的要求,坡口 质量包括平整度、垂直度和清洁度等。 1、检查坡口的加工尺寸(高度、角边及钝边等)和精度是 否符合有关技术标准的规定。 2、检查坡口表面粗糙度及表面缺陷(气割缺口、裂纹、分 层和夹渣)如果超出标准允许范围的缺陷,应进行修复 处理,如表面粗糙度未达标准,可采用砂布修磨。 3、检查坡口的表面清理质量。坡口面及其两侧至少200mm 范围内应清理干净,不保留有毛刺、挂渣、铁锈、油污、 氧化膜及油漆等有害异物。 4、坡口表面的无损探伤检查。对于焊接工艺文件规定对坡 口表面要进行无损探伤(如着色等)的材料(如cy-m 钢、fe-cy-n高温含合金钢等,应进行无损检查,如发 现裂纹等缺陷应予清除。 二、组装和定位焊检查; 1、检查组装后
含表面缺陷双相不锈钢管道非匹配焊接接头安全评定相关
文辑推荐
知识推荐
百科推荐

职位:一级建筑工程师
擅长专业:土建 安装 装饰 市政 园林


