




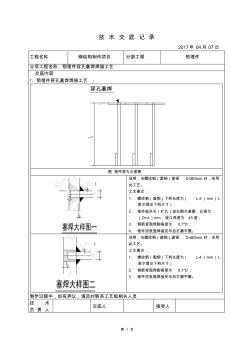
第 1 页 技 术 交 底 记 录 2017年 04月 07日 工程名称 钢结构制作项目 分部工程 预埋件 分项工程名称:预埋件穿孔塞焊焊接工艺 交底内容 1、预埋件穿孔塞焊焊接工艺 : 穿孔塞焊 图 埋件穿孔示意图 说明:当螺纹钢(圆钢)直径 D≥20mm 时,采用 此工艺。 工艺要点: 1. 螺纹钢(圆钢)下料长度为( L-2)mm( L 表示理论下料尺寸); 2. 埋件板开孔(扩孔)如左图示意图,孔径为 (D+4)mm,坡口角度为 45度; 3. 钢筋背面焊脚高度为 0.7*D; 4. 埋件顶表面焊接完毕后打磨平整。 说明:当螺纹钢(圆钢)直径 D≤20mm 时,采用 此工艺。 工艺要点: 1. 螺纹钢(圆钢)下料长度为( L-4)mm( L 表示理论下料尺寸); 2. 钢筋背面焊脚高度为 0.7*D; 3. 埋件顶表面焊接完毕后打磨平整。 制作过程中,如有异议,请及时联系工艺组相关
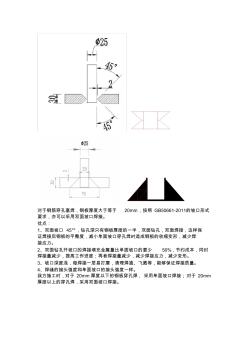
对于钢筋穿孔塞焊,钢板厚度大于等于 20mm,按照 GB50661-2011的坡口形式 要求,亦可以采用双面坡口焊接。 优点: 1、双面坡口 45°,钻孔深只有钢板厚度的一半,双面钻孔,双面焊接,这样保 证焊接后钢板的平整度,减小单面坡口穿孔焊时造成钢板的收缩变形,减少焊 接应力。 2、双面钻孔开坡口的焊接填充金属量比单面坡口的要少 50%,节约成本,同时 焊接量减少,提高工作进度;再者焊接量减少,减少焊接应力,减少变形。 3、坡口深度浅,每焊接一层易打磨,清理焊渣、飞溅等,能够保证焊接质量。 4、焊缝的接头强度和单面坡口的接头强度一样。 我方施工时,对于 20mm厚度以下的钢板穿孔焊, 采用单面坡口焊接;对于 20mm 厚度以上的穿孔焊,采用双面坡口焊接。
热门知识
钢板穿孔塞焊-
话题: 工程造价makaayfan31
-
话题: 工程造价jc_hhd1957
精华知识
钢板穿孔塞焊-
话题: 工程造价jc_钦州市公路管理局
最新知识
钢板穿孔塞焊-
话题: 工程造价sr19831104
-
话题: 工程造价qishangnqq
-
话题: 工程造价lwliuxianshe
钢板穿孔塞焊相关专题
- 刻蚀不锈钢板多少钱一平
- 矿山用筛网用多少锰钢板
- 昆明哪里有止水钢板卖
- 拉森钢板桩2及3的规格
- 拉森钢板桩规格怎样查
- 拉森钢板桩多少钱一米
- 拉森钢板桩问题
- 拉森钢板桩有几种型号
- 拉森钢板桩有哪些规格
- 拉森钢板桩型号有哪些
- 正火对16Mn热轧钢板断裂韧度J_(ⅠC)的影响
- 中厚钢板剪切端面黑线成因分析及其对质量的影响评估
- 意大利TEKSID公司合金灰铸铁汽缸体的焊补技术
- 光固化改性环氧玻璃钢防护层在定向钻穿越管道上应用
- 国产高强钢板在宝泉抽水蓄能电站引水高压钢管中应用
- 厚度等于或大于6mm钢板超声波检验方法(反射法)
- 国产搪瓷薄钢板试用经验交流与技术研讨专题会论文目录
- 公路隧道施工对下穿运营中铁路隧道衬砌影响
- 关于白车身装焊夹具设计及点焊机器人焊接仿真分析
- 基于TRIZ解决木质微穿孔吸声板孔隙率和强度冲突
- 利用价值工程理论采用航天喷焊技术
- 昆安高速公路下穿框架桥小交角穿越既有铁路设计及施工
- 廊涿高速公路下穿京九铁路双孔框构地道桥安全技术措施
- 冷轧钢板生产环评中铬元素迁移转化及铬平衡实例分析
- 两种墙板内置无粘结钢板支撑滞回性能与设计方法
- 冷板、铝板、不锈钢板折弯牌安装说明
- 客专黄土双线隧道下穿既有铁路施工技术最新文档资料