

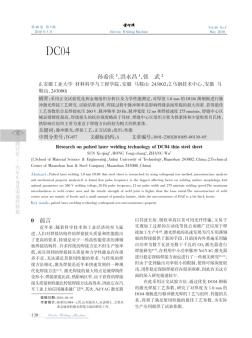
脉冲激光焊接H62黄铜
格式:pdf
大小:1.0MB
页数:5P
人气 :53
 4.6
4.6
为了能用波长为1.06μm的Nd:YAG激光器对高反射率的H62黄铜进行激光焊接,通过理论分析和试验验证,合理地设置脉冲激光的峰值功率、单脉冲能量、频率、脉宽、脉冲波形、焊接速度、离焦量等参数,成功地对H62黄铜进行了脉冲激光焊接.结果表明,在用HWLW-300A型激光焊接设备对两块厚度为x(mm)的H62黄铜进行对接焊时,选用单脉冲激光能量约为10.x(J/mm)左右,快速上升、缓慢下降的脉冲波形,在负离焦2mm的情况下,并使激光光斑直径d、脉冲激光频率f和焊接速度v之间满足f.d=(1.2~1.4).v时,能成功地进行激光焊接.




H62黄铜棒,H62黄铜六角棒
h62黄铜棒,福建h62黄铜六角棒,云南h62黄铜放棒,重庆h65黄铜六角棒,黄铜棒首 选奥泽金属 广东奥泽金属材料有限公司生产销售:铜棒、铜板、铜排、铜带、铜管、铜线。种类有: 紫铜、黄铜、青铜、锡青铜、铍铜、钨铜、白铜、镍铬合金、纯钛合金制品等。 黄铜具有强度较高,塑性良好,适合冷,热加工焊接性及耐蚀性良好,冷凝和散热用管, 蛇形管,虹吸管,冷却设备制件,有良好的力学性能,热态下塑性良好,切削性良好,焊接 性,耐蚀性良好,各种深引伸和弯折的受力件,如销钉,螺帽,气压表弹簧,散热性,环形 件。铅黄铜板是一种广泛应用的铅黄铜,具有良好的力学性能,且切削加工性好,可承受冷 热压力加工,使用于切削加工及冲压加工的各种结构零件,如垫片,衬套等。 材质:黄铜: h96.c2100.c21000.h90.c2200.c22000.h85.c2300.c23000.h80
H62黄铜板
h62普通黄铜 特性及适用范围: 有良好的力学性能,热态下塑性良好,冷态下塑性也可以,可切削性好,易 纤焊和焊接,耐蚀,但易产生腐蚀破裂,此外价格便宜,是应用最广泛的一个普 通黄铜品种。各种深引申和弯折制造的受力零件,如销钉.铆钉.垫圈.螺母.导管. 气压表弹簧.筛网.散热器零件等。 化学成分: 铜cu:62.0-65.0 镍ni:0.5 铁fe:0.15 铅pb:0.08 锌zn:余量 杂质:0.5 力学性能 抗拉强度:(σb/mpa)≥370伸长率:(δ10/%)≥15 普通黄铜:(1)普通黄铜的室温组织普通黄铜是铜锌二元合金,其含锌量变 化范围较大,因此其室温组织也有很大不同。根据cu-zn二元状态图(图6), 黄铜的室温组织有三种:含锌量在35%以下的黄铜,室温下的显微组织由单相的 α固溶体组成,称为α黄铜;含锌量在36%
编辑推荐下载

 黄铜-紫铜异种材料激光焊接试验研究
黄铜-紫铜异种材料激光焊接试验研究 黄铜-紫铜异种材料激光焊接试验研究
格式:pdf
大小:769KB
页数:4P
4.4
采用2000wnd:yag激光器焊接壁厚1.1mm的黄铜与壁厚1.5mm的紫铜搭接接头管材。研究结果表明:黄铜由于富含低熔沸点合金元素锌,易于实现激光深熔焊接,其深熔阈值低于铝合金。紫铜对yag激光的反射率极高,虽然焊接困难,但采用黄铜在上、紫铜在下的搭接接头形式,激光束则深入到紫铜基体内部实现了深熔焊接。在合适的工艺参数下,可得到成形良好的焊接接头。
脉冲激光焊接H62黄铜热门文档
H65黄铜棒H62黄铜棒力学性能
格式:pdf
大小:146KB
页数:10P
4.4
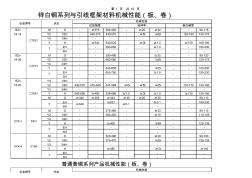
第1页,共10页 bznmo-≥375390-450-≥20≥32--90-115 18-18y21/2h-440-570440-570-≥5≥8-120-180140-175 y41/4h--------- yh-≥540540-625-≥3≥1.5-≥150160-190 eh-590-660-≥1.0-190-200 sh------ bznmo--390-490--≥35--90-120 18-26y21/2h--460-560--≥8--120-175 y43/4h--------- yh--540-655--≥5--150-200 eh-650-750-≥1.5-19
 T2紫铜与H62黄铜异种材料间的搅拌摩擦焊工艺研究
T2紫铜与H62黄铜异种材料间的搅拌摩擦焊工艺研究 T2紫铜与H62黄铜异种材料间的搅拌摩擦焊工艺研究
格式:pdf
大小:1.8MB
页数:5P
4.6
针对t2紫铜与h62黄铜异种材料进行了搅拌摩擦焊工艺研究.通过实验分析了不同板厚的紫铜和黄铜在各种工艺参数下的焊缝成形、接头微观组织及接头力学性能,并从微观角度分析了两种材料在接头中的分布情况及交界处的物相成分.实验表明,合适的焊接工艺参数可以获得组织、性能优良的紫铜-黄铜接头,接头交界处存在过渡带,宽度约为1~10μm的过渡物质.研究还发现接头显微硬度、平均抗拉强度介于黄铜与紫铜之间.
脉冲激光焊接H62黄铜精华文档
 小尺寸不锈钢片脉冲激光焊接的参数分析
小尺寸不锈钢片脉冲激光焊接的参数分析 小尺寸不锈钢片脉冲激光焊接的参数分析
格式:pdf
大小:290KB
页数:3P
4.4
研究小尺寸不锈钢片脉冲激光焊接的特点,着重分析焊接参数对焊缝熔透状况和焊缝宽度的影响。实验表明,随着脉宽增大,激光功率密度的熔透阈值减小,平均功率的熔透阈值线性增加;但是功率密度不能无限减小,为了保证熔透它必须在某一极限值以上。影响焊缝宽度的主要是激光功率密度、脉冲宽度和脉冲频率这三个参数。本文为散热条件受限的小尺寸工件精密激光焊接提供了有益的经验,同时也为加工过程的数值模拟分析提供了实验基础。
超薄紫铜激光焊接工艺研究 超薄紫铜激光焊接工艺研究
格式:pdf
大小:171KB
页数:2P
4.8
针对超薄紫铜片的激光焊接工艺进行研究,分析了激光工艺参数对超薄紫铜片焊接的影响。结果表明,在合适的工艺参数下,超薄紫铜片焊缝成形良好,焊接接头基本与母材等强。对于薄板激光焊接,脉冲工作电流和脉冲频率对焊接成形影响很大。
H62黄铜及普通低碳钢材料气焊工艺开发 H62黄铜及普通低碳钢材料气焊工艺开发
格式:pdf
大小:124KB
页数:1P
4.3
本文针对工业生产中最常见的h62黄铜的特性、焊接技术及工艺措施、工艺装备结构等进行焊接可行性和焊接工艺的研究,对采用的焊接材料、工艺方案等进行讨论,对焊接难点进行突破和改进,为国内工程提供合格的焊接工艺评定、减少工程开支,另一方面也为工程施工做好必要的技术储备。
黄铜h59与h62的区别有哪些?
格式:pdf
大小:39KB
页数:5P
4.6
黄铜h59与h62的区别有哪些? 相关性能和了解更多加工性能可以百度绿兴金属找到我们。 h59是普通黄铜。价格最便宜,强度、硬度高而塑性差。 h62是普通黄铜。有良好的力学性能,热态下塑性好。 1、h59普通黄铜;价格最便宜,强度、硬度高而塑性差,但在热态下仍能 很好地承受压力加工,耐蚀性一般,其他性能和h62相近。用于一般机器零件、 焊接件、热冲及热扎零件。 含铜量59%,又称日用黄铜。适用于电器,电子,灯饰,五金、装横、开关、垫圈、 垫片、电池接触片,铜钮扣,手表带,装饰性项链、手链、戒指等铜制品。 h59黄铜特性:双相黄铜,黄铜之中价格最便宜,强度、硬度高而塑性差,但 在热态下仍能很好地承受压力加工,耐蚀性一般,其他性能与h62相近。 2、h62普通黄铜;有良好的力学性能,热态下塑性好,冷态下塑性也可以, 切削性好,易钎焊和焊接,耐蚀,但易产生
脉冲激光焊接H62黄铜最新文档
黄铜h62与h59的区别
格式:pdf
大小:31KB
页数:2P
4.6
再生资源网http://www.***.***/ 本文摘自再生资源回收-变宝网(www.***.***) 黄铜h62与h59的区别 只由铜、锌组成的黄铜就叫作普通黄铜,h59与h62都属于普通黄铜。 下面让我们通过黄铜h59与h62的化学成分与密度,来共同发现黄铜h59与h62的区 别。 一、首先是h62黄铜。 1、h62黄铜简介:它是一种表示平均含铜量为62%的黄铜,h62是标准牌号,相对应 的美国牌号为c27400,相对应的日本牌号为c2800。h62黄铜的铜含量在60.5~63.5%; 其中铁的含量约占0.15%;pb含量约占0.08%;sb的含量约0.005%;bi的含量约0.005%; 杂质总和不超过0.5%;剩余就是锌的含量。 2、h62黄铜的用途:h62有很高的强度,热塑性良好,切削性良好,易焊
H62高耐磨镍黄铜棒
格式:pdf
大小:98KB
页数:2P
4.6
h62高耐磨镍黄铜棒 徐梦婕:158--019--16--7-98 1、h62黄铜 表示平均含铜量为62%的普通黄铜带,其中,h—汉字“黄”的拼音字母的第一个字母,62 —铜元素的平均含量;在普通黄铜的基础上加入其它元素的铜合金称特殊黄铜,仍以"h"表 示,后面会跟其它添加元素的化学符号和平均成份,如h62为含铜量为60.5%~63.5%,余 量为锌含量;而hal59-3-2则表示其铜含量57%~60%,铝含量为2.5%~3.5%,镍含量为2%~ 3%,其余为锌含量。黄铜分为普通黄铜,特殊黄铜及铸造黄铜三种,铸造黄铜以zcu开头 后面跟其它元素的符号及其平均含量。 2化学成分 铜(cu):60.5~63.5% h62黄铜板 铁(fe):≤0.15% 铅(pb):≤0.08% 锑(sb):≤0.005% 铋(bi):≤0.002% 磷(
H62高精度黄铜板带
格式:pdf
大小:208KB
页数:3P
4.6
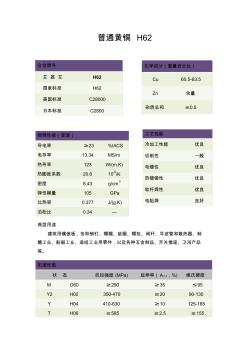
普通黄铜h62 典型用途 建筑用镶嵌板,各种销钉、螺帽、垫圈、螺栓、阀杆、导波管和散热器、制 糖工业、船舶工业、造纸工业用零件,以及各种五金制品、开关插座、卫浴产品 等。 合金牌号 艾荔艾h62 国家标准h62 美国标准c28000 日本标准c2800 化学成分(重量百分比) cu60.5-63.5 zn余量 杂质总和≤0.5 工艺性能 冷加工性能优良 切削性一般 电镀性优良 热镀锡性优良 软钎焊性优良 电阻焊良好 物理性能(室温) 导电率≥23%iacs 电导率13.34ms/m 热导率123w/(m.k) 热膨胀系数20.610-6/k 密度8.43g/cm3 弹性模量105gpa 比热容0.377j/(g.k) 泊松比0.34— 机械性能 状态抗拉强度(mpa)延伸率(a11.3,%)
塑料激光焊接工艺
格式:pdf
大小:286KB
页数:4P
4.6
塑料激光焊接工艺 1.激光的波长 在金属材料的激光焊接工艺中,一般采用yag或者co2激光作为光源,塑料焊接也不例外。随着半导体材料工 业的快速发展,半导体激光作为光源也渐渐得到了应用。 三者之中,由于易于获得较大功率,前两者在传统的材料加工工业中的使用较为普遍;而由于塑料激光焊接对光源 功率大小要求不高,但对可控性和易操作性要求较高,因此半导体激光在塑料焊接中也很有用武之地。 co2、nd:yag和半导体激光三种光源的波长、最大功率、最小聚焦直径等参数的典型值如下所列: 1.co2激光:波长较长,为10.6微米,属远红外波段,一般情况下塑料材料对这一波长的吸收情况好。目前最 大输出功率达50kw,转化效率约10%,最小聚焦直径约0.2~0.7mm。焊接塑料时热作用区深度较深,适合于需 要焊接较厚的塑料材料。co2激光不能用光纤传输,只能$&*透镜
激光焊接工艺控制MicrosoftWord文档
格式:pdf
大小:8KB
页数:2P
4.5
激光焊接工艺的质量控制 摘要:激光是辐射的受激发射光放大的简称,由于其独有的高亮度、高方向性、高单色性、 高相干性,自诞生以来,其在工业加工中的应用十分广泛,成为未来制造系统共同的加工手 段。用激光焊接加工是利用高辐射强度的激光束,激光束经过光学系统聚焦后,其激光焦点 的功率密度为104~107w/cm2,加工工件置于激光焦点附近进行加热熔化,熔化现象能否产 生和产生的强弱程度主要取决于激光作用材料表面的时间、功率密度和峰值功率。控制上述 各参数就可利用激光进行各种不同的焊接加工。这种焊接工艺在未来工业事业中将会得到广 泛的应用与研究。 关键词:激光焊接工艺质量 0引言 激光焊接与传统的焊接方法相比,激光焊接尚存在设备昂贵,一次性投资大,技术要求 高的问题,使得激光焊接在我国的工业应用还相当有限,但激光焊接生产效率高和易实现自 动控制的特

硬质合金与钢的激光焊接
格式:pdf
大小:569KB
页数:2P
4.6
?1994-2010chinaacademicjournalelectronicpublishinghouse.allrightsreserved.http://www.cnki.net ?1994-2010chinaacademicjournalelectronicpublishinghouse.allrightsreserved.http://www.cnki.net
激光焊接厚钢板的工艺研究 激光焊接厚钢板的工艺研究
格式:pdf
大小:343KB
页数:3P
4.7
采用5kw三折腔横流co2激光器对5mm、6mm厚的a3钢板进行焊接实验,主要研究了焊接功率、速度、离焦量以及侧吹气流量对焊接深度和焊缝宽度的影响,并对焊接样品进行金相分析和显微硬度分析
激光焊接金属夹层复合板 激光焊接金属夹层复合板
格式:pdf
大小:71KB
页数:未知
4.5
美国海军金属加工中心和海军焊接中心等造船和科研机构新近开发成功一项激光焊接金属夹层复合板的新技术。因为先进的海军船只必须减轻重量、改善战斗效力和机动性。在制造和加工技未上的进步,使得激光焊接金属夹层复合板在海军船只上更加适用和经济可行。其设计就如同厚硬纸波纹板一样,由两块金属板与波纹状金属芯板通过激光焊接复合制成。
65Mn弹簧钢激光焊接研究
格式:pdf
大小:15.6MB
页数:60P
4.5
맳훝듳톧쮶쪿톧캻싛컄65mn떯믉룖벤맢몸뷓퇐뺿탕쏻ꎺ샮뇶짪쟫톧캻벶뇰ꎺ쮶쪿튵ꎺ닄쇏볓릤릤돌횸떼뷌쪦ꎺ쇵웤뇳20080601 65mn떯믉룖벤맢몸뷓퇐뺿ퟷ헟ꎺ샮뇶톧캻쫚폨떥캻ꎺ맳훝듳톧놾컄솴뷓ꎺhttp://d.g.wanfangdata.com.cn/thesis_y1395848.aspx
脉冲激光焊接H62黄铜相关
文辑推荐
知识推荐
百科推荐


职位:资深专业监理工程师
擅长专业:土建 安装 装饰 市政 园林


