

二氧化碳保护焊接中应用“涡轮排风机”的降尘效果评价
格式:pdf
大小:118KB
页数:2P
人气 :53
 3
3
二氧化碳保护焊接中应用“涡轮排风机”的降尘效果评价——二氧化碳保护焊接中应用“涡轮排风机”的降尘效果评价



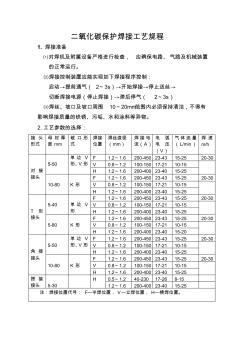
二氧化碳保护焊接工艺规程
二氧化碳保护焊接工艺规程 1.焊接准备 ⑴对焊机及附属设备严格进行检查,应确保电路、气路及机械装置 的正常运行。 ⑵焊接控制装置应能实现如下焊接程序控制: 启动→提前通气(2~3s)→开始焊接→停止送丝→ 切断焊接电源(停止焊接)→滞后停气(2~3s) ⑶焊丝、坡口及坡口周围10~20mm范围内必须保持清洁,不得有 影响焊接质量的铁锈、污垢、水和涂料等异物。 2.工艺参数的选择: 接头 形式 母材厚 度mm 破口形 式 焊接 位置 焊丝直径 (mm) 焊接电 流(a) 电弧 电压 (v) 气体流量 (l/min) 焊速 m/h 对接 接头 5-50 单边v 形、v形 f1.2~1.6200-45023-4315-2520-30 v0.8~1.2100-15017-2110-15 h1.2~1.6200-40023-40
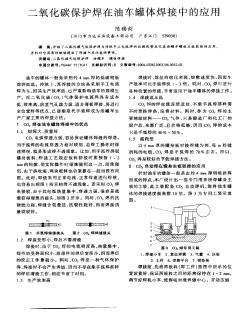
二氧化碳保护焊在油车罐体焊接中的应用
二氧化碳保护焊在油车罐体焊接中的应用——介绍了二氧化碳气体保护焊与传统手工电弧焊的比较优势及它在油罐车罐体主板驳接的应用并针对它固有的缺陷提出了焊接中应注意的事项。
编辑推荐下载
 在焊接工艺中二氧化碳保护焊的应用
在焊接工艺中二氧化碳保护焊的应用 在焊接工艺中二氧化碳保护焊的应用
格式:pdf
大小:251KB
页数:3P
4.6
随着我们科学技术的逐渐发展,在焊接工艺方面我们又有了一个很大的提高.我们现如今在焊接工艺中可以利用二氧化碳来保护焊.因此本文我们主要一起探究在焊接工艺中二氧化碳保护焊的应用.
二氧化碳保护焊在钢拱架焊接中的应用 二氧化碳保护焊在钢拱架焊接中的应用
格式:pdf
大小:387KB
页数:6P
4.8
结合临县隧道钢拱架焊接施工实践,介绍了二氧化碳气体保护焊原理及优缺点,重点阐述了二氧化碳气体保护焊在钢构件焊接过程中的技术要求,分析了二氧化碳气体保护焊在隧道钢拱架焊接中经济效益、质量、节能情况,总结了在隧道钢拱架焊接中的应用情况。
二氧化碳保护焊接中应用涡轮排风机降尘效果评价热门文档
二氧化碳保护焊操作规程
格式:pdf
大小:47KB
页数:4P
4.5
二氧化碳保护焊操作规程 1、操作者必须持电焊操作证上岗。 2、打开配电箱开关,电源开关置于“开”的位置,供气开关置于“检查”位置。 3、打开气瓶盖,将流量调节旋钮慢慢向“open”方向旋转,直到流量表上的指示数为需要 值。供气开关置于“焊接”位置。 4、焊丝在安装中,要确认送丝轮的安装是否与丝径吻合,调整加压螺母,视丝径大小加压。 5、将收弧转换开关置于“有收弧”处,先后两次将焊枪开关按下、放开进行焊接。 6、焊枪开关“on”,焊接电弧的产生,焊枪开关“off”,切换为正常焊接条件的焊接电弧,焊 枪开关再次“on”,切换为收弧焊接条件的焊接电弧,焊枪开关再次“off”焊接电弧停止。 7、焊接完毕后,应及时关闭焊电源,将co2气源总阀关闭。 8、收回焊把线,及时清理现场。 9、定期清理机上的灰尘,用空压机或氧气吹机芯的积尘物,一般时间为一周一次。 co2气体

二氧化碳焊接
格式:pdf
大小:205KB
页数:19P
4.3
焊接培训教材 (气体保护焊) 葛洲坝机电建设公司三峡金结机电安装制造项目部 2 一、二氧化碳气体保护焊发展动态 二氧化碳气体保护焊是50年代发展起来的一种新的焊接技术。半个世纪来, 它已发展成为一种重要的熔焊方法。广泛应用于汽车工业,工程机械制造业,造 船业,机车制造业,电梯制造业,锅炉压力容器制造业,各种金属结构和金属加 工机械的生产。 mig气体保护焊焊接质量好,成本低,操作简便,取代大部分手工电弧焊和 埋弧焊,已成定局。二氧化碳气体保护焊装在机器手或机器人上很容易实现数控 焊接,将成为二十一世纪初的主要焊接方法。 目前二氧化碳气体保护焊,使用的保护气体,分co2和co2+ar两种。使用的 焊丝主要是锰硅合金焊丝,超低碳合金焊丝及药芯焊丝。焊丝主要规格有:0.5 0.80.91.01.21.62.02.53.04.0等。 二、二氧
二氧化碳大直径管的焊接 二氧化碳大直径管的焊接
格式:pdf
大小:123KB
页数:1P
4.4
为了控制在二氧化碳焊接大直径管时出现的各种焊接缺陷,就这些焊接缺陷的影响因素我们进行了分析,提出了相应的控制措施。经过多次的实验,实验证明该控制措施完全可以消除这些焊接缺陷。x射线探伤后焊缝内部质量完全达到了gb-3323细化评定的标准。所以说该控制措施完全可以值得我们的认可。
二氧化碳气体保护焊
格式:pdf
大小:723KB
页数:30P
4.6
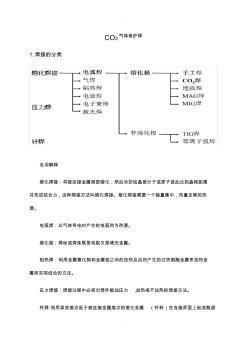
. . co2气体保护焊 1.焊接的分类 名词解释 熔化焊接:将被连接金属局部熔化,然后冷却结晶使分子或原子彼此达到晶格距离 并形成结合力,这种焊接方法叫熔化焊接。熔化焊接需要一个能量集中,热量足够的热 源。 电弧焊:以气体导电时产生的电弧热为热源。 熔化极:焊丝或焊条既是电极又是填充金属。 铝热焊:利用金属氧化物和金属铝之间的放热反应所产生的过热熔融金属来加热金 属而实现结合的方法。 压力焊接:焊接过程中必须对焊件施加压力,加热或不加热的焊接方法。 钎焊:利用某些熔点低于被连接金属熔点的熔化金属(钎料)在连接界面上起流散浸 . . 润作用,然后冷却形成结合力。 2.熔化焊接的主要特征 焊接部位必须采取有效的隔离空气保护,使焊接部位不能和空气接触,以免造成焊 道的成分和性能不良,保护方式有三种:气相、渣相、真空。 熔化焊接的保护方式 保护类型材料及设施适用范围 气相保护气体 c
二氧化碳保护焊接中应用涡轮排风机降尘效果评价精华文档
液态二氧化碳储罐焊接工艺 液态二氧化碳储罐焊接工艺
格式:pdf
大小:336KB
页数:3P
4.4
通过对液态二氧化碳储罐用材16mndr及其他零部件用材16mn、0cr18ni9的焊接性能分析,制定了相应的焊接工艺并应用于生产中,取得了良好效果。
二氧化碳焊接工艺
格式:pdf
大小:66KB
页数:10P
4.5
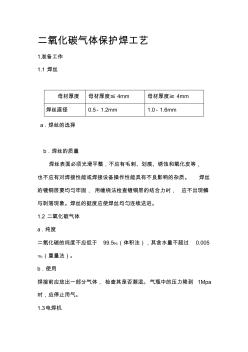
二氧化碳气体保护焊工艺 1.准备工作 1.1焊丝 a.焊丝的选择 b.焊丝的质量 焊丝表面必须光滑平整,不应有毛刺、划痕、锈蚀和氧化皮等, 也不应有对焊接性能或焊接设备操作性能具有不良影响的杂质。焊丝 的镀铜层要均匀牢固,用缠绕法检查镀铜层的结合力时,应不出现鳞 与剥落现象。焊丝的挺度应使焊丝均匀连续送进。 1.2二氧化碳气体 a.纯度 二氧化碳的纯度不应低于99.5﹪(体积法),其含水量不超过0.005 ﹪(重量法)。 b.使用 焊接前应放出一部分气体,检查其是否潮湿。气瓶中的压力降到1mpa 时,应停止用气。 1.3电焊机 母材厚度母材厚度≤4mm母材厚度≥4mm 焊丝直径0.5-1.2mm1.0-1.6mm 焊接机在使用前应能电检验,其各电气开关、指示灯应灵活、好用。 送丝机构尖送丝连续、均匀,并根据要焊的零部件选择适当的焊接电 流及电压。 2.工
二氧化碳气体保护焊焊接工艺及应用
格式:pdf
大小:11KB
页数:4P
4.6
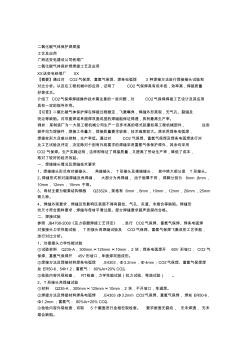
二氧化碳气体保护焊焊接 工艺及应用 广西送变电建设公司铁塔厂 二氧化碳气体保护焊焊接工艺及应用 xx送变电铁塔厂xx 【摘要】通过对co2气保焊、富氩气保焊、焊条电弧焊3种焊接方法进行焊接接头试验和 对比分析。以及在工程机械中的应用,证明了co2气保焊具有成本低,效率高,焊接质量 好等优点。 介绍了co2气保焊焊接操作技术需注意的一些问题,对co2气保焊焊接工艺设计及其应用 具有一定的指导作用。 【引言】二氧化碳气体保护焊在焊接过程稳定,飞溅嘴角,焊缝外形美观,无气孔、裂缝及 咬边等缺陷。对双面焊或单面焊双面成型的焊缝能保证焊透,具有最高生产率。 例如:某制造厂为一大型工程机械公司生产一百多米高的塔式起重机等工程机械部件,这些 部件均为焊接件,焊接工作量大,焊接质量要求较高,技术难度较大。原采用焊条电弧焊, 焊接变形大且难以控制,生产率低。通过对co2气保焊、富氩气保焊
二氧化碳气体保护焊在闸门总组装焊接中的应用 二氧化碳气体保护焊在闸门总组装焊接中的应用
格式:pdf
大小:818KB
页数:4P
4.5
二氧化碳气体保护焊已突破过去只能焊接薄板,不能在仰焊位置焊接的传统观念。通过水布垭导流洞封堵门的焊接施工,论证了在闸门总组装焊接中充分应用二氧化碳气体保护焊的方法,可在获得良好焊缝质量的同时,大大提高生产效益。
二氧化碳保护焊接中应用涡轮排风机降尘效果评价最新文档
二氧化碳气体保护焊在调质钢焊接中的应用 二氧化碳气体保护焊在调质钢焊接中的应用
格式:pdf
大小:127KB
页数:未知
4.8
zg35crmo调质钢的焊接中,焊接效果要求较高,若使用电弧焊对其进行焊接,其接头效果往往达不到标准要求,因此文章便针对二氧化碳气体保护焊在zg35crmo调质钢焊接中的应用进行了分析,并通过实验研究,对其焊接后的性能进行了论述。

二氧化碳气体保护焊焊接工艺及应用 (2)
格式:pdf
大小:15KB
页数:10P
4.8
二氧化碳气体保护焊焊接 工艺及应用 广西送变电建设公司铁塔厂 二氧化碳气体保护焊焊接工艺及应用 xx送变电铁塔厂xx 【摘要】通过对co2气保焊、富氩气保焊、焊条电弧焊3种焊接方 法进行焊接接头试验和对比分析。以及在工程机械中的应用,证明了co2 气保焊具有成本低,效率高,焊接质量好等优点。 介绍了co2气保焊焊接操作技术需注意的一些问题,对co2气保焊 焊接工艺设计及其应用具有一定的指导作用。 【引言】二氧化碳气体保护焊在焊接过程稳定,飞溅嘴角,焊缝外 形美观,无气孔、裂缝及咬边等缺陷。对双面焊或单面焊双面成型的焊 缝能保证焊透,具有最高生产率。 例如:某制造厂为一大型工程机械公司生产一百多米高的塔式起重 机等工程机械部件,这些部件均为焊接件,焊接工作量大,焊接质量要 求较高,技术难度较大。原采用焊条电弧焊,焊接变形大且难以控制, 生产率低。通过对co2气保焊、
二氧化碳气体保护焊立焊的焊接手法.-精品合集
格式:pdf
大小:322KB
页数:8P
4.4
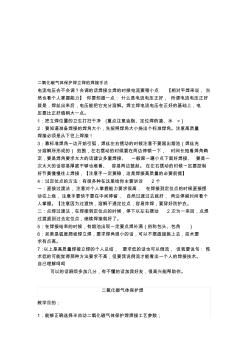
二氧化碳气体保护焊立焊的焊接手法. 电流电压会不会调?会调的话焊接立焊的时候电流要稍小点【相对平焊来说,当 然也看个人掌握能力】你要知道一点:什么是电流电压正好,所谓电流电压正好 就是,焊丝出来后,电压能把它充分溶解。焊立焊电流电压在正好的基础上,电 压要比正好值稍大一点。 1:把立焊位置的卫生打扫干净{重点注意油脂、定位焊药渣、水=} 2:要知道准备焊接的焊角大小,先按照焊角大小烧出个标准焊角。注意高质量 焊接必须是从下往上焊接! 3:靠标准焊角一边开始引弧,焊丝左右摆动的时候注意不要超出熔池{焊丝充 分溶解所形成的}范围,左右摆动的时候要在两边停顿一下,时间长短看焊角确 定,要是焊角要求太大的话建议多重焊接、一般第一遍小点下面好焊接、要是一 次太大的话容易厚度不够也难看、容易两边鼓起。在左右摆动的时候一定要控制 好节奏慢慢往上焊接,【注意手一定要稳,这是焊接高
二氧化碳气体保护焊的焊接材料
格式:pdf
大小:22KB
页数:3P
4.8
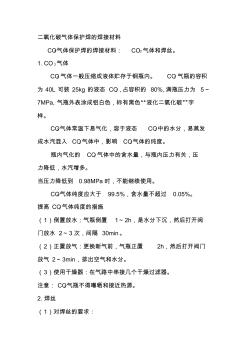
二氧化碳气体保护焊的焊接材料 co2气体保护焊的焊接材料:co2气体和焊丝。 1.co2气体 co2气体一般压缩成液体贮存于钢瓶内。co2气瓶的容积 为40l可装25kg的液态co2,占容积的80%,满瓶压力为5~ 7mpa,气瓶外表涂成铝白色,标有黑色“液化二氧化碳”字 样。 co2气体常温下易气化,溶于液态co2中的水分,易蒸发 成水汽混入co2气体中,影响co2气体的纯度。 瓶内气化的co2气体中的含水量,与瓶内压力有关,压 力降低,水汽增多。 当压力降低到0.98mpa时,不能继续使用。 co2气体纯度应大于99.5%,含水量不超过0.05%。 提高co2气体纯度的措施 (1)倒置放水:气瓶倒置1~2h,是水分下沉,然后打开阀 门放水2~3次,间隔30min。 (2)正置放气:更换新气前,气瓶正置2h,然后打开阀门 放气2~3m

二氧化碳气体保护焊(毕业论文)
格式:pdf
大小:76KB
页数:16P
4.7
二氧化碳气体保护焊 系别:机械工程系 学生姓名: 专业班级:焊剂技术及自动化一班 学号: 指导教师: 年04月15日 摘要 本论文是对毕业设计——二氧化碳保护焊和飞溅所采用的方案 以及所使用的硬件、软件技术和所能达到的效果的描述。由于二氧化 碳气体的热物理性能的特殊影响,使用常规焊接电源时,焊丝端头 熔化金属不可能形成平衡的轴向自由过渡,通常需要采用短路和熔 滴缩颈爆断、因此,与mig焊自由过渡相比,飞溅较多。但如采用 优质焊机,参数选择合适,可以得到很稳定的焊接过程,使飞溅降 低到最小的程度。 关键词:飞溅;短路电流;焊接 目录 摘要......................................................................错误!未定义书签。 目录..............................
二氧化碳气体保护焊焊接工艺评定报告
格式:pdf
大小:139KB
页数:6P
4.4
建筑钢结构焊接工艺评定报告 编号:pqr-01 编制:兰根成 焊接责任 技术人员:马增生 批准:陈留根 单位:河南第一火电建设公司东热电项目部 日期:2011年03月20日 表b-1焊接工艺评定报告目录 序号报告名称报告编号页数 1焊接工艺评定报告pqr-011 2焊接工艺指导书wps-011 3焊接工艺评定记录表1 4焊接工艺评定检验结果1 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 表b-2焊接工艺评定报告 共1页第1页 工程名称 石河子市国能能源投资有限公司东热电 厂2×135mw热电联产技改工程 评定报告编号pqr-01 委托单位河南第一火电建设公司工艺指导书编号wps-1 工程地点石河子开发区天富东热

二氧化碳泄露探测器
格式:pdf
大小:227KB
页数:3P
4.5
深圳市东日瀛能科技有限公司 www.***.*** 二氧化碳泄露探测器 二氧化碳泄露探测器特点: ★是款内置微型气体泵的安全便携装置 ★整机体积小,重量轻,防水,防爆,防震设计. ★高精度,高分辨率,响应迅速快. ★采用大容量可充电锂电池,可长时间连续工作. ★数字lcd背光显示,声光、振动报警功能. ★上、下限报警值可任意设定,自带零点和目标点校准功能,内置 温度补偿,维护方便. ★宽量程,最大数值可显示到50000ppm、100.00%vol、100%lel. ★数据恢复功能,免去误操作引起的后顾之忧. ★显示值放大倍数可以设置,重启恢复正常. ★外壳采用特殊材质及工艺,不易磨损,易清洁,长时间使用光亮如新. 二氧化碳泄露探测器产品特性: ★是款内置微型气体泵的高精度的手式安全便携装备; ★进口电化学传感器具有良好的抗干扰性能,

二氧化碳保护焊接中应用涡轮排风机降尘效果评价相关
文辑推荐
知识推荐
百科推荐


职位:网架轻钢施工员
擅长专业:土建 安装 装饰 市政 园林


