

低合金珠光体耐热钢20CrMo的焊接
格式:pdf
大小:144KB
页数:2P
人气 :75
 4.5
4.5
以汽轮机进汽弯头裂纹的修复方法的分析与介绍为例,进行了焊接性分析,并制定了可行的焊接工艺。阐明了补焊已加工妥的低合金耐热钢大缺陷的方法。



 焊接低碳Cr-Mo珠光体耐热钢的新型焊接材料的研究
焊接低碳Cr-Mo珠光体耐热钢的新型焊接材料的研究 焊接低碳Cr-Mo珠光体耐热钢的新型焊接材料的研究
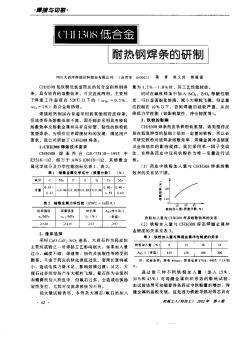
研制了一种低铬奥氏体钢焊接材料(h0cr6ni10mn13a焊丝和0cr6ni10mn13moti-ar612、ar617焊条),用于焊接高温服役的低碳cr-mo类珠光体耐热钢。研究结果表明:填充金属采用该种焊接材科的异质接头具有良好的力学性能和抗氧化性能,同时还可以克服采用传统的奥氏体不锈钢焊接材料焊接cr-mo钢形成的异质接头在高温服役过程中提前失效的问题。
编辑推荐下载
采用奥氏体不锈钢焊条焊接珠光体耐热钢的生产运用 采用奥氏体不锈钢焊条焊接珠光体耐热钢的生产运用
格式:pdf
大小:526KB
页数:4P
4.3
通过对珠光体耐热钢焊接性的分析,根据“中间换热器”产品结构、材料特点及相应焊接性试验和焊接工艺评定试验,制定适宜的焊接工艺,采用a302焊条焊接获得质量合格的产品。
20CrMo合金钢
格式:pdf
大小:28KB
页数:3P
4.8
20crmo 牌号:20crmo 标准:gb/t3077-1988 对应标准:jisg4053:2003 astma29m:2005 iso683-18:1996 统一数字代号:a30202 自然科学 ●特性及适用范围: 淬透性较高,无回火脆性,焊接性相当好,形成冷裂的倾向很小,可 切削性及冷应变塑性良好。一般在调质或渗碳淬火状态下使用,用于制造 在非腐蚀性介质及工作温度低于250℃、含有氮氢混合物的介质中工作的 高压管及各种紧固件、较高级的渗碳零件,如齿轮、轴等。 ●化学成份: 碳c:0.17~0.24 硅si:0.17~0.37 锰mn:0.40~0.70 硫s:答应残余含量≤0.035 磷p:答应残余含量≤0.035 铬cr:0.80~1.10 镍ni:
低合金珠光体耐热钢20CrMo焊接热门文档
进口SA387-Cr12珠光体耐热钢加氢反应器的焊接技术
格式:pdf
大小:1.9MB
页数:4P
4.5
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
1Cr5Mo珠光体耐热钢管的三种不同焊接工艺研究 1Cr5Mo珠光体耐热钢管的三种不同焊接工艺研究
格式:pdf
大小:826KB
页数:5P
4.8
通过分析1cr5mo钢的焊接性,介绍了当前应用于该钢种的三种不同的焊接工艺方法。通过比较三种焊接工艺方法所获得焊接接头性能差异和特点,提出在具备焊后热处理条件和大规模施焊情况下应尽可能采用同质材料进行焊接,以避免接头在运行中出现早期失效,降低焊接成本。在不具备热处理条件或现场维修量少的情况下,也可采用异质材料进行焊接。但是,为保证接头在长期高温运行下不出现低韧性脆性断裂,建议采用新型低铬高锰型ar617焊条焊接1cr5mo,该焊条焊接工艺性能优良,通过生产实践和对服役44000h的接头取样观察,使用性能稳定,完全满足生产要求,其焊接工艺条件相对简单。
15CrMo低合金耐热钢焊接裂纹缺陷修补工艺 15CrMo低合金耐热钢焊接裂纹缺陷修补工艺
格式:pdf
大小:338KB
页数:1P
4.5
对15crmo低合金耐热钢焊接,应依据化学成分及它的碳当量综合分析15crmo钢的可焊性及裂纹敏感性。采用r307焊条进行焊接。
低合金珠光体耐热钢20CrMo焊接精华文档

20crmo钢板,20crmo钢板交货状态,20crmo钢板规格型号表,
格式:pdf
大小:90KB
页数:6P
4.7
20crmo钢板是astma29m为2005的一种钢板。 20crmo钢板特性及适用范围: 淬透性较高,无回火脆性,焊接性相当好,形成冷裂的倾向很小,可切削性 及冷应变塑性良好。一般在调质或渗碳淬火状态下使用,用于制造在非腐蚀性介 质及工作温度低于250℃、含有氮氢混合物的介质中工作的高压管及各种紧固 件、较高级的渗碳零件,如齿轮、轴等。 20crmo钢板化学成份: 碳c:0.17~0.24 硅si:0.17~0.37 锰mn:0.40~0.70 硫s:答应残余含量≤0.035 磷p:答应残余含量≤0.035 聊城泰佑启金属:0635-7779210139-69-55-8118 铬cr:0.80~1.10 镍ni:答应残余含量≤0.030 铜cu:答应残余含量≤0.030 钼mo:0.15~0.25 20crmo钢板力

低合金耐热钢焊条2
格式:pdf
大小:26KB
页数:3P
4.6
r307g焊条采购技术条件 低合金耐热钢焊条r307g 采购技术条件 r307g焊条采购技术条件 1内容及范围: 1.1本技术条件规定了14cr1mor(h)钢用焊条r307g的化学成分、包装、标 识和质量证明书等方面要求。 1.2本技术条件适用于r307g焊条的订货和验收。订货的规格和数量应按照采 购合同的要求。 1.3按本技术要求供货的焊条,除满足本技术条件的规定外,其他未列出的款项 应符合gb/t5118e5516-b2和awsa5.5e8016-b2的要求。 2熔敷金属的化学成分: 熔敷金属化学成分应符合下列要求(%) csimnsp ≤0.12≤0.50≤0.90≤0.012≤0.012 cusbsnassi+mn ≤0.20≤0.004≤0.010≤0.010≤1.20 注:x系数:(10p+5sb+4
低合金耐热钢焊条2资料
格式:pdf
大小:17KB
页数:2P
4.6
此文档收集于网络,如有侵权请联系网站删除 此文档仅供学习和交流 r307g焊条采购技术条件 低合金耐热钢焊条r307g 采购技术条件 此文档收集于网络,如有侵权请联系网站删除 此文档仅供学习和交流 r307g焊条采购技术条件 1内容及范围: 1.1本技术条件规定了14cr1mor(h)钢用焊条r307g的化学成分、包装、标 识和质量证明书等方面要求。 1.2本技术条件适用于r307g焊条的订货和验收。订货的规格和数量应按照采 购合同的要求。 1.3按本技术要求供货的焊条,除满足本技术条件的规定外,其他未列出的款项 应符合gb/t5118e5516-b2和awsa5.5e8016-b2的要求。 2熔敷金属的化学成分: 熔敷金属化学成分应符合下列要求(%) csimnsp ≤0.12≤0.50≤0.90≤0.012≤0.012 cusb
珠光体-奥氏体异种钢焊接接头中碳迁移的跟踪观测 珠光体-奥氏体异种钢焊接接头中碳迁移的跟踪观测
格式:pdf
大小:693KB
页数:3P
4.7
利用场发射枪超高分辨扫描电镜(fesem)和能谱仪(eds),跟踪研究了珠光体-奥氏体异种钢焊接接头中熔合区的碳迁移现象。结果表明:接头在焊后热处理过程中,熔合区附近发生明显的碳迁移现象。随着热处理时间的延长,类马氏体层的宽度并无明显的变化;但在不同宽度的类马氏体层中,碳迁移呈现不同的行为,相比窄类马氏体层,碳在宽类马氏体层中的迁移速度更快。
碳钢、低合金钢及耐热钢焊接施工指导书
格式:pdf
大小:5KB
页数:2P
4.5
碳素钢、低合金钢及耐热钢焊接施工作业指导书 一公司东部项目部技术员:曲洪涛 1总则 1.1本作业指导书用于指导现场碳素钢、低合金钢及耐热钢焊接施 工。适用于化工、石油、电力等部门的碳钢、低合金钢及耐热钢焊接 施工。 1.2本作业指导书服从于国家标准、专业标准和设计标准。 2引用标准 《钢制压力容器焊接规程》jb/t4709-2000 《现场设备、工业管道焊接工程施工及验收规范》gb50236-98 《钢制压力容器焊接工艺评定》jb4708-2000 《石油化工剧毒、可燃介质管道工程施工及验收规范》sh3501-1997 《金属熔接原理及工艺》 3设备及焊接材料 3.1设备 3.1.1交直流电焊机应放在干燥平稳不受雨侵袭的地方,其外壳必 须可靠接地。 3.1.2直流焊机使用前应查明极性,如不明确或有怀疑时应进行测 定,并按所用焊条极性进行连接。 3.1.3手工氩弧焊
低合金珠光体耐热钢20CrMo焊接最新文档
 15CrMoR低合金耐热钢焊接工艺评定
15CrMoR低合金耐热钢焊接工艺评定 15CrMoR低合金耐热钢焊接工艺评定
格式:pdf
大小:95KB
页数:2P
4.5
根据15crmor低合金耐热钢的化学成分及它的碳当量计算值,分析了该材料的焊接裂纹敏感性。采用v型坡口对接试件、a302焊条进行了焊接工艺试验。试验结果表明,采用a302焊条焊接15crmor低合金耐热钢,焊后不必进行热处理就能满足jb4708-2000焊接工艺评定的要求,试验证明所采用的焊接工艺可应用到生产实践中。
冷拔珠光体钢丝渗碳体微观结构 冷拔珠光体钢丝渗碳体微观结构
格式:pdf
大小:580KB
页数:4P
4.5
采用扫描电镜(sem)、透射电镜(tem)和高分辨透射电镜(hrem)观察了拉拔前后swrh82b钢丝的显微组织,并采用振动样品磁强计(vsm)研究了渗碳体含量随应变量的变化规律。结果表明,钢丝经拉拔变形后,铁素体中形成竹节状位错亚结构;渗碳体片层内部碎化,并出现非晶。vsm测量显示,随着应变量的增加,钢丝比饱和磁化强度不断升高,渗碳体含量逐渐减少。变形前,钢丝的比饱和磁化强度为198.84emu/g。经过应变量为1.90拉拔变形后,钢丝的比饱和磁化强度升高到210.9emu/g。相应的渗碳体含量则由变形前的14.1%降至变形后的8.9%。这表明swrh82b钢丝经过应变量为1.90的拉拔后,渗碳体发生了部分溶解。
珠光体轨道钢白蚀层的研究进展 珠光体轨道钢白蚀层的研究进展
格式:pdf
大小:430KB
页数:4P
4.8
珠光体轨道钢是目前我国铁路轨道采用的主要钢种,其性能特点是抗磨损性能好,屈服强度高。珠光体轨道钢在服役时,表面发生损伤,有白蚀层生成,它对钢轨的服役寿命有重大影响。主要介绍了珠光体轨道钢白蚀层的研究进展,从白蚀层的形成过程、组织结构、形成机理等方面进行了阐述。
15CrMoR珠光体耐热钢焊接 15CrMoR珠光体耐热钢焊接
格式:pdf
大小:139KB
页数:未知
4.5
15crmor钢以其抗氧化性、热强性及抗硫性,价格低廉而在石化行业广泛应用,其焊接主要问题是热影响区硬化、冷裂纹、软化及焊后热处理时产生再热裂纹。通过理论分析和焊接工艺试验,确定了15crmor中板焊接的方法和焊接工艺措施。试验证明,我们制定的焊接工艺是合理的,能够满足生产需要。
12Cr1MoVG低合金耐热钢管焊接工艺 12Cr1MoVG低合金耐热钢管焊接工艺
格式:pdf
大小:100KB
页数:未知
4.7
在石化项目施工中,其锅炉工艺配管大量使用12cr1movg低合金耐热钢材料,以保证高温高压设备长期工作的可靠性和经济性以覆施工焊接质量。通过查阅相关资料,针对耷159×16mm低合金耐热钢管焊接性分析及焊接特点,进行了焊接工艺评定试验,制定了合理的焊接工艺。
Cr5Mo低合金耐热钢焊接冷裂纹的防止 Cr5Mo低合金耐热钢焊接冷裂纹的防止
格式:pdf
大小:133KB
页数:2P
4.8
本文从冷裂纹的形成机理及其影响因素入手,制定出合理的焊接工艺,防止cr5mo低合金耐热钢焊接冷裂纹的产生.
1Cr5Mo中合金耐热钢管的焊接 1Cr5Mo中合金耐热钢管的焊接
格式:pdf
大小:26KB
页数:2P
4.5
1cr5mo属于中合金耐热钢,合金元素含量和碳当量高,焊接性差。采用母材加工焊丝的方法替代标准焊丝,克服了采购不到焊接材料的困难,解决了生产急需。通过试验研究,制订了合理、可行的焊接工艺,生产出质量合格的产品。
15CrMo耐热钢焊接性能与焊接工艺
格式:pdf
大小:405KB
页数:5P
4.6
15crmo耐热钢焊接性能与焊接工艺 尿素合成塔扩建工程,其中用于输送氨介质的工艺管道,设计压力为 32mpa,设计温度为220℃,材质有15crmo、20g,管径有φ159×28、φ219 ×35、φ273×40等,由于15crmo合金钢管道焊接难度比较大,焊接工艺要求 比较高,以15crmo合金管道φ159×28为例,进行焊接性能及焊接工艺评定作 如下论述。 .115crmo材料性能、化学成分及焊接性 .1.1基本性能及化学成分: 15crmo属于珠光体耐热钢,它以加入铬、钼合金元素为主,合金元素铬能 形成致密的氧化膜,提高钢的抗氧化性能,还有阻止石墨化的作用。钼是耐热钢 中的强化元素,形成碳化物的能力比铬弱,钼优先溶入固溶体,强化固溶体。钼 也有阻止石墨化的作用,故应与铬同时加入钢中,以阻止碳的石墨化。钼的熔点 高达2625℃,固溶后可提高钢的再结晶
低合金珠光体耐热钢20CrMo焊接相关
文辑推荐
知识推荐
百科推荐


职位:室内设计师学徒
擅长专业:土建 安装 装饰 市政 园林


