

电火花测试报告 (2)
格式:pdf
大小:36KB
页数:1P
人气 :87
 4.6
4.6
电 火 花 测 试 报 告 Holiday tested repor t 制造厂名称: 报告编号: Name of manufacturer Report No. 工作令号 Work order number 产品编号 Product ID 产品主要规格尺寸 Product Size 产品名称 Product Name 检验标准 Test 电火花测试仪品牌及型号 Brand and model of electric spark tester 衬里材料 Lining materials 衬里厚度( mm) Liningthicknes (mm) ETFT□ FEP□ PFA□ PTFE□ PVDF□ 其他: Other: 检验电压 KV Test voltage 扫描速度 mm/S Scanning speed 环境湿度( %) Ambient humidity 电火花击穿部位



电火花测试报告
电火花测试报告 holidaytestedreport 制造厂名称:报告编号: nameofmanufacturerreportno. 工作令号 workordernumber 产品编号 productid 产品主要规格尺寸 productsize 产品名称 productname 检验标准 test 电火花测试仪品牌及型号brand andmodelofelectricsparktester 衬里材料 liningmaterials 衬里厚度(mm) liningthicknes(mm) etft□fep□pfa□ptfe□pvdf□ 其他: other: 检验电压kv testvoltage 扫描速度mm/s scanningspeed 环境湿度(%) ambienthumidity 电火花击穿部位

电火花操作规程
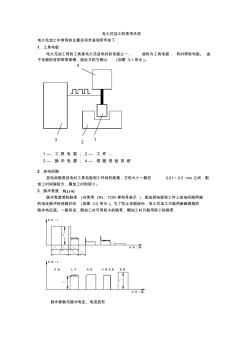
电火花成型机床安全操作规程 1.开机操作前,要穿好工作服,做好操作准备工作。 2.电火花机床必须在专人指导下进行操作,不允许未经许可自行操作。 3.在放电加工前,应仔细安装好工件,找正工具电极和工件的相对位置。 4.电火花成型机床工作液为易燃煤油,必须配备干粉灭火器,以防运行 中发生火灾,并且操作者操作前必须掌握干粉灭火器的使用方法。 5.工作油箱中的工作液面高度必须高出被加工工件50mm以上,以防止 工作液着火燃烧。 6.在放电加工过程中,严禁手或身体各部位触摸卡头和电极线。 7.在操作过程中如发生意外,首先要按下操作面板上的红色急停按扭, 再拔下插头,检查事故原因,待排除故障后再开机,启动时间间隔不得小 于50秒。 8.操作过程中,进行移动操作时要特别小心,必须确认移动行程中没有 阻挡物,以防撞坏电极和工件,或造成移动轴伺服过载甚至损坏机床。 9.火花成形
编辑推荐下载
电火花加工的常用术语
格式:pdf
大小:39KB
页数:3P
4.7
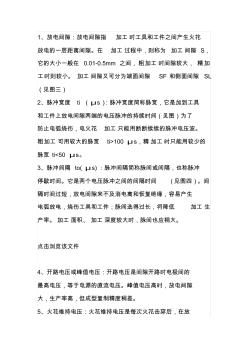
电火花加工的常用术语 电火花加工中常用的主要名词术语和符号如下: 1.工具电极 电火花加工用的工具是电火花放电时的电极之一,故称为工具电极,有时简称电极。由 于电极的材料常常是铜,因此又称为铜公(如图3-1所示)。 2.放电间隙 放电间隙是放电时工具电极和工件间的距离,它的大小一般在0.01~0.5mm之间,粗 加工时间隙较大,精加工时则较小。 3.脉冲宽度ti(μs) 脉冲宽度简称脉宽(也常用on、ton等符号表示),是加到电极和工件上放电间隙两端 的电压脉冲的持续时间(如图3-2所示)。为了防止电弧烧伤,电火花加工只能用断断续续的 脉冲电压波。一般来说,粗加工时可用较大的脉宽,精加工时只能用较小的脉宽 脉冲参数与脉冲电压、电流波形 4 123 1—工具电极;2—工件; 3—脉冲电源;4—伺服进给系
电火花测试报告热门文档
 不锈钢的电火花表面强化
不锈钢的电火花表面强化 不锈钢的电火花表面强化
格式:pdf
大小:350KB
页数:2P
4.4
以1cr18ni9ti不锈钢为基材,采用电火花堆焊技术,研究堆焊后微观组织和显微硬度的变化。结果表明,堆焊层晶粒比基体晶粒细小,显微硬度高于基体。电火花堆焊可以改善不锈钢的表面耐磨性。
混粉、常规电火花加工通用储液箱的研制 混粉、常规电火花加工通用储液箱的研制
格式:pdf
大小:477KB
页数:3P
4.7
利用水力旋流器对固体颗粒的分级、分离功能,设计了一种既能用于常规电火花加工又能用于混粉电火花镜面加工的通用型储液箱。
电火花加工常用名词、术语及符号
格式:pdf
大小:53KB
页数:5P
4.7
1、放电间隙:放电间隙指加工时工具和工件之间产生火花 放电的一层距离间隙。在加工过程中,则称为加工间隙s, 它的大小一般在0.01-0.5mm之间,粗加工时间隙较大,精加 工时则较小。加工间隙又可分为端面间隙sf和侧面间隙sl (见图三) 2、脉冲宽度ti(μs):脉冲宽度简称脉宽,它是加到工具 和工件上放电间隙两端的电压脉冲的持续时间(见图)为了 防止电弧烧伤,电火花加工只能用断断续续的脉冲电压波。 粗加工可用较大的脉宽ti>100μs,精加工时只能用较少的 脉宽ti<50μs。 3、脉冲间隔to(μs):脉冲间隔简称脉间或间隔,也称脉冲 停歇时间。它是两个电压脉冲之间的间隔时间(见图四)。间 隔时间过短,放电间隙来不及消电离和恢复绝缘,容易产生 电弧放电,烧伤工具和工件;脉间选得过长,将降低加工生 产率。加工面积、加工深度较大
基于灰关联分析的电火花刻槽工艺参数优化 基于灰关联分析的电火花刻槽工艺参数优化
格式:pdf
大小:271KB
页数:4P
4.7
为了获得较高的加工质量和加工效率,在对加工时间、电极蚀损量、回退次数和表面粗糙度等指标进行综合分析的基础上,对电极材料、加工电压、峰值电流、脉冲宽度、脉冲间隔、正常进给速度以及快进速度等工艺参数进行了分析和优化。采用电火花刻槽机为实验工具进行正交试验,对正交试验的结果进行了直观分析和灰关联分析。对灰关联度进行f检验后,获得了显著的影响因素,最终遴选出最优加工参数。验证试验表明,灰关联分析法能简化复合工艺指标的优化选择,具有很好的应用效果。
钢管电火花刻槽机的设计 钢管电火花刻槽机的设计
格式:pdf
大小:511KB
页数:5P
4.5
为满足设备小型化、便于携带的要求,设计了钢管电火花刻槽机。该刻槽机采用单片机芯片控制脉冲电源,处理键盘输入和故障报警,并控制步进电动机实现自动进给和分离的可调流量的冲油装置。该设备适用于钢管的现场刻槽。
电火花测试报告精华文档
先进制造—微细电火花加工技术
格式:pdf
大小:131KB
页数:5P
4.5
微机械和微制造的基础——微细电火花加 工技术 摘要:作为一种实用的微细加工技术,微细电火花加工在加工微细轴、微 小孔等小尺度的零件时具有独特的优越性。本文简略地介绍了微细电火花加工技 术的原理,分析了微细电火花加工的特点和优点,研究了微细电火花加工的关键 技术,并详细介绍了一种微细电火花加工装置及其应用。 关键词:微细电火花加工原理特点关键技术装置应用 0.引言 微细加工技术是先进制造技术的重要组成部分,是实现微机械产品的最基本 技术,不仅直接影响着尖端技术和国防工业的发展,而且还影响到机械产品的加 工精度和加工表面质量,影响产品的国际竞争力。目前,世界各国都非常重视微 细加工技术,将其作为发展先进制造技术中的优先发展内容。作为微细加工技术 的一个重要分支,微细电火花加工技术因其具有设备简单、可控性好、无切削力、 适用性强等一系列优点,在微小尺度零件的加工
微细电火花加工技术
格式:pdf
大小:1.3MB
页数:8P
4.5
http://www.***.*** -1- 微细电火花加工技术 余祖元,郭东明,贾振元 大连理工大学机械工程学院,辽宁大连(116024) e-mail:zyu@dlut.edu.cn 摘要:微细电火花加工(microelectricaldischargemachining,microedm)作为微细加工 技术的一种,可以在任何导电材料上加工高精度、大深宽比微细三维型腔,以满足日益增长 的产品微小型化需求。针对微细电火花加工中的一些关键问题,如微细电极损耗与补偿、大 深径比微孔加工,本文着重介绍部分研究结果,以期在微细电火花加工技术的应用中,提供 解决对策。 关键词:微细电火花加工;工具损耗补;cad/cam;大深径比微孔;电极摇动 中图分类号:th16文献标识码:a 0.引言 产品的小型化和微型化已经成为发展
微细电火花加工技术的研究进展 (2)
格式:pdf
大小:2.0MB
页数:5P
4.3
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***

微细电火花加工技术的研究进展
格式:pdf
大小:2.0MB
页数:5P
4.3
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
电火花测试报告最新文档
补口补伤及电火花检测施工方案
格式:pdf
大小:665KB
页数:21P
4.8
玉溪市城北气站至九龙路次高压天燃气管道安装工程 补口补伤及电火花检测 施工方案 编制人: 审核人: 审批人: 云南省第二安装工程公司 二0一五年十一月 目录 一、编制依据..................................................................................................1 二、工程概况..................................................................................................1 三、施工总体组织布署..............................................................................
 钢管电火花刻槽机的设计
钢管电火花刻槽机的设计 钢管电火花刻槽机的设计
格式:pdf
大小:461KB
页数:4P
4.5
为满足设备小型化、便于携带的要求,设计了钢管电火花刻槽机。该刻槽机采用单片机芯片控制脉冲电源,处理键盘输入和故障报警,并实现步进电机的自动进给和冲油装置的流量调节控制。该设备适用于钢管的现场刻槽。
电火花加工淬火钢螺纹孔的实验探讨 电火花加工淬火钢螺纹孔的实验探讨
格式:pdf
大小:296KB
页数:3P
4.7
以电火花加工淬火钢螺纹孔为实例,探讨了电火花加工螺纹的原理和特点,并对工具电极的制作和装夹调校以及为确保加工质量所应采取的措施作了说明。
电平衡测试报告
格式:pdf
大小:954KB
页数:61P
4.4
-1- 第一部分 综合电能平衡技术报告 一、企业概况 大唐长春第三热电厂是中国大唐集团公司为支援吉林老工业基 地振兴全额投资兴建的城市基础设施项目。规划总容量为4×300mw 级供热机组。一期工程2×350mw供热机组是大唐集团公司在吉重点 工程,也是吉林省、长春市重点基础设施建设项目,计划投资302220 万元,年供热量为853.8万吉焦,供热面积约1123万平方米,是长 春市总体规划中的主力供热电厂。 2009年3月1、2号机组投入商业运营。在铁路工程尚未投运的 情况下,用汽运方式供应燃煤,以巨大的代价履行了央企责任,保 证了企业安全稳定生产。 大唐长春第三热电厂是一项兼具社会效益和经济效益的民生工 程,是改善城市空气质量,降低能源消耗,提供清洁热源的环保节 能项目,也是改善老工业基地硬件投资环境的配套项目。电厂整体 设计充分体现大唐企业绿色环保建设和可持续
深微孔电火花加工非电参数工艺规律研究 深微孔电火花加工非电参数工艺规律研究
格式:pdf
大小:530KB
页数:未知
4.6
在深微孔电火花加工中,工作液及电极材料等非电参数的选择对加工效率及加工质量有极大的影响,揭示这些非电参数的工艺规律对提高深微孔电火花加工性能有重要的研究意义。利用煤油和去离子水两种工作液,以加工效率为目标,在不同条件下开展工艺试验,得出最适宜的工作液在加工45钢和紫铜材料工件时为去离子水,加工铝合金材料工件时为煤油;利用黄铜丝、钨丝及钼丝3种电极材料,同样以加工效率为目标开展工艺试验,得出最佳电极材料在加工45钢工件时为钨,加工紫铜材料工件时为钨和钼,加工铝合金材料工件时为黄铜。上述研究在深微孔电火花加工中合理选择工作液及电极材料方面做出了有益的探索,其研究成果为深微孔电火花加工高效率、高质量的开展提供了重要的借鉴。
数控电火花成形机加工窄螺旋槽 数控电火花成形机加工窄螺旋槽
格式:pdf
大小:140KB
页数:未知
4.7
我单位在对外承接加工中遇到一个特殊工件。它要求在直径φ6mm长135mm的一根轴上,加工出右旋的、导程为47.5mm的螺旋槽,槽深1mm,宽2mm,端部要清根、材料为20cr。用传统的机械加工方法,加工这个工件比较困难。而综合灵活运用nc—edm的多
电火花疗法骨关节病的福星 电火花疗法骨关节病的福星
格式:pdf
大小:103KB
页数:未知
4.6
骨关节病是一种以局部关节软骨退变、骨质丢失、关节边缘骨刺形成及关节畸形和软骨下骨质致密为特征的慢性关节疾病,又称骨关节炎、退行性骨关节病、增生性关节炎、老年性关节炎.
三星—1号电火花加工油的开发 三星—1号电火花加工油的开发
格式:pdf
大小:135KB
页数:5P
4.4
电加工是一种新型机械加工工艺,长期以来一直用煤油作为工作液。煤油是一种专用燃料,用作火花加工极不合适,气味大,挥发性大,常规一换油期短不经济。
石膏板贴缝纸的电火花打孔 石膏板贴缝纸的电火花打孔
格式:pdf
大小:442KB
页数:未知
4.8
石膏板贴缝纸要求具有一定的透气性能,电火花打孔是达到这一目的地一个比较好的加工方法。进行电火花打孔后的石膏板贴缝纸,纸面上微孔用眼睛几乎看不见,外观保持原样,其强度也基本上不受影响,效果很好,比起其它机械打孔等方法优越得多。
电火花测试报告相关
文辑推荐
知识推荐
百科推荐


职位:水电安装工程师
擅长专业:土建 安装 装饰 市政 园林


