

小直径PCD麻花钻头电火花磨削加工系统的研制
格式:pdf
大小:255KB
页数:3P
人气 :90
 4.7
4.7
基于数控电火花磨削加工机床,研制了用于加工小直径PCD麻花钻头的数控螺旋伺服进给加工系统,介绍了系统的加工原理、机械系统和伺服控制系统的设计方法。



麻花钻头的种类及规格
麻花钻头的种类及规格 1.钻头是一种旋转而头端有切削能力的工具,一般以碳钢sk,或高速钢skh2, skh3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材 料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床,手电钻等工具机 上使用。 2.钻头种类 a.依构造分类 (1).整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成. (2).端焊式钻头,钻顶部位由碳化物焊接而成. b.依钻枘分类 (1).直柄钻头:钻头直径于ψ13.0mm以下,皆采用直柄. (2).锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度. c.依用途分类 (1).中心钻头:一般用于钻孔前打中心点用,前端锥面有60°,75°,90°等,车床 作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合. (2).麻花钻头:为工
编辑推荐下载
 小直径聚晶金刚石麻花钻头的放电加工工艺研究
小直径聚晶金刚石麻花钻头的放电加工工艺研究 小直径聚晶金刚石麻花钻头的放电加工工艺研究
格式:pdf
大小:85KB
页数:3P
4.7
本文介绍了近年来国际上人造聚晶金刚石麻花钻头工艺研究情况,着重介绍了作者在已完成的dk6825旋转式数控电加工机床上利用放电加工进行小直径(ф6以下)聚晶金刚石麻花钻头的工艺研究情况;介绍了放电加工时采用的设备,附件和主要工艺方法。

麻花钻头种类及格
格式:pdf
大小:784KB
页数:4P
4.4
麻花钻头种类及格 2 ————————————————————————————————作者: ————————————————————————————————日期: 3 麻花钻头的种类及规格 1.钻头是一种旋转而头端有切削能力的工具,一般以碳钢sk,或高速钢skh2, skh3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材 料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床,手电钻等工具机 上使用。 2.钻头种类 a.依构造分类 (1).整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成. (2).端焊式钻头,钻顶部位由碳化物焊接而成. b.依钻枘分类 (1).直柄钻头:钻头直径于ψ13.0mm以下,皆采用直柄. (2).锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度. c.依用途分类 (1).中心钻头:一般
小直径PCD麻花钻头电火花磨削加工系统的研制热门文档
天津研制出数控麻花钻头沟槽磨床 天津研制出数控麻花钻头沟槽磨床
格式:pdf
大小:287KB
页数:1P
4.4
天津市轮达技术开发公司研制出ld400cnc数控麻花钻头磨槽机。该机床采用强力磨削原理对直柄、锥柄麻花钻头沟槽磨削成形,具有自动分度、砂轮修整、砂轮补偿等功能,上下料采取手工方式。
基于参数化设计的麻花钻头及其仿真验证 基于参数化设计的麻花钻头及其仿真验证
格式:pdf
大小:250KB
页数:3P
4.6
分析了麻花钻头的加工过程,对钻头螺旋槽的成型过程中的主要参数进行了介绍。重点对钻头加工中的正问题进行研究,即对给定砂轮截面型线计算螺旋槽的端面型线,并建立了坐标系与刀片曲线的坐标方程,给出了曲线方程的详细求解过程。最后将本文的设计结果与商业软件模拟结果进行对比,结果表明在设计的线形上基本一致,细微的差别,主要是导向角不同而引起的。
加工42CrMo曲轴的整体合金麻花钻头的寿命提高 加工42CrMo曲轴的整体合金麻花钻头的寿命提高
格式:pdf
大小:232KB
页数:3P
4.7
针对实际生产中出现的刀具寿命低、加工区域温度过高以及加工表面质量不好等问题,结合深孔加工技术的技术特点对现场加工状况的分析,找出影响寿命的原因;通过改进刀具几何参数、加工参数以及刀具制造工艺解决了刀具寿命问题,使寿命从原来每支100件提高到150件,并提高了加工质量以及加工效率。
小直径PCD麻花钻头电火花磨削加工系统的研制精华文档
麻花钻头钻削H13模具钢细长小孔 麻花钻头钻削H13模具钢细长小孔
格式:pdf
大小:374KB
页数:3P
4.5
叙述了在生产实践中,如何采用麻花钻头在h13模具钢上加工出了细长孔的加工过程.详尽分析了钻头的工作状态,切削时的抗力分析,磨损折断时的几种形式及失效状态.钻削过程中,观察钻头钻削状况,手动进给感觉钻头轴向力度,添加极压乳化液降低磨损和不断退刀及用笔刷清屑,试磨削钻头135°顶角并努力在钻头横刃上磨出第二切削刃等,最终达到工序要求.
麻花钻螺旋槽磨削加工虚拟仿真 麻花钻螺旋槽磨削加工虚拟仿真
格式:pdf
大小:438KB
页数:4P
4.7
分析加工麻花钻时螺旋槽与砂轮的几何运动关系,运用微分几何和运动学原理建立螺旋槽和砂轮的数学模型。在此基础上,利用vb对autocad软件进行二次开发,建立了麻花钻螺旋槽三维磨削虚拟仿真加工模型,对给定参数的麻花钻进行了几何参数、刀具参数及机床运动参数的计算,并进行了虚拟仿真加工,验证了三维磨削虚拟仿真加工模型的正确性。
浅谈标准麻花钻头的钻削特点和耐用度及刃磨方法 浅谈标准麻花钻头的钻削特点和耐用度及刃磨方法
格式:pdf
大小:1.2MB
页数:6P
4.6
针对传统切削刀具——标准高速钢麻花钻头的切削特点及工件材料的性能特点,分析了如何采取正确合理的操作使用方法和采用合理的刃磨方法,来提高钻头的耐用度和使用寿命。

常用麻花钻头规格(20201016104249)
格式:pdf
大小:54KB
页数:1P
4.7
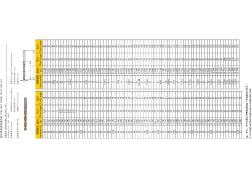
精心整理 来源网络,仅供个人学习参考 麻花钻头规格: φ1.0,φ1.5,φ2.0,φ2.5,φ3.0,φ3.2,φ3.3,φ3.5,φ3.8,φ4.0,φ4.2,φ4.5 ,φ4.8,φ5.0,φ5.2,φ5.5,φ5.8,φ6.0φ,6.2,φ6.5,φ6.8,φ7.0,φ7.2,φ7. 5,φ7.8,φ8.0,φ8.2,φ8.5,φ8.8,φ9.0,φ9.2,φ9.5,φ10.0,φ10.2,φ10.5 ,φ11.0,φ12.0,φ12.5,φ13.0,φ13.5,φ14
小直径PCD麻花钻头电火花磨削加工系统的研制最新文档
自攻自断相配套麻花钻头在窝洞制备中的应用 自攻自断相配套麻花钻头在窝洞制备中的应用
格式:pdf
大小:149KB
页数:2P
4.6
活髓磨牙、前切牙切角缺损、契状缺损、高度磨耗症的部位往往难以达到制洞要求,固位力和抗力条件差而修复失败,笔者在用自攻自断相配套麻花钻头一次性修复完成。10年来临床应用150例患者进行了随访,观察成功145例。该方法操作简便快捷,效果满意,不失为活髓磨牙龋齿、前切牙切角、契状缺损修复的一种良好术式。
 轻体压风麻花钻杆的研制与应用
轻体压风麻花钻杆的研制与应用 轻体压风麻花钻杆的研制与应用
格式:pdf
大小:141KB
页数:未知
4.5
排粉不畅易造成煤电钻无法在瓦斯富集区钻出足够深度的释放孔,对此,从改变排粉动力入手,研制出轻体压风麻花钻杆,详细介绍了钻杆的技术原理、结构及使用方法。应用结果表明,轻体压风麻花钻杆相对于普通麻花钻杆具有强度高、弹性好、不易弯曲、连接同心度好、运转平稳、钻孔深的优点,具有一定的推广价值。
麻花钻螺旋槽曲面加工刀触点的计算 麻花钻螺旋槽曲面加工刀触点的计算
格式:pdf
大小:318KB
页数:未知
4.5
在分析国家通用标准麻花钻加工参数基础上,建立麻花钻螺旋槽曲面的数学模型。分析了麻花钻螺旋槽曲面由加工方法引起的加工误差,在满足加工要求范围内选取较大的走刀步长和较大的走刀行距,计算出了麻花钻螺旋槽的数控加工刀触点,并通过matlab验证了其准确性。此种方法减少重复刀触点,提高了数控加工效率。
加工铁基高温合金的麻花钻 加工铁基高温合金的麻花钻
格式:pdf
大小:116KB
页数:未知
4.8
我厂在钻削gh302铁基高温合金、厚为6毫米、φ5.8通孔时,用普通钻头不易加工,经常烧坏钻头,为此,设计制造了如图所示钻头。经使用效果较好,大大提高了生产效率。加工高温合金要求钻
基于电火花线切割的麻花钻后刀面螺旋面法刃磨装置研究 基于电火花线切割的麻花钻后刀面螺旋面法刃磨装置研究
格式:pdf
大小:200KB
页数:未知
4.6
在分析麻花钻螺旋面刃磨方法以及麻花钻后刀面为直纹面的基础上,提出了以电火花线切割法来取代传统砂轮刃磨的新方法,并设计出刃磨装置。该装置结构简单,刃磨容易,与现有砂轮刃磨法相比,无磨削力,无磨削烧伤,能刃磨高硬度金属材料、更小尺寸规格的麻花钻。
小直径麻花钻螺旋沟槽铣磨装置 小直径麻花钻螺旋沟槽铣磨装置
格式:pdf
大小:123KB
页数:未知
4.8
目前国内中小规模的工具厂生产小直径(φ0.5~φ6)麻花钻,其螺旋沟槽的铣磨加工,一般在小型工具磨床上配置两种类型的铣磨装置:一种采用分度头带一组挂轮及减速传动装置实现麻花钻一边旋转、一边进给运动,来完成小直径麻花钻螺旋沟槽的加工;另一种采用螺旋运动,把麻花钻装夹在相应螺纹螺距的螺杆上,通过转动螺杆仿形实现对麻花钻螺旋沟槽的加工。对比以上两种方案:前者传动稳定、磨损小,但由于齿轮传动中侧隙的存在,其传动精度,特别是反向定位精度较低,且生产效率也很低,而后者的优点是效率较高,传动精度,特别是反身定位加工精度较高,但由于螺纹丝杠传动本身磨损,尤其在铣磨加工过程中金属粉尘进入装置传动部分,从而加速螺纹丝杠副表面的磨损,导致传动、定位加工精度下降,废品率增加。针对上述状况,我们根据南京刃具厂的要求,设计了能提高传动定位加工精度、抗磨损且效率高的小直径螺旋沟槽铣磨装置(见附图)。
混粉、常规电火花加工通用储液箱的研制 混粉、常规电火花加工通用储液箱的研制
格式:pdf
大小:477KB
页数:3P
4.7
利用水力旋流器对固体颗粒的分级、分离功能,设计了一种既能用于常规电火花加工又能用于混粉电火花镜面加工的通用型储液箱。
锥柄麻花钻的钻削操作与钻头安装
格式:pdf
大小:9KB
页数:1P
4.4
江苏百益工具有限公司锥柄麻花钻直柄麻花钻加长锥柄钻内冷钻 锥柄麻花钻的钻削操作与钻头安装 来源:江苏百益工具有限公司 锥柄麻花钻的钻削 a、确定进给速度:进给速度一般是凭经验,从数值上讲一般0.08-0.12mm/ 转,或者0.6-1.0mm/秒,进给速度是在钻孔时比较关键的要素,不同的进给量可 以形成不同的铁屑,不同的的铁屑会使排屑性能产生变化 b、定位:在需要钻孔的位置中心錾打一定位点或用合金针划上“十”字线, 以确保钻孔位置的精度。注意,用中心錾打定位点时,请确保中心錾垂直于加工 工件表面,以免影响切削料芯的顺利排出。 c、开始钻孔:请调好合适的转速,开机前请确保钻机磁座底部干净,先打 开磁座开关再打开电机开关,电机运转同时打开冷却液开关,当钻头接触钢板时, 先缓慢进给,钻入约1-2mm后,再用正常速度进给。 d、钻孔结束:关闭电机待主轴1、确定进给速度:进给
小直径PCD麻花钻头电火花磨削加工系统的研制相关
文辑推荐
知识推荐
百科推荐


职位:BIM销售
擅长专业:土建 安装 装饰 市政 园林


