

一体化教学实例——车削双线梯形螺纹丝杆
格式:pdf
大小:83KB
页数:1P
人气 :85
 4.5
4.5
本文以车削双线梯形螺纹丝杆为例,从学习目标、学习过程和学习评价三方面出发,并给出相应的操作步骤和设计目的,探讨如何实施适合实际教学需要的一体化教学,从而使学生拥有较高的综合素质,能够运用科学的方法解决真实的工作情境中出现的问题,使其具备从事一个(或若干相近)职业所必需的本领,实现了个人职业成长和个性发展,促进了个人的职业生涯发展。



浅谈梯形螺纹的车削
浅谈梯形螺纹的车削 【摘要】梯形螺纹是应用十分广泛的螺纹,有米制和英制两种。英制螺纹 在我国采用较少,我国主要采用米制梯形螺纹。本文就梯形螺纹车刀的选用、车 刀的安装、工件的安装、车床的调整、车削方法的选用及螺纹的检测加以阐述如 何又快又好的车削梯形螺纹。 【关键词】车削;梯形螺纹;方法 车床上长丝杠和中、小滑板的丝杠都是梯形螺纹,他们的工作长度较长,传 动中精度要求高,同时梯形螺纹牙型两侧面表面粗糙度值较小,致使梯形螺纹车 削时,难度较大。在车削中如果采用较大的吃刀深度,较快的走刀速度,在一定 程度上可以提高梯形螺纹的车削速度,但对于初学者较难掌握。在实际操作中容 易造成扎刀,甚至刀头折断,从而使得初学着产生畏惧心理,使得初学者再次车 削时不敢进刀,甚至不敢再次车削。针对上述情况,在长期的教学中通过不断的 教学实践,总结了一套切实有效的车削梯形螺纹的方法
编辑推荐下载
 低速分层法车削梯形螺纹
低速分层法车削梯形螺纹 低速分层法车削梯形螺纹
格式:pdf
大小:111KB
页数:未知
4.5
梯形螺纹的加工是学生实习中的一个难点课题,本文总结教学实践中的一点经验,结合教学实例,采用“分层法”合理递减切削深度加工梯形螺纹。
车削双线梯形螺纹丝杆热门文档
浅谈分层车削法车梯形螺纹的方法 浅谈分层车削法车梯形螺纹的方法
格式:pdf
大小:100KB
页数:未知
4.6
梯形螺纹的车削在生产实践中是非常重要的.本文就梯形螺纹车削过程中车刀的刃磨要求、工件的装夹以及车削时如何利用梯形螺纹的计算公式从数学方面来保证粗加工余量的快速去除和精加工余量的有效预留,从而达到高效、稳定地车削梯形螺纹.
运用宏程序车削梯形螺纹及非标准螺纹的方法 运用宏程序车削梯形螺纹及非标准螺纹的方法
格式:pdf
大小:91KB
页数:2P
4.6
着重介绍了如何运用宏程序、g32指令,通过左右借刀、分层切削的方法实现梯形螺纹及两类非标准螺纹的编程、加工、检测的方法。
奥氏体镍铬球铁梯形螺纹丝锥的设计 奥氏体镍铬球铁梯形螺纹丝锥的设计
格式:pdf
大小:114KB
页数:未知
4.7
奥氏体镍铬球铁梯形螺纹丝锥的设计上海阀门厂(201805)孙国策我厂按照美国api标准生产的铸钢问问上的主要零件问杆螺母的材料选用美国材料试验学会a—439—1977标准规定的d-2奥氏体镍铬合金球墨铸铁。该材料具有良好的耐热、耐腐蚀和耐磨特性,与国...
中职学校普通车工竞赛中的梯形螺纹车削加工指导 中职学校普通车工竞赛中的梯形螺纹车削加工指导
格式:pdf
大小:104KB
页数:1P
4.7
根据近几年来中职学校技能竞赛中普车加工项目的要求,结合多年来辅导竞赛的经验,分析了梯形螺纹车削加工的参数选择、刀具的刃磨、加工工艺等方面的注意要点。
FANUC系统数控车床梯形螺纹的车削方法 FANUC系统数控车床梯形螺纹的车削方法
格式:pdf
大小:84KB
页数:1P
4.4
梯形螺纹是一种常见的螺纹,普通车床加工梯形螺纹是最近本的技能之一,但是在数控车床上加工梯形螺纹常常受限于加工工艺,刀具等方面的原因很少进行加工。甚至有些加工者提出在数控车床上不能够加工合格的梯形螺纹,显然这种说法是不正确的。应用数控车床加工梯形螺纹方法多样,选择合理的加工工艺和参数,应用程序正确是完全可以加工出合格的梯形螺纹。
车削双线梯形螺纹丝杆精华文档
FANUC系统数控车床梯形螺纹的车削方法 FANUC系统数控车床梯形螺纹的车削方法
格式:pdf
大小:84KB
页数:1P
4.4
梯形螺纹是一种常见的螺纹,普通车床加工梯形螺纹是最近本的技能之一,但是在数控车床上加工梯形螺纹常常受限于加工工艺,刀具等方面的原因很少进行加工。甚至有些加工者提出在数控车床上不能够加工合格的梯形螺纹,显然这种说法是不正确的。应用数控车床加工梯形螺纹方法多样,选择合理的加工工艺和参数,应用程序正确是完全可以加工出合格的梯形螺纹。
梯形螺纹计算公式
格式:pdf
大小:856KB
页数:6P
4.7
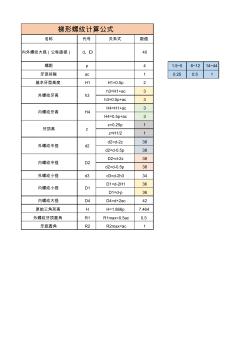
名称代号关系式数值 内外螺纹大径(公称直径)d、d40 螺距p41.5~56~1214~44 牙顶间隙ac10.250.51 基本牙型高度h1h1=0.5p2 h3=h1+ac3 h3=0.5p+ac3 h4=h1+ac3 h4=0.5p+ac3 z=0.25p1 z=h1/21 d2=d-2z38 d2=d-0.5p38 d2=d-2z38 d2=d-0.5p38 外螺纹小径d3d3=d-2h334 d1=d-2h136 d1=d-p36 内螺纹大径d4d4=d+2ac42 原始三角形高hh=1.866p7.464 外螺纹牙顶圆角r1r1max=0.5ac0.5 牙底圆角r2r2max=ac1 牙顶高z 梯形螺纹计算公式 h3外螺纹牙高 内螺纹牙高h4 外螺纹中径d2 内螺纹中径d2 内螺纹
阀杆梯形螺纹检测工具的探讨 阀杆梯形螺纹检测工具的探讨
格式:pdf
大小:135KB
页数:未知
4.7
介绍了梯形螺纹单项检测、综合检测和比较检测的测量方法。叙述了适用于阀杆梯形螺纹的比较检测法的2种检测工具的使用方法和工作原理。对阀杆梯形螺纹在制造和检测时其中径制造公差的计算及其测量基准误差的影响作了比较和分析。
多线内梯形螺纹的加工方法优化 多线内梯形螺纹的加工方法优化
格式:pdf
大小:192KB
页数:3P
4.7
研究了一种快速车削内梯形螺纹的方法,这种加工方法能克服内外螺纹车削中扎刀、崩刃以及分线精度不高等问题,在提高内梯形螺纹的加工精度基础上,保证加工质量并提高生产效率.
车削双线梯形螺纹丝杆最新文档
 复合梯形螺纹机用丝锥的设计
复合梯形螺纹机用丝锥的设计 复合梯形螺纹机用丝锥的设计
格式:pdf
大小:244KB
页数:3P
4.3
复合梯形螺纹机用丝锥与普通梯形螺纹机用丝锥不同,它替代了普通梯形螺纹机用丝锥i、ii锥的功效,可大大提高加工工件的效率,一次加工完成。
低温阀阀杆梯形螺纹公差的研究 低温阀阀杆梯形螺纹公差的研究
格式:pdf
大小:490KB
页数:3P
4.7
根据材料在低温时的线膨胀系数,从理论上对低温阀阀杆梯形螺纹精度等级进行了分析研究,确认常用材料的暗杆阀门梯形螺纹在-196℃的最低温度工况,采用9级精度等级是合理的,没有必要过分地加大梯形螺纹副间隙。
用35°外圆精车刀片加工梯形螺纹 用35°外圆精车刀片加工梯形螺纹
格式:pdf
大小:93KB
页数:1P
4.8
图1所示的35°硬质合金外圆精车刀片是一种常见车刀片,通常用在对工件外圆的精加工上。它还有没有别的用法?带着这个疑问,笔者曾在数控车床上尝试过用它来进行梯形螺纹的粗加工。
普通车床加工梯形螺纹方法改进 普通车床加工梯形螺纹方法改进
格式:pdf
大小:70KB
页数:2P
4.6
梯形螺纹在各种机床和机械设备中的应用十分广泛,梯形螺纹车削技术是车工必须掌握的重要技能之一。当前在普通车床上加工梯形螺纹的方法相对比较传统和落伍,这不仅影响着整体的加工质量和效率,也不利于培养社会需求的高质量人才。因此,探索在普通车床上加工梯形螺纹方法的改进方法具有非常重要的现实意义。
多线螺纹和多头蜗杆的车削及检测 多线螺纹和多头蜗杆的车削及检测
格式:pdf
大小:173KB
页数:未知
4.8
多线螺纹和多头蜗杆在车削加工中很难保证其精度,尤其在分线(头)精度上很难控制在公差范围内。本文从利用小滑板刻度分线(头)、百分表分线(头)、百分表和量块分线(头)这三个方面论述控制分线(头)精度的方法,并说明科学合理的车削工艺、注意事项和检测方法,使每一个步骤都控制在公差允许范围之内,保证多线螺纹和多头蜗杆在车削加工中精度更高。1前言沿两条或两条以上在轴向等距分布的螺旋线所形成的
钢拉杆三角形和梯形螺纹螺牙受力分析 钢拉杆三角形和梯形螺纹螺牙受力分析
格式:pdf
大小:180KB
页数:2P
4.4
分析了传统钢拉杆螺纹强度计算中存在的问题,以某钢拉杆梯形螺纹和三角形螺纹为例,建立了有限元模型,并对螺纹根部受力进行了研究,探讨了其失效机理,结果表明用ansys建立的螺纹牙模型变形较小,应力分析更加精确,符合实际受力情况。
圆球及梯形螺纹旋风切削加工工艺实践 圆球及梯形螺纹旋风切削加工工艺实践
格式:pdf
大小:167KB
页数:2P
4.5
不锈钢圆球(通孔)、梯形螺纹丝攻,存在难车削及生产效率低等生产难题。作者进行了工艺改革尝试,采用旋风切削加工,主要是在普通车床上安装专用旋风切削装置,分别针对加工件专用切削刀具的探究与实践,实现了批量的快速加工,从而明显提高了产品质量和加工效率,进而赢得了较好的加工效果和经济效益。
车削双线梯形螺纹丝杆相关
文辑推荐
知识推荐
百科推荐


职位:大数据售前工程师
擅长专业:土建 安装 装饰 市政 园林


