

2A12铝合金T4状态棒材硬度热处理工艺研究-副本
格式:pdf
大小:1.6MB
页数:6P
人气 :86
 4.7
4.7
2A12铝合金T4状态棒材硬度热处理工艺研究 作者: 魏长传, 章伟 作者单位: 中铝兰州铝业西北铝加工分公司,甘肃 陇西 748111 本文读者也读过(8条) 1. 于英录 .祁艳华 .刘翠波 提高2A12铝合金厚壁管力学性能的试验 [会议论文]-2006 2. 刘静安 航空用2A12铝合金大断面型材生产工艺研究 [会议论文]-2006 3. 刘春燕 .邱义伦 .王斌 . LIU Chun-yan . QIU Yi-lun . WANG Bin2A12铝合金热处理工艺研究 [期刊论文]- 热处理 2008,23(5) 4. 王涛 .王国军 .唐明君 2A12合金板材形变热处理研究 [会议论文]-2002 5. 杨志坤 .王邦龙 .刘恩锦 2A12铝合金薄板的等温淬火 [期刊论文]- 热加工工艺 2004(6) 6. 冯永平 2007铝合金高精度棒材生产工艺研究 [会议论文]-2




2A14铝合金挤压棒材的热处理工艺
第24卷第10期中国有色金属学报2014年10月 volume24number10thechinesejournalofnonferrousmetalsoctober2014 文章编号:1004-0609(2014)10-2452-08 2a14铝合金挤压棒材的热处理工艺 孙进宝,王旭东,王胜强,张显峰,陆政,冯朝辉 (中航工业集团公司北京航空材料研究院,北京100095) 摘要:采用显微硬度测试、电导率测试、拉伸力学性能测试以及透射电镜观察,研究时效温度和时效时间对2a14 大规格铝合金棒材力学性能和电导率的影响规律。结果表明:在相同的时效时间下,合金电导率随时效温度升高 而逐渐升高;在相同的时效温度下,合金电导率随时效时间的延长而逐渐升高。固溶态2a14合金中存在与al6mn 晶体结构相近的al12(mncu)
 4032铝合金棒材热处理工艺研究
4032铝合金棒材热处理工艺研究 4032铝合金棒材热处理工艺研究
用金相显微镜和万能材料试验机等技术研究了4032铝合金挤压棒材的热处理组织和力学性能。研究结果表明,对于4032铝合金挤压棒材,经固溶处理520±2℃×3h、自然时效3h、人工时效170±2℃×200min处理后,获得最佳的综合力学性能,其抗拉强度达378mpa,屈服强度达329mpa,断后伸长率达5.3%。
编辑推荐下载
低压铸造铝合金轮毂T4热处理工艺探索
格式:pdf
大小:454KB
页数:3P
4.6
通过对低压铸造铝合金轮毂进行固溶处理后分别进行人工时效、自然时效24h、自然时效48h后各部位进行力学性能检测,再分别对经过涂装后的成品进行力学性能检测和对比分析,探索低压铸造铝合金轮毂的t4热处理工艺。试验表明,t4(自然时效48h)热处理比t6热处理的屈服强度降低了20%~30%、抗拉强度降低了5%~10%、硬度降低了10%~20%,伸长率提高了70%~100%,但经过涂装烘箱烘烤后合金的抗拉强度、屈服强度、硬度均有所提高,伸长率有所下降。就满足客户的力学要求而言,t4(自然时效24h)热处理后比t6热处理更能满足客户的要求。
使用2A02合金冷拉棒材毛料的锻件热处理工艺研究 使用2A02合金冷拉棒材毛料的锻件热处理工艺研究
格式:pdf
大小:1016KB
页数:4P
4.5
使用2a02h112φ25mm影响,通过试验调整桨叶锻件热处理制度,使产品满足标准要求,应用于生产取得良好效果。:冷拉棒材做毛料的桨叶锻件的热处理工艺,首次提出了退火、冷拉操作对后续热处理工艺的
2A12铝合金T4状态棒材硬度热处理工艺热门文档
ZL101A铝合金热处理工艺研究 ZL101A铝合金热处理工艺研究
格式:pdf
大小:251KB
页数:3P
4.4
本文研究了铸造al-si合金的热处理工艺,特别是铸造zl101a铝合金轮毂的热处理工艺,它可以缩短热处理过程中的固溶、时效处理时间,从而提高铝合金轮毂的热处理生产效率,降低能耗。
挤压铸造2A50铝合金的热处理工艺 挤压铸造2A50铝合金的热处理工艺
格式:pdf
大小:1.9MB
页数:5P
4.4
采用挤压铸造工艺生产了2a50大型铝合金轮毂,借助金相组织分析、微观形貌观察和力学性能测试等手段,对2a50变形铝合金在挤压铸造状态下的热处理工艺进行了试验研究。结果表明,合金的过烧温度为530℃;经过505℃×8h+515℃×2h固溶处理和160℃×12h时效处理,合金力学性能σb≥400mpa、δ≥6.5%;合金组织致密,晶粒细化,无各向异性。

铝及铝合金热处理工艺
格式:pdf
大小:197KB
页数:10P
4.5
铝及铝合金热处理工艺 1.铝及铝合金热处理工艺 1.1铝及铝合金热处理的作用 将铝及铝合金材料加热到一定的温度并保温一定时间以获得预期的产品 组织和性能。 1.2铝及铝合金热处理的主要方法及其基本作用原理 1.2.1铝及铝合金热处理的分类(见图1) 图1铝及铝合金热处理分类 1.2.2铝及铝合金热处理基本作用原理 (1)退火:产品加热到一定温度并保温到一定时间后以一定的冷却速度冷却到室 温。通过原子扩散、迁移,使之组织更加均匀、稳定、,内应力消除,可大 大提高材料的塑性,但强度会降低。 ①铸锭均匀化退火:在高温下长期保温,然后以一定速度(高、中、低、慢) 冷却,使铸锭化学成分、组织与性能均匀化,可提高材料塑性20%左右,降 低挤压力20%左右,提高挤压速度15%左右,同时使材料表面处理质量提 高。 铝 及 铝 合 金 热 处 理 回归 均匀化退火 退火 成品退火

铝及铝合金热处理工艺
格式:pdf
大小:49KB
页数:8P
4.8
1.铝及铝合金热处理工艺 1.1铝及铝合金热处理的作用 将铝及铝合金材料加热到一定的温度并保温一定时间以获得预期的产品组织 和性能。 1.2铝及铝合金热处理的主要方法及其基本作用原理 1.2.1铝及铝合金热处理的分类(见图1) 图1铝及铝合金热处理分类 1.2.2铝及铝合金热处理基本作用原理 (1)退火:产品加热到一定温度并保温到一定时间后以一定的冷却速度冷却到室 温。通过原子扩散、迁移,使之组织更加均匀、稳定、,内应力消除,可大大提 高材料的塑性,但强度会降低。 ①铸锭均匀化退火:在高温下长期保温,然后以一定速度(高、中、低、慢)冷 却,使铸锭化学成分、组织与性能均匀化,可提高材料塑性20%左右,降低挤压 力20%左右,提高挤压速度15%左右,同时使材料表面处理质量提高。 ②中间退火:又称局部退火或工序间退火,是为了提高材料的塑性,消除材料内 铝 及 铝
2A14铝合金板材热处理工艺研究 2A14铝合金板材热处理工艺研究
格式:pdf
大小:113KB
页数:未知
4.8
2a14属al-cu-mg-si系铝合金,其强度高,锻造性、耐热性和可焊性良好,是航天航空工业、橡塑模具制造工业用重要材料.该合金板材经退火、淬火、时效等处理,可获得优良的综合性能.本试验结合工业化生产,研究了退火、淬火、时效等工艺参数对2a14铝合金板材件能和组织的影响,确定该合会板材合理热处理工艺制度,生产出的板材符合gb/t3880-1997标准中规定要求.
2A12铝合金T4状态棒材硬度热处理工艺精华文档
铝合金热处理工艺
格式:pdf
大小:43KB
页数:5P
4.6
铝合金热处理工艺 3.1铝合金热处理原理 铝合金铸件的热处理就是选用某一热处理规范,控制加热速度升到某一相应温 度下保温一定时间并以一定得速度冷却,改变其合金的组织,其主要目的是提高合 金的力学性能,增强耐腐蚀性能,改善加工型能,获得尺寸的稳定性。 3.1.1铝合金热处理特点 众所周知,对于含碳量较高的钢,经淬火后立即获得很高的硬度,而塑性则很 低。然而对铝合金并不然,铝合金刚淬火后,强度与硬度并不立即升高,至于塑性 非但没有下降,反而有所上升。但这种淬火后的合金,放置一段时间(如4,6昼夜 后),强度和硬度会显著提高,而塑性则明显降低。淬火后铝合金的强度、硬度随 时间增长而显著提高的现象,称为时效。时效可以在常温下发生,称自然时效,也 可以在高于室温的某一温度范围(如100,200?)内发生,称人工时效。 3.1.2铝合金时效强化原理 铝合金的时效硬化是一个相当复杂的

变形铝合金热处理工艺
格式:pdf
大小:44.3MB
页数:143P
4.7
2.뇤탎싁뫏뷰죈뒦샭풭샭3.쓏즽뚫몣닺튵풰뗤탍죈뒦샭짨놸4.뗤탍뫏뷰뗄죈뒦샭릤틕5.훆욷죈뒦샭좱쿝풭틲럖컶1.탲퇔6.죈뒦샭릤틕캴살퇐뺿벰랢햹쟷쫆 뗤탍뗄몽뿕몽쳬폃싁뫏뷰닺욷풤삭짬냥70502524쏉욤냥7085쒣뛍볾뛍볾ꆢ듳탍헻쳥뇚냥ꆢ듳솺탍닄뗈ꆣ량믺폃닄훐ꎬ싁닄폃솿햼60%틔짏 ꎨ1ꎩ뗚튻듺ꎭ쪱킧펲뮯룟뺲잿뛈ꎻ펦폃ꎺ퓋5ꆢ뫤5ꆭꆭꎨ2ꎩ뗚뛾듺ꎭ맽쪱킧죈뒦샭룟잿쓍쪴ꎻ펦폃ꎺ퓋6ꆢ뫤6ꆢ볟11ꆢ퓋8ꆭ¡ꎨ3ꎩ뗚죽듺ꎭ룟뒿캪믹뒡ꎬ룟잿룟죍쓍쪴ꎻ펦폃ꎺ볟10ꆢ쇺ꆢarj21ꆭ¡ꎨ4ꎩ뗚쯄듺ꎭ틔뺫좷뿘훆뛠돟뛈뗚뛾쿠
铝合金的热处理工艺
格式:pdf
大小:16KB
页数:7P
4.4
铝合金的热处理 铸造铝合金的金相组织比变形铝合金的金相组织粗大,因而在热处理时也有所不 同。前者保温时间长,一般都在2h以上,而后者保温时间短,只要几十分钟。 因为金属型铸件、低压铸造件 铸造铝合金的金相组织比变形铝合金的金相组织粗大,因而在热处理时也有 所不同。前者保温时间长,一般都在2h以上,而后者保温时间短,只要几十分 钟。因为金属型铸件、低压铸造件、差压铸造件是在比较大的冷却速度和压力下 结晶凝固的,其结晶组织比石膏型、砂型铸造的铸件细很多,故其在热处理时的 保温也短很多。铸造铝合金与变形铝合金的另一不同点是壁厚不均匀,有异形面 或内通道等复杂结构外形,为保证热处理时不变形或开裂,有时还要设计专用夹 具予以保护,并且淬火介质的温度也比变形铝合金高,故一般多采用人工时效来 缩短热处理周期和提高铸件的性能。 一、热处理的目的 铝合金铸件热处理的目的是提高力学性能
7AXX铝合金的热处理工艺 7AXX铝合金的热处理工艺
格式:pdf
大小:149KB
页数:5P
4.4
采用正交设计试验法研究了7axx铝合金热处理工艺,结果表明:固溶温度为470℃保温时间为1h时合金中的过剩相已得到充分溶解。双级时效中对于材料布氏硬度值的影响因子先后顺序应为:终时效温度、终时效时间、预时效时间、预时效温度。7axx铝合金双级时效的四因素中终时效温度是影响最终性能的主要因素,随着合金终时效温度的升高材料硬度降低。经470℃×1h固溶+110℃×4h+150℃×8h热处理后,合金抗拉强度为750.27mpa;屈服强度为562.57mpa;断后伸长率为26.43%。
7175铝合金大型锻件热处理工艺研究 7175铝合金大型锻件热处理工艺研究
格式:pdf
大小:1.7MB
页数:6P
4.7
通过对7175铝合金大型锻件均匀化、淬火、时效工艺的试验研究,阐述了7175铝合金大型锻件经过特殊的热处理工艺不仅能够得到高强度,而且具有良好的耐蚀性和断裂韧性。
2A12铝合金T4状态棒材硬度热处理工艺最新文档
Al-Cu-Mn系新型铝合金热处理工艺研究 Al-Cu-Mn系新型铝合金热处理工艺研究
格式:pdf
大小:176KB
页数:未知
4.7
采用l27(313)正交试验方法对一种新型al-cu-mn系新型铸造铝合金热处理工艺进行了研究。结果表明:该合金的最佳的热处理工艺为:550℃×10h固溶+170℃×5h时效。在此热处理制度下该铝合金具有较高的硬度125hbs。

汽车铝合金车轮的热处理工艺
格式:pdf
大小:201KB
页数:5P
4.5
精心整理 汽车铝合金车轮的热处理工艺 ?1.1?固溶处理 ?此阶段将车轮铸件升温到固溶线以上的单相区域,使溶质全部溶入 α基体中,而成为单一固溶相。但所选取的温度不得超过共晶溶解温 度,否则沿晶界将有溶解现象,在淬火后,会形成很脆的膜,会降低车轮的力学 性能。在固溶温度的上下限之内,温度取的越高,其原子扩散速度愈快, 溶质溶入α基地中愈完全,过饱和析出的量也就愈大,人工时效时, 析出硬化的效果也就愈好,反之则愈差。?而在决定固溶处理时间时, 则需要足以让溶质原子全部溶入α基体,因而有其最短时间性的限制, 时间如果太长则会造成晶粒过度成长并且浪费能源,故应选取一最合 理的时间,另外热处理物件的形状、厚度及加热介质的不同,会影响 加热速度率及均匀性,也都需列入考量之中。al-mg-si合金之t6处 理程序中的固溶处理,其主要目的是为了要溶解铸造时析出的粗大 mg2si、使铸件
铝合金半挂车大梁型材热处理工艺研究 铝合金半挂车大梁型材热处理工艺研究
格式:pdf
大小:178KB
页数:未知
4.7
对半挂车大梁用挤压型材在不同热处理制度下的力学性能进行检测,分析6082型材在不同热处理制度下的力学性能变化趋势,并进行对比,获得最佳热处理制度.
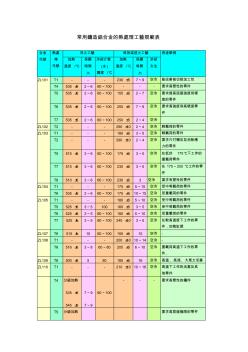
常用铸造铝合金的热处理工艺规范表
格式:pdf
大小:46KB
页数:2P
4.7
常用鑄造鋁合金的熱處理工藝規範表 合金 代號 熱處 理 代號 淬火工藝時效或退火工藝用途舉例 加熱 溫度/℃ 保顯 時間 /h 冷郤介質 (水) 顯度/℃ 加熱 溫度/℃ 保顯 時間 /h 冷郤 方法 zl101t1---230±57~9空冷能改善破切削加工性 t4535±52~660~100---要求高塑性的零件 t5535±52~660~100155±52~7空冷要求提高屈服強度和硬 度的零件 t6535±52~660~100255±57~9空冷要求高強度和高硬度零 件 t7535±52~660~100250±52~4空冷 zl102t2---290±102~4空冷輕載荷的零件 zl103t1-
C5M4铸铝合金T6热处理工艺 C5M4铸铝合金T6热处理工艺
格式:pdf
大小:479KB
页数:3P
4.4
c5m4是从日本引进的一种铝镁系铸造铝合金,主要化学成分如表1所示,t6热处理后力学性能指标如表2所示。由于目前国内对于c5m4t6处理的相关研究报道极少,故通过试验对其工艺参数进行探究,为今后c5m4性能研究和工艺改进提供依据。1.试验方法以相同冶炼炉号的标准铸造铝合金砂铸试棒作为试验对象。通过选择不同的t6处理工艺参数,检测试棒的力学性能,选择试验数据的平均值作为该次试验的数据结果。固溶处理在sx-5-12型小箱
7003-T6铝合金挤压型材在线热处理工艺研究 7003-T6铝合金挤压型材在线热处理工艺研究
格式:pdf
大小:134KB
页数:4P
4.5
对7003铝合金挤压型材样品在试验室进行了固溶热处理工艺试验研究,在淬火后经双级时效处理,其抗拉强度、屈服强度和伸长率分别可达405n/mm2、351n/mm2和13%。在此基础上,在挤压生产线上进一步试验,研究了型材在线淬火工艺、停放时间及时效热处理等工艺参数对其力学性能的影响。经在线淬火,停放15d及单、双级时效后,型材的抗拉强度、屈服强度和伸长率分别可达到407n/mm2、353n/mm2和15.5%及390n/mm2、353n/mm2和15.8%。
铝合金的热处理及硬度
格式:pdf
大小:87KB
页数:8P
4.7
铝合金的硬度 一、分类:展伸材料分非热处理合金及热处理合金 1.1非热处理合金:纯铝—1000系,铝锰系合金—3000系,铝矽系合金—4000系,铝镁 系合金—5000系。 1.2热处理合金:铝铜镁系合金—2000系,铝镁矽系合金—6000系,铝锌镁系合金—7000 系。 二、合金编号:我国目前通用的是美国铝业协会〈aluminiumassociation〉的编号。兹举 例说明如下:1070-h14(纯铝) 2017-t4(热处理合金) 3004-h32(非热处理合金) 2.1第一位数:表示主要添加合金元素。 1:纯铝 2:主要添加合金元素为铜 3:主要添加合金元素为锰或锰与镁 4:主要添加合金元素为矽 5:主要添加合金元素为镁 6:主要添加合金元素为矽与镁 7:主要添加合金元素为锌与镁 8:不属於上列合金系的新合金 2.2第
低合金耐磨钢热处理工艺探讨 低合金耐磨钢热处理工艺探讨
格式:pdf
大小:270KB
页数:4P
4.7
研究热处理工艺对轧机牌坊耐磨复合衬板工作层低合金耐磨钢力学性能的影响。原热处理工艺处理后工作层材料耐磨性不能满足使用要求,使用70天失效。研究结果发现淬火温度低于900℃时,低合金耐磨钢硬度随淬火温度升高而升高,淬火温度高于900℃时,硬度反而下降。淬火温度高于930℃时,冲击韧性有所下降。回火温度高于460℃时,硬度明显降低。随着回火温度升高,冲击韧性和断裂韧性提高。回火温度高于410℃时,延伸率和断面收缩率大幅度提高。350℃回火后耐磨性最佳。低合金耐磨钢采用以下热处理工艺最佳:900~920℃喷雾淬火后350~370℃回火。
2A12铝合金T4状态棒材硬度热处理工艺相关
文辑推荐
知识推荐
百科推荐


职位:给排水暖通空调设计师
擅长专业:土建 安装 装饰 市政 园林


