




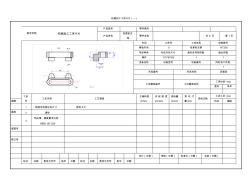
机械加工工序卡片(一) 新余学院 机械加工工序卡片 产品型号 零件图号 产品名称 张紧轮支 架 零件名称 共 6 页 第 1页 车间 工序号 工序名称 材料牌号 铸造车间 0 张紧轮支架 HT200 毛坯种类 毛坯外形尺寸 每毛坯可制件数 每台件数 铸件 175*90*65 1 1 设备名称 设备型号 设备编号 同时加工件数 1 夹具编号 夹具名称 切屑液 工位器具编号 工位器具名称 工序时间 /min 准终 单件 工步 号 工步内容 工艺装备 主轴转速 (r/min) 切 削 速 度 (m/min) 进给量 (mm/r) 背 吃 刀 量 /mm 进给次数 工步工时 /min 描图 机动 辅助 1 铸造毛坯保证各尺寸 游标卡尺 描校 2 清砂 3 热处理,硬度要求达到 HBS1187-220 底图号 装订号 设计(日期) 审核(日期) 标准化(日期) 会签(日期) 标
机械加工工序卡片(一) 新余学院 机械加工工序卡片 产品型号 零件图号 产品名称 张紧轮支 架 零件名称 共 6 页 第 1页 车间 工序号 工序名称 材料牌号 铸造车间 0 张紧轮支架 HT200 毛坯种类 毛坯外形尺寸 每毛坯可制件数 每台件数 铸件 175*90*65 1 1 设备名称 设备型号 设备编号 同时加工件数 1 夹具编号 夹具名称 切屑液 工位器具编号 工位器具名称 工序时间 /min 准终 单件 工步 号 工步内容 工艺装备 主轴转速 (r/min) 切 削 速 度 (m/min) 进给量 (mm/r) 背 吃 刀 量 /mm 进给次数 工步工时 /min 描图 机动 辅助 1 铸造毛坯保证各尺寸 游标卡尺 描校 2 清砂 3 热处理,硬度要求达到 HBS1187-220 底图号 装订号 设计(日期) 审核(日期) 标准化(日期) 会签(日期) 标
热门知识
张紧轮支架课程设计-
话题: 室内设计zdwyyy_0417
-
话题: 工程造价zangdianyu
-
话题: 路桥市政x258932605
精华知识
张紧轮支架课程设计最新知识
张紧轮支架课程设计-
话题: 建筑设计qihong1982
张紧轮支架课程设计相关专题
- 拉扯钢丝绳的步步紧
- 琉璃瓦多少钱1张
- 龙牌石膏板多少钱一张
- 纸张的克数与厚度换算公式
- 纸面石膏板一张多少平米
- 中空板多少钱一张
- 竹纤维板多少钱一张
- 桌球台要多少钱一张
- 锥形面怎么锁紧螺栓
- 阻燃板多少钱一张
- 以项目设计任务为驱动的房屋建筑学课程设计改革
- 整体式现浇钢筋混凝土单向板肋梁楼盖课程设计报告书
- 基于BIM技术房屋建筑学课程设计考核方式改革
- 机械设计基础课程设计一级圆柱齿轮减速器设计说明书
- 基于DSP指纹生物特征识别系统设计课程设计说明
- 哈工大机械设计课程设计蜗杆减速器设计说明书
- 模拟电子课程设计方案红外线控制自动水龙头设计方案
- 基础工程课程设计柱下钢筋混凝土桩基础设计教学提纲
- 某城市污水处理厂污水处理工艺设计计算书(课程设计)
- 旅馆建筑采光分析以建筑系学生课程设计方案为例
- 吉林建筑大学软件工程专业UML课程设计网上选课报告
- 基于敏捷教育理念土木工程施工课程设计教学改革
- 建设工程项目管理课程设计办公楼室内装饰装修工程设计
- 基于热释电红外线传感器自动报警器课程设计专业论文
- 昆明理工大学工程管理施工组织设计与进度控制课程设计
- 棉湖中学校园网方案设计与实现网络工程课程设计
- 建筑环境与设备工程专业课程设计教学模式改革与实践