




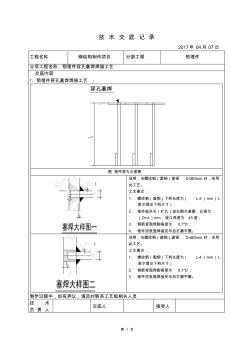
第 1 页 技 术 交 底 记 录 2017年 04月 07日 工程名称 钢结构制作项目 分部工程 预埋件 分项工程名称:预埋件穿孔塞焊焊接工艺 交底内容 1、预埋件穿孔塞焊焊接工艺 : 穿孔塞焊 图 埋件穿孔示意图 说明:当螺纹钢(圆钢)直径 D≥20mm 时,采用 此工艺。 工艺要点: 1. 螺纹钢(圆钢)下料长度为( L-2)mm( L 表示理论下料尺寸); 2. 埋件板开孔(扩孔)如左图示意图,孔径为 (D+4)mm,坡口角度为 45度; 3. 钢筋背面焊脚高度为 0.7*D; 4. 埋件顶表面焊接完毕后打磨平整。 说明:当螺纹钢(圆钢)直径 D≤20mm 时,采用 此工艺。 工艺要点: 1. 螺纹钢(圆钢)下料长度为( L-4)mm( L 表示理论下料尺寸); 2. 钢筋背面焊脚高度为 0.7*D; 3. 埋件顶表面焊接完毕后打磨平整。 制作过程中,如有异议,请及时联系工艺组相关

简要介绍了陶瓷压机主缸的结构和工作原理。从设计、材料、焊缝质量3个因素进行分析,运用光谱对原材料质量进行确认,使用无损检测方法对活塞杆对接焊缝进行检测,总结分析出对接焊缝断裂的原因,提出了解决问题的方法,并应用新焊接方法进行施焊,采用无损检测方法进行复查,证明了新焊接方法的合理性和正确性。
热门知识
塞焊缝-
话题: 工程造价zhisong04055
-
话题: 工程造价makaayfan31
精华知识
塞焊缝-
话题: 工程造价l20111027059
-
话题: 工程造价maojialdcr
-
话题: 工程造价nothingbutme
最新知识
塞焊缝-
话题: 工程造价feiscrolll
-
话题: 建筑施工yuhuashi1988
专题概述
塞焊缝知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关塞焊缝最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:塞焊缝
相关话题
资料下载
-
`
- 焊缝洗平机 `
- 埋地直焊缝卷制钢管焊缝位置的分布 `
- 焊缝缺陷图谱 `
- 离心泵不锈钢叶轮的氩弧塞焊 `
- 利用塞焊工艺清除磨煤机地脚螺栓断头 `
- 焊缝外观检验规范 `
- 焊缝检验规程 `
- 焊缝质量分级 `
- 美国钢结构焊接规范塞焊和槽焊技术要求解析 `
- 管道环焊缝采用铜衬垫根焊及焊缝渗铜研究
相关资讯
塞焊缝相关专题
- 卡箍的量是怎么算出来的
- 卡箍工程量问题
- 卡箍件的计算问题
- 卡箍如何计算
- 卡箍与法兰有何区别
- 卡簧尺寸怎么量
- 卡普隆雨棚做什么检验批
- 卡套接头的选用标准
- 卡箍连接管道
- 卡簧钳的型号是多少
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 中国电建设计施工的埃塞最大水电站两台机组并网发电
- 工艺参数对铝合金激光填丝搭接焊缝成形影响
- 关于发布行业产品标准活塞平衡式水泵控制阀公告
- 基于ANSYS液压压砖机活动横梁活塞结构参数
- 基于TRIZ理论解决短流程锌粉炉炉喉堵塞问题
- 基于LVDT测量原理活塞式压力计活塞位置指示装置
- 国内外钢结构设计规范关于角焊缝限值及计算方法比较
- 末级过热器U型管与不锈钢吊挂板连接角焊缝泄漏原因
- 民用建筑竖向管道预留洞口及后塞口封堵模具化施工工法
- 基于拉姆塞定价理论城市轨道交通多时段定价模型
- 中华人民共和国国家标准焊缝符号表示方法
- TK—961型转子活塞式混凝土湿喷机在隧洞施工中的应用
- Super-MIG复合技术在高强钢角焊缝焊接领域的应用
- ZPW-2000系列自动闭塞系统室外设备安装工艺
- 半封闭活塞式制冷压缩机低温工况应用R404A的实验研究
- TiC基硬质合金用于方钻杆旋塞阀球体和阀座的可行性研究