

振动器外壳铸造工艺改进及模具设计
格式:pdf
大小:437KB
页数:4P
人气 :91
 4.4
4.4
振动器外壳为壁厚跃变较大的复杂铸件,原采用砂型铸造工艺,铸件存在缩孔、缩松和浇不足等缺陷。针对上述问题进行工艺改进,设计并制造了挤压铸造成形模具,并用改制的挤压铸造设备进行工艺试验。结果表明,通过优化铸造工艺,可大大改善壁厚跃变较大的复杂铸件质量。




汽车壳体低压铸造工艺与模具设计
介绍了汽车壳体零件低压铸造工艺与模具设计。内容主要有低压铸造工艺参数的设计,包括升液压力与升液速度、充型压力和充型速度的计算、浇注温度的确定、结晶压力和保压时间的计算等;模具设计,包括模具结构与壁厚的确定、型腔尺寸的计算、型芯和抽芯的计算、模具的三维造型。
铝合金盖体挤压铸造工艺与模具设计
铝合金盖体挤铸成型后,铸件留在上模,而通用液压机无上顶件机构。给出了挤压铸铝合金盖体的工艺参数和带上顶件装置的实用模具结构。该模具在上模设一个用于顶件的小型活塞式副油缸,油缸活塞杆同上模的顶出机构相连。油缸的上、下油孔分别通过高压软管与液压机的常压管路和控制管路连通,从而组成一个完整的上顶出装置,解决了通用液压机上挤压铸造铝合金盖体的上顶料问题。
编辑推荐下载
汽车发动机缸体模具设计及低压铸造工艺研究
格式:pdf
大小:147KB
页数:2P
4.7
为了提高汽车发动机缸体模具的设计水平,以gm-l850为例,对缸体结构设计和成形工艺分析。研究了低压铸造工艺在汽车发动机缸体铸造中的应用过程,通过缸体模型合理的设计,调整与优化相关工艺参数,达到提高合格率的目的。
汽车发动机缸体模具设计及低压铸造工艺研究
格式:pdf
大小:789KB
页数:3P
4.6
基于ac4b铝合金下缸体的构造原理及其成形工艺方法,以gm-l850型号的发动机下缸体成形过程为例,通过低压铸造工艺成形方法,合理设计模具结构,准确调整工艺参数及其局部温度,以此对铸造成形工艺特点及模具设计进行较全面的分析研究。
振动器外壳铸造工艺改进及模具设计热门文档
汽车空调压缩机零件挤压铸造工艺及模具设计
格式:pdf
大小:91KB
页数:1P
4.6
通过对挤压铸造的直接挤压和间接挤压的工艺利弊分析,介绍排除直接挤压上平面铸件氮化夹渣的措施.解决间接挤压排气难的问题,提出中心浇道进料和料缸浇口杯设计思想.获得能热处理的挤压铸件,介绍一种挤压铸造中心浇口进料的3开模模具,及模具上的自动开模机构.

浅析棘轮本体金属模低压铸造工艺与模具设计
格式:pdf
大小:242KB
页数:3P
4.3
低压铸造是介于金属型铸造和压力铸造之间的一种铸造方法。其是在一定的压力作用下,将金属熔液注入铸型型腔,并在压力的作用下凝固以获得铸件的方法,本文主要是对棘轮本体金属模低压铸造工艺与模具设计进行探寻和改进,根据以往的各种铸造方法的优势和劣势不断总结经验,不断的探索挖掘,使模具设计及铸造工艺得到了更全面的改进。
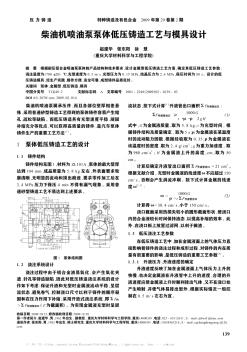
柴油机喷油泵泵体低压铸造工艺与模具设计
格式:pdf
大小:820KB
页数:4P
4.6
根据耐压铝合金喷油泵泵体的产品结构和技术要求,设计金属型低压铸造工艺方案,确定其低压铸造工艺参数:浇注温度为(700±20)℃,充型速度为0.5m/s,充型压力为0.15mpa,结晶压力为2.6mpa,保压时间为80s。设计的低压铸造模具,经生产实践,操作方便,安全可靠,成型铸件品质良好。
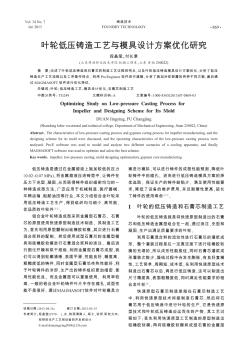
叶轮低压铸造工艺与模具设计方案优化研究
格式:pdf
大小:817KB
页数:3P
4.8
论述了叶轮低压铸造和石膏芯的制造工艺过程和特点,以及叶轮低压铸造模具设计方案优化,分析了低压铸造生产工艺流程以及工序操作特点。利用pro/engineer软件进行建模,分析了施加冷却装置的两种不同方案,最后通过magmasoft软件进行优化择优。
 发动机缸盖快速砂型铸造工艺与模具设计
发动机缸盖快速砂型铸造工艺与模具设计 发动机缸盖快速砂型铸造工艺与模具设计
格式:pdf
大小:1.9MB
页数:4P
4.6
介绍了某发动机缸盖快速砂型铸造工艺流程,完成了铸造工艺与模具设计,并利用procast软件对其铸造缺陷进行预测.实际生产证明了缸盖的铸造工艺与模具设计的合理性,铸件内部只存在均匀分散的缩孔、缩松,且孔隙度总体上<10%,铸件成型质量良好.快速砂型铸造具有生产周期短,铸件精度高等优点,适用于新产品的快速制造.
振动器外壳铸造工艺改进及模具设计精华文档
铝合金短车架挤压铸造工艺及模具的研究 铝合金短车架挤压铸造工艺及模具的研究
格式:pdf
大小:762KB
页数:3P
4.5
针对轮椅短车架零件的结构特点,结合生产实际,运用anycasting软件模拟了流道尺寸对缩孔、缩松的影响。结果表明,挤压铸造流道设计对铸件的补缩效果有重要影响,挤压铸造时合金液在补缩压力下流经浇道对铸件进行补缩,但对远离浇口的铸件厚大部位因压力传递的有效性受到限制。采用局部挤压或冷却水、激冷块等措施来调节厚大部位的凝固顺序,可以减少缩孔、缩松缺陷。
铸铁玻璃模具单箱无冒口铸造工艺研究 铸铁玻璃模具单箱无冒口铸造工艺研究
格式:pdf
大小:231KB
页数:3P
4.4
针对传统玻璃模具毛坯生产过程中采用的上下箱湿型砂铸造工艺方法存在的缺陷,提出单箱无冒口铸造新工艺,可有效地解决玻璃模具毛坯内腔与外圆间的偏芯以及缩孔缩松、跑火等现象,同时回炉料少,可明显提高铁液利用率。经企业生产实践证明,该工艺省工、省时、省料,取得了较好的经济效益。
 管道卡子铸造工艺设计及改进
管道卡子铸造工艺设计及改进 管道卡子铸造工艺设计及改进
格式:pdf
大小:328KB
页数:2P
4.7
我公司主要生产管道用接头及卡子。卡子以其独特的结构和使用性能而区别于其他铸件,其性能及质量要求更加严格。卡子材质要求为qt450-10,主要有3大系列6种型号,直径分别为76、102、127、152、203和254mm,最薄处r弧的厚度分别为2.0、
硅黄铜阀门外壳铸造工艺改进 硅黄铜阀门外壳铸造工艺改进
格式:pdf
大小:393KB
页数:3P
4.5
分析阀门外壳原铸造工艺产生缩孔、气孔、针孔和氧化夹渣等铸造缺陷的原因,针对这些缺陷,采取改变浇注位置、优化浇注系统,增加泡沫陶瓷过滤器、随形冷铁和随形冒口以及严格控制熔液质量等措施,基本上消除了铸造内部缺陷,铸件耐压测试合格率超过80%。
振动器外壳铸造工艺改进及模具设计最新文档
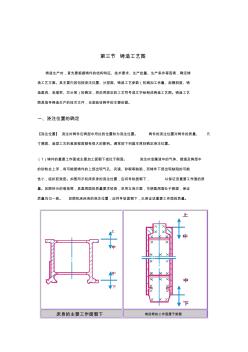
铸造工艺图解
格式:pdf
大小:1.1MB
页数:10P
4.7
第三节铸造工艺图 铸造生产时,首先要根据铸件的结构特征、技术要求、生产批量、生产条件等因素,确定铸 造工艺方案。其主要内容包括浇注位置、分型面、铸造工艺参数(机械加工余量、起模斜度、铸 造圆角、收缩率、芯头等)的确定,然后用规定的工艺符号或文字绘制成铸造工艺图。铸造工艺 图是指导铸造生产的技术文件,也是验收铸件的主要依据。 一、浇注位置的确定 【浇注位置】浇注时铸件在铸型中所处的位置称为浇注位置。铸件的浇注位置对铸件的质量、尺 寸精度、造型工艺的难易程度都有很大的影响。通常按下列基本原则确定浇注位置。 (1)铸件的重要工作面或主要加工面朝下或位于侧面。浇注时金属液中的气体、熔渣及铸型中 的砂粒会上浮,有可能使铸件的上部出现气孔、夹渣、砂眼等缺陷,而铸件下部出现缺陷的可能 性小,组织较致密。如图所示机床床身的浇注位置,应将导轨面朝下,以保证该重要工作面的质 量。如图所示的卷扬筒,
高铬铸铁旋风子外壳铸造工艺研究 高铬铸铁旋风子外壳铸造工艺研究
格式:pdf
大小:105KB
页数:3P
4.4
通过对高炉炼铁除尘器的旋风子外壳的工作条件和非标高铬白口抗磨铸铁的研究,掌握了该材质的性能特点,以及在试生产中取得铸造工艺参数和熔炼参数,应用该材质成功地生产了高炉炼铁除尘器的旋风子外壳。
套筒冷挤压工艺及模具设计 套筒冷挤压工艺及模具设计
格式:pdf
大小:3.5MB
页数:8P
4.4
一、前言套筒扳手是各种机械没备必不可少的维修装配工具,要求一定的机械强度、耐磨性、表面光滑、手感舒适。一般用45钢,表面硬度为rc30左右,由于需求量大,采用机械加工工艺生产是无法适应的,用电加工工艺生产效率低、成本高。国内外一般对小规格的套筒(1″以下)多采用冷挤压成形或热锻工艺生产,大规格(1″以上)绝大多数用热锻工艺,由于加热产生氧化皮,使锻件表面粗糙并影响电镀质量。近年来日本在手工具生产中采用了
气化模铸造工艺的评价 气化模铸造工艺的评价
格式:pdf
大小:374KB
页数:2P
4.6
到目前为止(1988年中期),估计全世界有100家铸工场生产与销售气化模工艺制成的铸件,另有100多家铸工场正在认真实验这项工艺。这些铸工场大约30~40%生产铝铸件,其余生产黑色铸件,产量估计为2000t铝铸件和4000t铁铸件。铝铸件用于汽车发动机的进汽总管、气缸头、热交换器等。铁铸件用于汽车发动机的排气总管、曲柄箱、阀门零件、管接头、白口铁耐磨铸件和电机外壳等。用量有限或尚处于发展阶段的铸件还有:灰铁气缸体、灰铁刹车盘、球铁刹车支架、小型可锻铸件、铝质水泵、铝发动机支架等。

毕业设计_储液器外壳塑料模具设计
格式:pdf
大小:1.2MB
页数:58P
4.7
c2.09 长江大学工程技术学院 毕业设计(论文) 题目名称储液器外壳塑料模具设计 题目类型毕业设计 系部机械系 专业班级材控60802班 学生姓名胡鹏 学号/序号20080420/09 指导教师耿家源/讲师 辅导教师耿家源/讲师 时间2011年11月至2012年6月 目录 毕业设计(论文)任务书.................................................................................................ⅰ 开题报告....................................................................................................
玻璃升降器外壳的模具设计 玻璃升降器外壳的模具设计
格式:pdf
大小:133KB
页数:1P
4.5
我本次设计的零件为带凸缘圆筒形件—玻璃升降器的外壳。外壳采用的材料08钢及1.5mm厚度保证了足够的强度和刚度,该零件外形简单对称,利于合理排样、减小废料,直线、曲线的连接处为圆角过渡。材料为一般用钢,采用冲压加工经济性良好。
橡胶减震器模具设计改进 橡胶减震器模具设计改进
格式:pdf
大小:1.4MB
页数:1P
4.4
通过对影响橡胶减震器产品质量的原因进行分析,发现加工橡胶减震器的模具是关键因素,因此对产品结构认真分析,重新设计制作新的模具,橡胶减震器的品质得到了明显提高。又对几种类似的产品按照这种结构,设计出了多腔模,也取得了非常满意的效果。
铜排加工工艺的改进和模具设计 铜排加工工艺的改进和模具设计
格式:pdf
大小:884KB
页数:4P
4.4
主要阐述了产品在批量生产中,或者在新产品开发过程中,对铜排加工工艺上的一些改进和模具结构设计的要点,并概括了冲孔模具、切角模具、"s"形平弯模具、立弯模具四个方面的内容。

外壳注塑模具设计毕业论文
格式:pdf
大小:658KB
页数:31P
4.7
外壳注塑模具设计 摘要 i 外壳注塑模具设计 专业:模具设计与制造学号: 姓名:指导老师: 摘要 本文主要介绍的是充电器外壳注塑模具的设计方法。首先分析了充电器外壳制件的工艺特点,包括材料性 能、成型特性与条件、结构工艺性等,并选择了成型设备。接着介绍了充电器外壳注塑模的分型面的选择、 型腔数目的确定及布置,重点介绍了浇注系统、成型零件、合模导向机构、脱模机构、定距分型机构以及 冷却系统的设计。然后选择标准模架和模具材料,并对注射机的工艺参数进行相关校核。最后对模具的工 作原理进行阐述,以及在安装调试过程中可能出现的问题进行总结、分析,并给出了相应的解决方法。 本文论述的充电器外壳注塑模具采用三板式结构,即浇注系统凝料和制件在不同的分型面脱出,采用 一模四腔的型腔布置,最后利用推板将制件推出。 关键词:充电器外壳;注塑模;三板模;浇注系统;脱模机构;定距分型机构 abstract
振动器外壳铸造工艺改进及模具设计相关
文辑推荐
知识推荐
百科推荐


职位:给排水专业监理工程师
擅长专业:土建 安装 装饰 市政 园林


