

应用西门子循环编制三头锥螺纹程序
格式:pdf
大小:227KB
页数:2P
人气 :72
 4.8
4.8
通过实例,调用西门子系统的毛坯切削循环(LCYC95)和螺纹切削循环(LCYC97),说明手工编制三头锥螺纹加工程序的简单方法。



锥螺纹连接
锥螺纹连接 锥螺纹钢筋接头是按设计及要求并大于等于原有钢筋规格来制锥螺纹,并能 承受轴向力和水平力及具有较好密封性能,靠机械力把钢筋连接在一起的。 本工艺标准适用于一、二级抗震设防一般工业与民用建(构)筑物的现浇钢筋混 凝土结构的基础、柱、梁、墙的钢筋连接施工,能在施工现场连接ⅱ~ⅲ级别的 φ16~40同径或异径的竖向和水平钢筋。 一、施工准备 材料 钢筋:钢筋材质应符合钢筋混凝土用钢筋gb1499-9标准。 锥螺纹连接套:材质为ⅱ级钢筋用30号~45号;ⅲ级钢筋用45号钢。 机具设备 钢筋锥螺纹套丝机:有sz-50a型,能套制φ16~50钢筋(ⅱ~ⅲ级)。 量规(牙形规、卡规、锥螺纹塞规)等。 力矩板手:有pw360(管钳型)力矩值为100~360nm。 辅助机具:有砂轮锯、角向磨光机、台式砂轮各一台。 作业条件 ⑴接头连接套规格必须与钢筋规格一致。 ⑵锥螺纹连接接头
编辑推荐下载
锥螺纹套筒
格式:pdf
大小:61KB
页数:17P
4.6
单店b16号住宅等15项设备(材料)采购 招标文件 设备(材料)名称:锥螺纹套筒 招标人:北京怀建集团辰辉建筑工程有限公司(盖章) 日期:2011年月日 目录 第一章投标须知 前附表 1.总则 1.1说明 1.2投标单位的资格和资质要求 1.3投标费用 2.招标文件 2.1招标文件的组成 2.2招标文件的解释 2.3招标文件的修改 3.投标文件的编制及递交 3.1投标报价说明 3.2投标文件的语言 3.3投标文件的组成 3.4投标有效期 3.5投标保证金 3.6招标答疑会 3.7投标文件的份数和签署 3.8投标文件的密封与标志 3.9投标截止期 3.10投标文件的修改与撤回 4.开标、评标、定标及授予合同 4.1开标 4.2评标内容的保密 4.3投标文件的澄清 4.4投标文件的符合性鉴定 4.5投标文件的评价和比较 4.6中标通知书 第二章投标文
锥螺纹连接
格式:pdf
大小:41KB
页数:3P
4.8
工程名称河北理工大学新校区交底部位c区钢筋锥螺纹连接 工程编号日期2007.3.4 本章节适用于工业与民用建筑混凝土结构中的钢筋,ф16~40mm的热轧ⅱ、ⅲ级同级钢筋的 同径或异径钢筋的连接,所连接钢筋直径之差不宜超过9mm。 一、施工准备 (一)作业条件 1、参与接头施工的操作工人、技术和质检人员均应参加技术规程培训,操作工 人应经考核合格后持证上岗。 2、工程开工前,应由该技术提供单位提交有效的型式检验报告。型式检验报告 必须包括连接套长度、外径、内径、锥度、扭紧力矩值、牙形角平分线垂直于锥面 等参数。 3、钢筋连接工程在正式施工前及施工过程中,应对每批进场钢筋进行工艺检 验。工艺检验合格后,方可在工程上进行钢筋锥螺纹连接操作。 4、熟悉图纸。 (二)材料要求 1、钢筋应符合现行国家标准及设计要求,应有产品合格证、出厂检测报告及进
应用西门子循环编制三头锥螺纹程序热门文档
锥螺纹-直螺纹
格式:pdf
大小:10KB
页数:1P
4.4
钢结构工程技术资料 —1— 钢筋机械连接:过钢筋与连接件的机械咬合作用或钢筋端面的承压作用,将一根钢筋中的力传递给另一 根钢筋的连接方法。套筒挤压连接接头: 通过挤压力使连接件钢套筒塑性变形与带肋钢筋紧密咬合形成的接头。有两种形式,径向挤压连接和轴向挤压连接。 由于轴向挤压连接现场施工不方便及接头质量不够稳定,没有得到推广;而径向挤压连接技术,连接接头得到了大面积 推广使用。现在工程中使用的套筒挤压连接接头,都是径向挤压连接。由于其优良的质量,套筒挤压连接接头在我国从 二十世纪90年代初至今被广泛应用于建筑工程中。 锥螺纹连接接头: 通过钢筋端头特制的锥形螺纹和连接件锥形螺纹咬合形成的接头。锥螺纹连接技术的诞生克服了套筒挤压连接技术 存在的不足。锥螺纹丝头完全是提前预制,现场连接占用工期短,现场只需用力矩扳手操作,不需搬动设备和拉扯电线, 深受各施工单位的好评。 但是锥螺纹连接接头
 基于西门子802D数控系统的螺纹磨床改造
基于西门子802D数控系统的螺纹磨床改造 基于西门子802D数控系统的螺纹磨床改造
格式:pdf
大小:368KB
页数:2P
4.7
介绍了某螺纹磨床数控改造的总体方案,对控制系统及附件改造进行了详细描述。经数控改造后的螺纹磨床,其传动链的误差可由控制系统自动补偿,并可对工件磨削过程中产生的热伸长实现分段补偿;磨削的滚珠丝杆达到p4级(gb/t17587-1998)精度标准要求,很好地满足了日常生产加工需要。
钢筋锥螺纹接头连接技术 钢筋锥螺纹接头连接技术
格式:pdf
大小:102KB
页数:2P
4.3
钢筋锥螺纹接头,是把钢筋的连接端加工成锥形螺纹(简称丝头),通过锥螺纹连接套把两根带丝头的钢筋,按规定的力矩值连接成一体的钢筋接头。锥螺纹接头能承受拉、压两种作用力,自锁及密封性能好,连接质量可靠,工艺简单、易于操作。锥螺纹连接套为专业厂定型产品,施工单位可预先订购;钢筋套丝在工地现场进行,操作技术简单,工人易于掌握。

锥螺纹连接接头简介
格式:pdf
大小:722KB
页数:2P
4.6
锥螺纹连接接头:通过精轧螺纹钢筋端头特制的锥形螺纹和连接件锥形螺纹咬合形成的 接头。锥螺纹连接技术的诞生克服了套筒挤压连接技术存在的不足。 锥螺纹丝头完全是提前预制,现场连接占用工期短,现场只需用力矩扳手操作,不需搬 动设备和拉扯电线,深受各施工单位的好评。但是锥螺纹连接器质量不够稳定。由于加 工螺纹的小径削弱了母材的横截面积,从而降低了接头强度,一般只能达到母材实际抗 拉强度的85~95%.我国的锥螺纹连接技术和国外相比还存在一定差距,最突出的一个 问题就是螺距单一,从直径16~40mm钢筋采用螺距都为2.5mm,而2.5mm螺距最适 合于直径22mm钢筋的连接,太粗或太细钢筋连接的强度都不理想,尤其是直径为 36mm,40mm钢筋的锥螺纹连接,很难达到母材实际抗拉强度的0.9倍。 许多生产单位自称达到钢筋母材标准强度,是利用了汇赢钢铁精轧螺纹钢筋母材超强的
螺杆泵锥螺纹实心驱动杆技术应用 螺杆泵锥螺纹实心驱动杆技术应用
格式:pdf
大小:48KB
页数:1P
4.5
在近几年螺杆泵推广应用过程中,螺杆泵工程技术人员不断研发出各种结构类型的专用驱动杆,以满足生产实践的需要。同时根据现场应用的实际,逐步改进提高,使螺杆泵专用驱动杆技术日趋成熟、完善。实心锥螺纹shy级工艺驱动杆经过多次改进提高后,各项技术指标都有了较大提高,已能够充分满足目前在用的各种型号螺杆泵生产实践的需要,见到较好的应用效果。
应用西门子循环编制三头锥螺纹程序精华文档
锥螺纹套筒连接
格式:pdf
大小:164KB
页数:6P
4.8
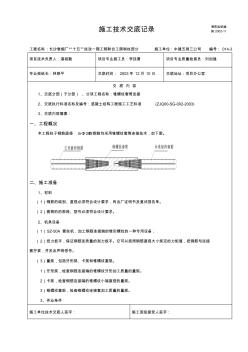
施工技术交底记录湘质监统编施2002-11 工程名称:长沙卷烟厂“十五”技改一期工程联合工房制丝部分施工单位:中建五局三公司编号:014-3 项目技术负责人:湛裕勤项目专业施工员:李廷勇项目专业质量检查员:刘加强 专业班组长:林慈平交底时间:2003年12月10日交底地址:项目办公室 交底内容 1、交底分部(子分部)、分项工程名称:锥螺纹套筒连接 2、交底执行标准名称及编号:混凝土结构工程施工工艺标准(zjq00-sg-002-2003) 3、交底内容摘要: 一、工程概况 本工程柱子钢筋直径≥φ28的钢筋均采用锥螺纹套筒连接技术,如下图。 二、施工准备 1、材料 (1)钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。 (2)套筒的的规格、型号必须符合设计要求。 2、机具设备 (1)sz-50a套丝机,加工钢筋连接端的锥形螺纹的一种专
锥螺纹连接作业指导书
格式:pdf
大小:18KB
页数:3P
4.4
锥螺纹连接作业指导书 锥螺纹钢筋接头是按设计及要求并大于等于原有钢筋规格来制 锥螺纹,并能承受轴向力和水平力及具有较好密封性能,靠机械力把 钢筋连接在一起的。 本工艺标准适用于一、二级抗震设防一般工业与民用建(构)筑物的 现浇钢筋混凝土结构的基础、柱、梁、墙的钢筋连接施工,能在施工 现场连接ⅱ~ⅲ级别的φ16~40同径或异径的竖向和水平钢筋。 一、施工准备 材料 钢筋:钢筋材质应符合钢筋混凝土用钢筋gb1499-9标准。 锥螺纹连接套:材质为ⅱ级钢筋用30号~45号;ⅲ级钢筋用45号 钢。 机具设备 钢筋锥螺纹套丝机:有sz-50a型,能套制φ16~50钢筋(ⅱ~ⅲ级)。 量规(牙形规、卡规、锥螺纹塞规)等。 力矩板手:有pw360(管钳型)力矩值为100~360nm。 辅助机具:有砂轮锯、角向磨光机、台式砂轮各一台。 作业条件 ⑴接头连接套规格必须与钢筋规格一致。
管锥螺纹修复理论研究 管锥螺纹修复理论研究
格式:pdf
大小:150KB
页数:2P
4.7
从管锥螺纹机械加工原理上分析了管锥螺纹修复加工的可行性,结合锥螺纹自身的特点以及螺纹加工轨迹的规律将管锥螺纹的修复理论公式化。从公式推演中进一步验证修复理论的可行性,为不同的管锥螺纹修复方法提供理论依据。
钢筋锥螺纹连接
格式:pdf
大小:22KB
页数:2P
4.7
工程名称交底日期 施工单位分项工程名称 交底提要 审核人×××交底人接受交底人 编号 技术交底记录 表c2-1 钢筋锥螺纹连接北京××建筑工程公司 ×年×月×日 交底内容: ××× 北京××工程 ××× 一、施工准备 (一)作业条件 1、凡参与接头施工的操作工人、技术、质检人员均应参加技术规程培训,操作工人应经考 核合格后持证上岗。 2、工程开工前,应由该技术提供单位提交有效的型式检验报告。型式检验报告必须包括连 接套长度、外经、内经、锥度、扭紧力矩值、牙形角平分线垂直于锥面等参数。 3、钢筋连接工程开始前及施工过程中,应对每批进场钢筋进行工艺检验。工艺检验合格 后,方可在工程上进行钢筋锥螺纹连接操作。 4、作好技术交底。 (二)材质要求 1、钢筋应符合现行国家标准及设计要求,应有出厂材质证明及复试报告。
锥螺纹连接技术
格式:pdf
大小:423KB
页数:6P
4.4
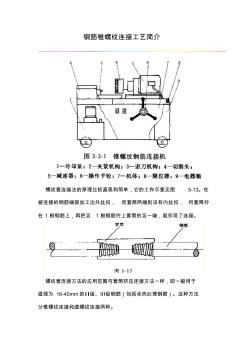
钢筋锥螺纹连接工艺简介 螺纹套连接法的原理比较直观和简单,它的工作示意见图5-13。在 被连接的钢筋端部加工出外丝扣,而套筒两端则设有内丝扣,将套筒拧 在1根钢筋上,再把另1根钢筋拧上套筒的另一端,就实现了连接。 螺纹套连接方法的应用范围与套筒挤压连接方法一样,即一般用于 直径为16-40mm的ⅱ级、ⅲ级钢筋(包括余热处理钢筋)。这种方法 分锥螺纹连接和直螺纹连接两种。 1.锥螺纹连接 钢筋锥螺纹连接所成的接头就是将钢筋需要连接的端部加工成锥形 螺纹(简称丝头),通过锥螺纹连接套把两根带丝头的钢筋按规定施加 力矩值,从而连接为一体的钢筋接头。 有关应用锥螺纹连接的方法应符合《钢筋锥螺纹接头技术规程》 (jgj109-96)的要求。 (1)一般情况 锥螺纹连接套的材料宜用45号优质碳素结构钢或其它试验确认符合 要求的钢材。 按《钢筋锥螺纹接头技术规程》规定:“锥螺纹连接套
应用西门子循环编制三头锥螺纹程序最新文档
西门子)
格式:pdf
大小:6KB
页数:2P
4.4
西门子: 1.中国业务涉及领域:信息通讯、自动化与控制、发电、交通、医疗、金融、照明、家 用电器 2.各业务领域在国内分公司等营销资源布局: 通信集团(com)(本部门大部分公司皆已经转移至诺基亚西门子通信) 西门子数字程控通信系统有限公司(sbcs)、西门子终端通讯设备(上海)有限公司 (shc) 自动化与驱动集团(a&d) 上海西门子线路保护系统有限公司(scps)、苏州西门子电器有限公司(seal) 西门子电气传动有限公司(sedl)、西门子工厂自动化工程有限公司(sfae)、上海西门子 工业自动化有限公司(sias)、西门子机械传动(天津)有限公司(smdt)、西门子数控(南 京)有限公司(snc)、镇江西门子母线有限公司(zsb、西门子(上海)电气传动设备有限 公司(seds)、西门子电子装配系统有限公司(seas) 工业系统及技
 锥螺纹套筒连接在施工中的应用
锥螺纹套筒连接在施工中的应用 锥螺纹套筒连接在施工中的应用
格式:pdf
大小:81KB
页数:2P
4.5
钢筋的连接工艺是钢筋砼结构施工中的重要环节。随着现代施工技术的不断发展,人们关注砼施工工艺的同时,亦不断改进钢筋的施工工艺。在大型结构工程中,大钢筋的连接尤为重要。所谓大钢筋,就是指直径超过18mm以上的钢筋,对于这类钢筋,近年来除了以前所用的电弧焊...
 西门子数控系统加工带螺纹零件试论
西门子数控系统加工带螺纹零件试论 西门子数控系统加工带螺纹零件试论
格式:pdf
大小:115KB
页数:1P
4.6
本文意在用西门子数控系统的编程方法,编制基本的带螺纹的轴类零件的数控加工程序。并用斯沃数控仿真软件进行仿真、调试、运行。最后用数控机床ck6136进行实际加工。
基于西门子801梯形螺纹的编程与加工 基于西门子801梯形螺纹的编程与加工
格式:pdf
大小:544KB
页数:4P
4.7
通过对梯形螺纹车削方法的对比,提出了适合于西门子801数控车床加工梯形螺纹的方法。采用西门子801螺纹加工基本指令g33,结合直进和左右车削法,利用宏程序的通用、灵活、高效进行加工,并结合笔者实际工作和教学经验进行总结和完善。
应用西门子循环编制三头锥螺纹程序相关
文辑推荐
知识推荐
百科推荐


职位:施工项目经理
擅长专业:土建 安装 装饰 市政 园林


