




 发动机缸体内螺纹滑牙修复新方法
发动机缸体内螺纹滑牙修复新方法 发动机缸体内螺纹滑牙修复新方法
发动机缸体结构复杂、成本较高,其上内螺纹损坏后,采用普通的方法不能满足修理的需要。本文介绍三种新的方法,分析其优缺点使用范围,以达到进一步研究和推广的目的。

编辑推荐下载
公制外螺纹粗牙
格式:pdf
大小:23KB
页数:1P
 4.3
4.3
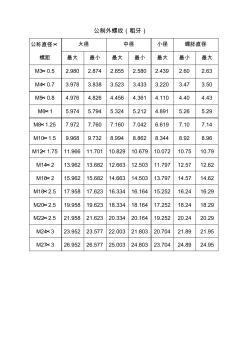
公制外螺纹(粗牙) 公称直径× 螺距 大径中径小径螺胚直径 最大最小最大最小最大最小最大 m3×0.52.9802.8742.6552.5802.4392.602.63 m4×0.73.9783.8383.5233.4333.2203.473.50 m5×0.84.9764.8264.4564.3614.1104.404.43 m6×15.9745.7945.3245.2124.8915.265.29 m8×1.257.9727.7607.1607.0426.6197.107.14 m10×1.59.9689.7328.9948.8628.3448.928.96 m12×1.7511.96611.70110.82910.67910.07210.7510.79 m
公制外螺纹表(粗牙)
格式:pdf
大小:11KB
页数:1P
4.7
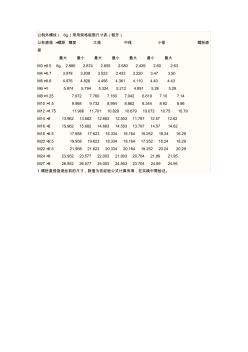
公制外螺纹(6g)常用规格极限尺寸表(粗牙) 公称直径×螺距精度大径中径小径螺胚直 径 最大最小最大最小最大最小最大 m3×0.56g2.9802.8742.6552.5802.4392.602.63 m4×0.73.9783.8383.5233.4333.2203.473.50 m5×0.84.9764.8264.4564.3614.1104.404.43 m6×15.9745.7945.3245.2124.8915.265.29 m8×1.257.9727.7607.1607.0426.6197.107.14 m10×1.59.9689.7328.9948.8628.3448.928.96 m12×1.7511.96611.70110.82910.679
用四方板牙修复螺纹热门文档
公制螺纹基本牙型和公式
格式:pdf
大小:239KB
页数:2P
4.4
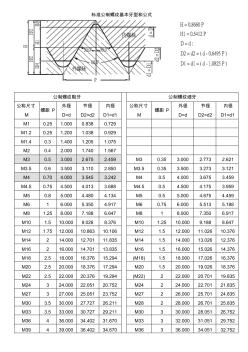
标准公制螺纹基本牙型和公式 公制螺纹粗牙公制螺纹细牙 公称尺寸 m 螺距p 外径 d=d 节径 d2=d2 内径 d1=d1 公称尺寸 m 螺距p 外径 d=d 节径 d2=d2 内径 d1=d1 m10.251.0000.8380.729 m1.20.251.2001.0380.929 m1.40.31.4001.2051.075 m20.42.0001.7401.567 m30.53.0002.6752.459m30.353.0002.7732.621 m3.50.63.5003.1102.850m3.50.353.5003.2733.121 m40.704.0003.5453.242m40.54.0003.6753.459 m4.50.754.5004.
 全牙形螺纹刀片加工预留电镀余量螺纹
全牙形螺纹刀片加工预留电镀余量螺纹 全牙形螺纹刀片加工预留电镀余量螺纹
格式:pdf
大小:141KB
页数:3P
4.7
普通标准螺纹在牙顶部和根部削平1/8p,牙形的顶部用外圆刀成形,牙形斜面处依靠普通的螺纹刀保证。全牙形螺纹的包括大中小径在内的全部牙形均依靠全牙形螺纹刀直接成形,仅在螺纹顶部两
 普通螺纹牙侧角误差对螺纹结合互换性的影响
普通螺纹牙侧角误差对螺纹结合互换性的影响 普通螺纹牙侧角误差对螺纹结合互换性的影响
格式:pdf
大小:393KB
页数:3P
4.5
介绍了与普通螺纹有关的基本术语,针对螺纹牙型半角误差常被作为衡量螺纹牙型角度误差对其互换性的影响参数的实际状况,提出牙侧角误差(非牙型半角误差)才是真正影响螺纹的作用中径从而影响螺纹结合互换性的参数,并从理论上进行了分析与推导
用四方板牙修复螺纹精华文档
英制螺纹、管牙螺纹规格、牙型对照表
格式:pdf
大小:111KB
页数:4P
4.8
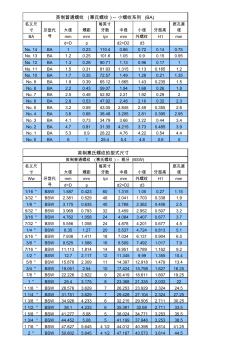
名义尺 寸大径螺距 每英寸 牙数中径小径牙型高 底孔直 径 bammmmtpimm外螺纹h1mm d=dpd2=d2d3 no.14ba10.23110.40.860.720.140.75 no.13ba1.20.25101.61.050.90.150.95 no.12ba1.30.2890.711.130.960.171 no.11ba1.50.3181.931.3151.130.1851.2 no.10ba1.70.3572.571.491.280.211.35 no.9ba1.90.3965.121.6651.430.2351.5 no.8ba2.20.4359.071.941.680.261.8 no.7ba2.50.4
自攻螺钉用螺纹牙型及圆滚模设计探讨 自攻螺钉用螺纹牙型及圆滚模设计探讨
格式:pdf
大小:499KB
页数:4P
4.6
本文针对自攻螺钉用螺纹无螺纹中径参数因而圆滚模较难设计的问题提出自攻螺钉用螺纹牙型及参数数值,并通过圆滚模设计实例介绍了运用牙型参数设计自攻螺钉圆滚模的计算方法。

公制粗牙螺纹的螺栓,螺母
格式:pdf
大小:242KB
页数:10P
4.3
公制粗牙螺纹的螺栓,螺母(mm) 公称直径螺距 外螺纹(粗)螺杆头螺母 内径小径cbhh1h2 m10.250.770.729 m1.20.250.97 m1.60.351.31.2211.3 m20.41.651.5671.61.2 m2.50.452.112.0132 m30.52.572.4596.45.522.41.8 m40.73.363.2428.172.83.22.4 m50.84.264.1349.283.54.73.2 m615.084.91711.51045.23.6 m81.256.856.64715135.56.85 m101.58.548.17619.617(16) 19(18) 78.46 m121.751
螺纹套修复核电设备螺纹孔的核安全审查要点 螺纹套修复核电设备螺纹孔的核安全审查要点
格式:pdf
大小:278KB
页数:4P
4.3
加装螺纹套是修复核电厂设备法兰螺纹孔损伤的一种常用手段,被损螺纹可得到快速有效地修复,且螺纹的承载能力和抗疲劳能力得到提高。在螺纹套修复不符合项的核安全审查过程中,应对标准符合性、螺纹套的材质、实施方案、服役分析、跟踪措施等方面进行全面审查,以保证修复的可靠性和质量。
用四方板牙修复螺纹最新文档
管锥螺纹修复理论研究 管锥螺纹修复理论研究
格式:pdf
大小:150KB
页数:2P
4.7
从管锥螺纹机械加工原理上分析了管锥螺纹修复加工的可行性,结合锥螺纹自身的特点以及螺纹加工轨迹的规律将管锥螺纹的修复理论公式化。从公式推演中进一步验证修复理论的可行性,为不同的管锥螺纹修复方法提供理论依据。
用调整螺纹加工起点的方法修调螺纹 用调整螺纹加工起点的方法修调螺纹
格式:pdf
大小:833KB
页数:1P
4.5
在很多情况下,螺纹因为种种原因需要修调。例如,加工螺纹的过程中,螺纹加工因刀尖崩裂、刀具切削性能下降等原因未完成加工。又如,螺纹使用过程中,螺纹表面生锈或者变形,如果拆开,再安装时就比较困难,需重新修调,再进行安装。另外,成批生产的
粗牙螺纹螺距简易记忆法 粗牙螺纹螺距简易记忆法
格式:pdf
大小:48KB
页数:1P
4.8
车削螺纹是机械加工中常见的情况。由于粗牙螺纹的螺距不需要在图样中标注,因而有的操作人员在车削粗牙螺纹时并不知道螺距是多少。为方便生产,我们总结出了粗牙螺纹螺距的简易记忆法。考虑到m5以下的螺纹通常采用丝锥或板牙切削而不采用车削的方式加工,因此本简易记忆法只考虑了
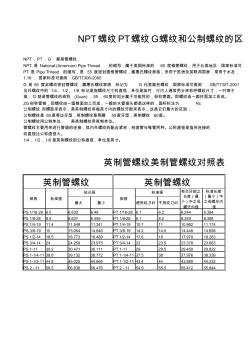
NPT螺纹PT螺纹G螺纹和公制螺纹的区别
格式:pdf
大小:26KB
页数:2P
4.4
ps1/16-286.56.6326.49pt1/16-286.16.26.2446.384 ps1/8-288.58.6378.495pt1/8-288.18.28.2498.388 ps1/4-1911.411.54911.341pt1/4-1910.71110.96211.174 ps3/8-191515.05414.846pt3/8-1914.214.514.44814.658 ps1/2-1418.518.77318.489pt1/2-1417.61817.97918.263 ps3/4-142424.25923.975pt3/4-142323.523.37823.663 ps1-1130.230.47130.111pt1-112929.529
自攻自断螺纹钉修复牙体严重缺损失败原因分析 自攻自断螺纹钉修复牙体严重缺损失败原因分析
格式:pdf
大小:196KB
页数:2P
4.7
目的:分析和总结自攻自断螺纹钉在大面积缺损牙修复中失败的原因。方法:临床随机抽取搜集有病例记载的应用自攻自断螺纹钉修复牙体缺损,因各种原因失败而来的患者180例。结果:在6个月、半年、1年内包括激发痛,自发痛,充填物折裂,部分脱落,全部脱落,尖周炎症状比例有一定规律。结论:选择好适应证,注意牙髓的反应。
用粗牙普通螺纹搓丝板加工细牙普通螺纹 用粗牙普通螺纹搓丝板加工细牙普通螺纹
格式:pdf
大小:169KB
页数:未知
4.6
某用户急需加工一种六角头螺栓,规格m10×1.25×43,数量3万件。外形已镦出,杆部外圆尺寸φ9.183,即搓丝中径d_2。联系过数家企业,不是无滚丝轮,就是无搓丝板,希望我厂帮助解决。我厂有标准的m8搓丝板和自动搓丝机,
大螺牙圆弧螺纹高效车削程序及方法 大螺牙圆弧螺纹高效车削程序及方法
格式:pdf
大小:106KB
页数:未知
4.4
加工钢绳卷筒一类的大螺牙圆弧螺纹时,为了减小切削阻力,采用小刀具切削逐刀积分的方法,让整个螺牙圆弧用若干个相切的小圆弧来连接形成,齿形误差可以远小于允许误差要求,但加工效率会提高十多倍。
用四方板牙修复螺纹相关
文辑推荐
知识推荐
百科推荐


职位:精装修施工员
擅长专业:土建 安装 装饰 市政 园林


