

旋转电弧水下药芯焊丝电弧焊的智能化焊接系统
格式:pdf
大小:1.2MB
页数:5P
人气 :78
 4.7
4.7
论述了基于旋转电弧传感的湿法水下电弧焊V形坡口焊缝跟踪技术。搭建了基于旋转电弧传感器的水下焊缝自动跟踪试验系统的硬件平台,确定了浅水水下湿法药芯焊丝焊接(FCAW))的工艺参数。利用焊接电流区间积分差值法进行焊枪水平偏差和竖直偏差的判别,通过数字信号处理来提高信号的稳定性、可靠性和一致性;通过理论和试验数据的分析,得到了水平和竖直方向的偏差判别方法;设计了模糊控制器和复合PID控制器,通过不同条件下的试验证明了以上工作的有效性。


编辑推荐下载


自保护药芯焊丝电弧焊在隔河岩水电站的应用
格式:pdf
大小:136KB
页数:4P
4.6
采用fcaw焊接方法和nr203自保护药芯焊丝,焊接强度为490mpa级低合金结构钢,具有良好的工艺性能和力学性能。fcw操作简便易于掌握,自保护性能好,电弧燃烧稳定,焊接质量好,生产效率高。在国家“八五”计划22项大型重点工程1200mw隔河岩水电站蜗壳和压力钢管焊接中,取得了良好的技术效果和经济效果。

二氧化碳气体保护焊和药芯焊丝电弧焊的安全操作技术
格式:pdf
大小:157KB
页数:3P
4.7
编号:sm-zd-44114 编制:____________________ 审核:____________________ 批准:____________________ 二氧化碳气体保护焊和药 芯焊丝电弧焊的安全操作 技术 throughtheprocessagreementtoachieveaunifiedactionpolicyfordifferentpeople,soasto coordinateaction,reduceblindness,andmaketheworkorderly. 本文档下载后可任意修改 fs精编解决方案|solutiontemplate 第2页/总3页 二氧化碳气体保护焊和药芯焊丝电 弧焊的安全操作技术 简介:该方案资料适用于公司或组织通过合理化地制定计划,达成上下级或不同的人员
旋转电弧水下药芯焊丝电弧焊智能化焊接系统热门文档
 药芯焊丝CO_2电弧焊对焊接设备有什么特殊要求
药芯焊丝CO_2电弧焊对焊接设备有什么特殊要求 药芯焊丝CO_2电弧焊对焊接设备有什么特殊要求
格式:pdf
大小:125KB
页数:1P
4.5
co2与实芯co2电弧焊相比,药芯焊丝co2焊对送丝机构提出了较高的要求。由于药芯焊丝是由薄钢皮卷成的,其刚性较差,焊丝体较软,因此,要求送丝滚轮的压力不能太大,否则会使得焊丝变形。为了增加送丝滚轮与焊丝的接触面以增加送进力,通常配备两
CO2保护电弧堆焊用药芯焊丝中合金元素的过渡系数 CO2保护电弧堆焊用药芯焊丝中合金元素的过渡系数
格式:pdf
大小:96KB
页数:3P
4.3
研究了药芯焊丝在co2保护电弧堆焊过程中合金元素的过渡系数。提出了药芯焊中合金元素总原始含量的计算公式。试验结果表明,fe-mn-cr-ni-c系药芯焊丝中合金元素的过渡系数分别为:mn82.6%,cr90.0%,ni98.8%,c77.7%。对合金元素的过渡过程进行了分析。
CO_2保护电弧堆焊用药芯焊丝中合金元素的过渡系数 CO_2保护电弧堆焊用药芯焊丝中合金元素的过渡系数
格式:pdf
大小:424KB
页数:未知
4.6
研究了药芯焊丝在co2保护电弧堆焊过程中合金元素的过渡系数。提出了药芯焊中合金元素总原始含量的计算公式。试验结果表明,fe-mn-cr-ni-c系药芯焊丝中合金元素的过渡系数分别为:mn82.6%,cr90.0%,ni98.8%,c77.7%。对合金元素的过渡过程进行了分析。
自保焊药芯焊丝焊接工艺 自保焊药芯焊丝焊接工艺
格式:pdf
大小:150KB
页数:未知
4.7
自保护焊药芯焊丝焊接技术,焊接工艺是为提高管线工程建设质量的一种焊接材料,它在管线建设中的应用将会越来广泛。通过在管线建设中采用自保焊药芯焊丝焊接工艺的应用,对提高焊接生产效率和焊接质量获得了较好效果

旋转电弧水下药芯焊丝电弧焊智能化焊接系统精华文档
高速电弧喷涂药芯焊丝涂层的组织与性能 高速电弧喷涂药芯焊丝涂层的组织与性能
格式:pdf
大小:496KB
页数:未知
4.7
探讨了高速电弧喷涂工艺对低碳马氏体型、高硬度耐磨型、7cr13型马氏体不锈钢三种药芯丝材涂层耐磨性、抗热震性及金相组织的影响.试验结果表明:涂层的组织与电流的关系是随着电流加大,涂层盘状搭接形态的流线状减弱,层与层之间发生粒子的相互重溶过程,粒子铺展性好,分布均匀,晶粒变得细小.因此,耐磨性及抗热震性随电弧电流的增加而增强
氩弧焊填充不锈钢药芯焊丝在管道焊接中的应用
格式:pdf
大小:121KB
页数:2P
3
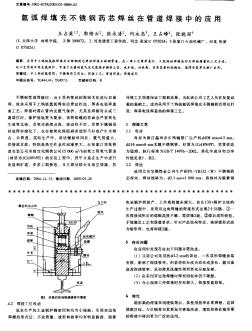
氩弧焊填充不锈钢药芯焊丝在管道焊接中的应用——采用手工钨极氩孤焊填充不镑钢药芯焊丝焊接不锈钢管道,是一项工艺简单易行,又能保证焊缝成形及焊接质量的工艺方法。此工艺背面不用充氩保护,节省了大量的氢气及充氩保护辅助工具,成本低,功效高,具有显著的...
氩弧焊填充不锈钢药芯焊丝在管道焊接中的应用 氩弧焊填充不锈钢药芯焊丝在管道焊接中的应用
格式:pdf
大小:81KB
页数:2P
4.7
采用手工钨极氩弧焊填充不锈钢药芯焊丝焊接不锈钢管道,是一项工艺简单易行,又能保证焊缝成形及焊接质量的工艺方法。此工艺背面不用充氩保护,节省了大量的氩气及充氩保护辅助工具,成本低,功效高,具有显著的优越性,值得安装单位推广应用。
旋转电弧水下药芯焊丝电弧焊智能化焊接系统最新文档
高铬铸铁耐磨堆焊埋弧药芯焊丝研究 高铬铸铁耐磨堆焊埋弧药芯焊丝研究
格式:pdf
大小:494KB
页数:5P
4.7
采用自动埋弧堆焊对高铬铸铁埋弧药芯焊丝堆焊合金的组织及耐磨性进行试验,研究cr/c对堆焊层的组织和耐磨性的影响。研究发现,cr/c增加,初生碳化物形状越来越规则,初生碳化物的杆状纤维增长,增加堆焊层的韧性。初生碳化物微区cr含量增加,增加初生碳化物显微硬度。cr/c与初生碳化物面积分数对耐磨性的影响比较明显,其中初生碳化物面积分数与耐磨性呈线性关系。高铬铸铁堆焊层的耐磨性受到基体组织影响较大,由奥氏体及其分解产物构成的混合基体的堆焊层耐磨性最大。文中所研究的41#、43#、45#焊丝其堆焊层的耐磨性非常好,相对q235钢的耐磨性分别为β41=27.1716、β43=18.6305和β45=19.7949。文中进一步探讨了耐磨堆焊层磨损过程中的孔洞效应及裂纹扩张效应。
氟化物钛药芯焊丝TIG焊接熔深研究 氟化物钛药芯焊丝TIG焊接熔深研究
格式:pdf
大小:196KB
页数:3P
4.5
研究了三组不同成分的药芯焊丝成分对tig焊接熔深的影响,测量并对比了焊接熔深,分析熔深的变化规律。试验结果表明,使用所设计的钛合金药芯焊丝进行tig焊时,焊缝的深度都有不同程度的增加;复合氟化物药芯焊丝的焊接熔深比baf2大,但焊接工艺性不佳;碱金属氟化物baf2焊缝成形美观,但熔深较小。通过分析对比得出,在含氟化物的钛合金药芯焊丝的tig焊接中,其焊接熔深受电弧收缩与表面张力的影响,其中电弧收缩是主要因素,表面张力的影响很小。

钢结构手工电弧焊焊接
格式:doc
大小:53KB
页数:4P
4.5
钢结构手工电弧焊焊接 1范围 本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧焊焊接工程。 2施工准备 2.1材料及主要机具: 2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。按要求施焊前经过烘焙。严禁使用药皮脱落、焊芯生锈的焊条。设计无规定时,焊接q235钢时宜选用e43系列碳钢结构焊条;焊接16mn钢时宜选用e50系列低合金结构钢焊条;焊接重要结构时宜采用低氢型焊条(碱性焊条)。按说明书的要求烘焙后,放入保温桶内,随用随取。酸性焊条与碱性焊条不准混杂使用。 2.1.2引弧板:用坡口连接时需用弧板,弧板材质和坡口型式应与焊件相同。 2.1.3主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、小锤、焊条烘箱、焊条保温桶、钢丝刷、石棉布、测温计等。 2.2作业条件
钢结构手工电弧焊焊接
格式:pdf
大小:10KB
页数:6P
4.5
钢结构手工电弧焊焊接 1.1本标准仅适用于本工程次钢构制作与安装手工电弧焊焊接。 2.1材料及主要机具: 2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。按 要求施焊前经过烘焙。严禁使用药皮脱落、焊芯生锈的焊条。设计无 规定时,焊接q235钢时宜选用e43系列碳钢结构焊条;按说明书的 要求烘焙后,放入保温桶内,随用随取。酸性焊条与碱性焊条不准混 杂使用。 2.1.2主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、 小锤、钢丝刷、等。 2.2作业条件 2.2.1熟悉图纸,做焊接工艺技术交底。 2.2.2施焊前应检查焊工合格证有效期限,应证明焊工所能承担 的焊接工作。 2.2.3现场供电应符合焊接用电要求。 2.2.4环境温度低于0℃,对预热,后热温度应根据工艺试验确 定。 3.1工艺流程 作业准备→电弧焊接(平焊、立焊、横焊、仰焊)

手工电弧焊焊接工艺资料
格式:pdf
大小:85KB
页数:10P
4.5
手工电弧焊焊接工艺 本工艺适用于低碳钢和低合金高强度各种大型钢结构 工程制造重要结构的焊接。 一、焊前准备 1.根据施焊结构钢材的强度等级,各种接头形式选择相等强 度等级牌号和合适焊条直径。 2.当施工环境温度低于0℃,或钢材的碳当量大于0.41%及 结构刚性过大,构件较厚时应采用焊前预热措施,预热温度 为80℃~100℃,预热范围为板厚的5倍,但不小于100mm。 3.工件厚度大于6mm对接焊时,为确保焊透强度,在板材 的对接边沿开切v形或x形坡口,坡口角度α为60°,钝边 p=0~1mm,装配间隙b=0~1mm,如图1。当板厚差≥4mm 时,应对较厚板材的对接边缘进行削斜处理,如图2。 4.焊条烘焙:酸性药皮类型焊条焊前烘焙150℃×2保温2 小时;碱性药皮类焊条焊前必须进行300~350℃×2烘焙, 并保温2小时才能使用

手工电弧焊焊接工艺规程
格式:pdf
大小:10KB
页数:5P
4.8
手工电弧焊焊接工艺规范 电弧焊,焊接工艺,手工,规范 手工电弧焊焊接工艺规范 1范围 本规范规定了船体手工电弧焊焊接前准备、人员、工艺要求和过程及检验。 本规范适用于采用低碳钢、低合金钢制造的船体构件的焊接。对特殊钢材,结构刚性较大 以及有特殊要求时,均应另行制定专门焊接工艺规程。 2规范性引用文件 g16-sws004焊接材料保管要求 q/sws42-010-2003焊缝返修通用工艺规范 3焊接前准备 3.1焊接材料选配原则 3.1.1选用的焊接材料应具有相应船检证书。 3.1.2焊接材料级别应与船体结构用钢材级别相匹配,见表1。 表1焊接材料与船体结构钢材级别的匹配 焊接材料级别船体结构钢材级别 1a 2abd 3abde 1ya32a3

手工电弧焊焊接工艺规范
格式:pdf
大小:100KB
页数:8P
4.5
sws 上海外高桥造船有限公司企业标准 q/sws42-022-2003 手工电弧焊焊接工艺规范 2003-04-25发布2003-05-10实施 上海外高桥造船有限公司发布 前言 本规范为公司新编制企业标准。是根据公司的生产实际经验并参照有关船厂企业标准编 制而成。 本规范代替g16-sws005《船体手工电弧焊通用工艺》。 本规范发布时,g16-sws005《船体手工电弧焊通用工艺》同时作废。 本规范由上海外高桥造船有限公司提出; 本规范由设计部归口。 本规范起草部门:设计部。 本规范主要起草(编制):陈国权 标检:徐玉珍 审核:孙嘉钧 本规范由总工程师南大庆批准。 手工电弧焊焊接工艺规范 1范围 本规范规定了船体手工电弧焊焊接前准备、人员、工艺要求和
焊接(手工电弧焊)技术交底
格式:pdf
大小:42KB
页数:3P
4.4
技术交底记录 编号:表12-1 工程名称30万吨/年芳烃抽提装置土建工程施工部位手工电弧焊 施工图号104-820a-062施工班组焊工班日期2005年4月2日 内容: 1本道工序的设计要求 本分项施工的部位为30万吨/年芳烃抽提装置有电弧焊的地方,为本交底适用于钢筋及埋件手工电弧焊。 2上道工序的验收标准: 2.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂合格证书及复检报告单。 2.2钢材:预埋件的钢材不得有裂缝、锈蚀、变形,其截面尺寸和机械性能应符合设计要求。 2.3焊条:焊条的牌号应符合设计规定。如无设计规定时,应符合以下要求: 2.3.1药皮应无裂缝、气孔、凹凸不平等缺陷,并不得有肉眼看得出的偏心度。 2.3.2焊接过程中,电弧应燃烧稳定,药皮熔化均匀,无成块脱落现象。 2.3.3焊条必须根据焊条说明书的要求烘干后才能使
钢筋手工电弧焊焊接
格式:pdf
大小:31KB
页数:5P
4.6
钢筋手工电弧焊 1范围 本工艺标准适用于工业与民用建筑的钢筋及埋件手工电弧焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口 钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。预埋件的锚爪应 用ⅰ、ⅱ级钢筋。钢筋应无老锈和油污。 2.1.2钢材:预埋件的钢材不得有裂缝、锈蚀、斑痕、变形,其断面尺寸和机械性能应 符合设计要求。 2.1.3焊条:焊条的牌号应符合设计规定。如设计无规定时,应符合表1的要求,焊条 质量应符合以下要求: 钢筋电弧焊使用的焊条牌号表1 项次钢筋级别搭接焊、帮条焊坡口焊 1ⅰ级e4303e4303e4303 2ⅱ级e4303e4303e5003 3ⅲ级e5003e5003e5503 4ⅰ、ⅱ级与钢板焊接e4303 注:不含
旋转电弧水下药芯焊丝电弧焊智能化焊接系统相关
文辑推荐
知识推荐
百科推荐

职位:岩土监测技术岗
擅长专业:土建 安装 装饰 市政 园林


