

图示焊接
格式:pdf
大小:924KB
页数:16P
人气 :94
 4.4
4.4
焊接位置图示 不锈钢焊接要点及注意事项 简介: 1、采用垂直外特性的电源,直流时采用正极性(焊丝接负极) 2、一般适合于 6mm 以下薄板的焊接,具有焊缝成型美观,焊接变形量小的特点 3、保护气体为氩气,纯度为 99.99% 。当焊接电流为 50~150A 时,氩气流量为 8~10L/min ,当电流为 150~250A 时,氩气流量为 12~15L/min 。 4、钨极从气体喷嘴突出的长度,以 4~5mm 为佳,,在角焊等遮蔽性差的地方是 2~3mm ,在开槽深的地 方是 5~6mm ,喷嘴至工作的距离一般不超过 15mm 。 5、为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。 6、焊接电弧长度,焊接普通钢时,以 2~4mm 为佳,而焊接不锈钢时,以 1~3mm 为佳,过长则保护效 果不好。 7、对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。 8、为使



焊接图示
精品 可编辑修改 第十二章化工设备图 第一节概述 在石油化工业的生产中,使用如容器,反应罐,热交换器及塔器等 各种设备,以进行如加热,冷却,吸收,蒸馏等各种化工单元操作,这 些设备通常称为化工设备. 化工设备的设计,制造以及安装,检修和使用,均需通过图样来进 行.因此,石化工业的技术人员必须具有绘制及阅读化工设备图样 的能力. 完整成套的化工设备施工图样,通常包括化工设备的装配图,部件 图,零件图等.本章所述的化工设备图是化工设备装配图的简称. 化工设备图用来表示一台设备的结构形状,技术特性,各零部件间 的装配联接关系,以及必要的尺寸等.与机械装配图一样有一组图 形,必要的尺寸,零部件序号,技术要求,明细表及标题栏等内容,另 外还有两项内容: (1)接管口序号和管口表.设备上所有的接管口均用英文字母顺序 编号,并

焊接缺陷图示(1)
1焊鳞 焊缝缺陷图示 2-气孔 修复方法:打磨去除该段焊缝,重新焊接。 3-弧坑针状气孔 打磨去除此部分 修复方法:打磨去除该段焊缝,重新焊接。 4-气孔(砂眼) 修复方法:打磨去除所有影响焊缝,重新焊接。 5-缩孔 打磨去除此部分 修复方法:打磨去除所有影响焊缝,重新焊接。 6-端部裂纹/焊缝裂纹 修复方法:打磨去除所有影响焊缝,重新焊接。 7-不良焊缝外观 修复方法:重新焊接。 8-焊瘤及飞边 重新焊接部分 修复方法:打磨,重新焊接。 9-咬边 修复方法:重新焊接。 10-咬边 修复方法:重新焊接。 11-焊缝不均匀 修复方法:重新焊接。 12‘-不良外观 修复方法:重新焊接。 13‘-不良外观 修复方法:重新焊接。 14‘-不良外观 焊鳞 去除焊鳞后焊缝表面
编辑推荐下载

焊接缺陷图示1
格式:pdf
大小:10.2MB
页数:31P
4.6
1焊鳞 焊缝缺陷图示 2-气孔 修复方法:打磨去除该段焊缝,重新焊接。 3-弧坑针状气孔 打磨去除此部分 修复方法:打磨去除该段焊缝,重新焊接。 4-气孔(砂眼) 修复方法:打磨去除所有影响焊缝,重新焊接。 5-缩孔 打磨去除此部分 修复方法:打磨去除所有影响焊缝,重新焊接。 6-端部裂纹/焊缝裂纹 修复方法:打磨去除所有影响焊缝,重新焊接。 7-不良焊缝外观 修复方法:重新焊接。 8-焊瘤及飞边 重新焊接部分 修复方法:打磨,重新焊接。 9-咬边 修复方法:重新焊接。 10-咬边 修复方法:重新焊接。 11-焊缝不均匀 修复方法:重新焊接。 12‘-不良外观 修复方法:重新焊接。 13‘-不良外观 修复方法:重新焊接。 14‘-不良外观 焊鳞 去除焊鳞后焊缝表面

焊接缺陷图示举例
格式:pdf
大小:10.2MB
页数:31P
4.3
1焊鳞 焊缝缺陷图示 2-气孔 修复方法:打磨去除该段焊缝,重新焊接。 3-弧坑针状气孔 打磨去除此部分 修复方法:打磨去除该段焊缝,重新焊接。 4-气孔(砂眼) 修复方法:打磨去除所有影响焊缝,重新焊接。 5-缩孔 打磨去除此部分 修复方法:打磨去除所有影响焊缝,重新焊接。 6-端部裂纹/焊缝裂纹 修复方法:打磨去除所有影响焊缝,重新焊接。 7-不良焊缝外观 修复方法:重新焊接。 8-焊瘤及飞边 重新焊接部分 修复方法:打磨,重新焊接。 9-咬边 修复方法:重新焊接。 10-咬边 修复方法:重新焊接。 11-焊缝不均匀 修复方法:重新焊接。 12‘-不良外观 修复方法:重新焊接。 13‘-不良外观 修复方法:重新焊接。 14‘-不良外观 焊鳞 去除焊鳞后焊缝表面
图示焊接热门文档

4焊接缺陷图示
格式:pdf
大小:10.2MB
页数:31P
4.5
1焊鳞 焊缝缺陷图示 2-气孔 修复方法:打磨去除该段焊缝,重新焊接。 3-弧坑针状气孔 打磨去除此部分 修复方法:打磨去除该段焊缝,重新焊接。 4-气孔(砂眼) 修复方法:打磨去除所有影响焊缝,重新焊接。 5-缩孔 打磨去除此部分 修复方法:打磨去除所有影响焊缝,重新焊接。 6-端部裂纹/焊缝裂纹 修复方法:打磨去除所有影响焊缝,重新焊接。 7-不良焊缝外观 修复方法:重新焊接。 8-焊瘤及飞边 重新焊接部分 修复方法:打磨,重新焊接。 9-咬边 修复方法:重新焊接。 10-咬边 修复方法:重新焊接。 11-焊缝不均匀 修复方法:重新焊接。 12‘-不良外观 修复方法:重新焊接。 13‘-不良外观 修复方法:重新焊接。 14‘-不良外观 焊鳞 去除焊鳞后焊缝表面

常见焊接缺陷及图示
格式:pdf
大小:4.4MB
页数:5P
4.7
. . 常见焊接缺陷及图示 常见的缺陷有:裂纹、焊瘤、烧穿、弧坑、气孔、夹渣、咬边、未熔合、未焊透等,以及焊缝尺寸不符合 要求、焊缝成形不良(如:长度不足,高度不足,未满焊)等。 1.气孔: 修复方法:打磨去除该段焊缝,重新焊接。 修复方法:打磨去除该段焊缝,重新焊接。 . . 2.砂眼(焊接时气体或杂质在焊接构件内部或表面形成的小孔) 修复方法:打磨去除所有影响焊缝,重新焊接。 3.缩孔(焊接后在冷凝过程中收缩而产生的孔洞,形状不规则,孔壁粗糙,一般位于铸件的热节处。) 修复方法:打磨去除所有影响焊缝,重新焊接。 . . 4.焊瘤(金属物在焊接过程中,通过电流造成金属焊点局部高温熔化,液体金属凝固时,在自重作用下金属 流淌形成的微小疙瘩) 修复方法:打磨去除该段重新焊接 5.咬边(烧筋) . . 修复方法:重新焊接 6.弧坑(在焊接收尾处形成低于焊缝
pe管材焊接机操作施工图示
格式:pdf
大小:4.0MB
页数:5P
4.4
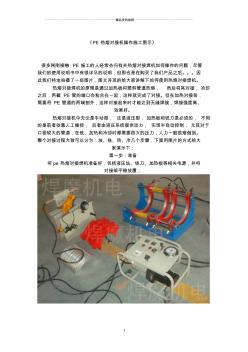
⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯精品资料推荐⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 1 《pe热熔对接机操作施工图示》 很多刚刚接触pe施工的人经常会问有关热熔对接焊机如何操作的问题,尽管 我们的使用说明书中有很详尽的说明,但那也是在购买了我们产品之后。。。因 此我们特地拍摄了一些图片,图文并茂的给大家讲解下如何使用热熔对接焊机。 热熔对接焊机的原理是通过加热板将塑料管道热熔,然后将其对接,冷却 之后,两截pe管的端口会粘合在一起,这样就完成了对接。但在加热对接前, 需要将pe管道的两端刨齐,这样对接起来时才能达到无缝焊接,焊接强度高、 效果好。 热熔对接机中无论是手动型,还是液压型,加热板和铣刀是必须的,不同 的是前者依靠人工操控,后者由液压系统提供动力,实现半自动控制,尤其对于 口径较大的管道,在铣、加热和冷却时都需要很大的压力,人力一般很难
图示焊接精华文档

焊接措施
格式:pdf
大小:356KB
页数:13P
4.7
百度文库-让每个人平等地提升自我 1 a 版次日期审核改版原因批准 青岛发电厂二期2×300mw热电联产工程 编号10xw017sepcocss 作业指导书 热控焊接施工 编写/日期: 山东电力建设第二工程公司电仪工程处 百度文库-让每个人平等地提升自我 2 一、工程概况: 青岛发电厂扩建2×300mw热电联产机组由华东电力设计院设计,其对大口径管道焊接有相应 的焊接设计要求,但对电仪专业的一般钢结构焊接、小口径取样焊接未作具体设计,但在 《火力发电厂焊接技术规程》dl/t869-2004及《火电施工质量检验及评定标 准》焊接篇96版规定中,对一般钢结构、小口径取样管道控制取源部件在内、外部质量及外 观工艺等方面均有严格的要求。因此为规范焊接管理、指导焊接施工
焊接论文
格式:pdf
大小:109KB
页数:12P
4.5
1 焊接论文 姓名:陈强学号:班级:模具111 论文摘要: 19世纪80年代,焊接只用于铁匠锻造上。工业化的发展和两次世界大战的 爆发对现代焊接的快速发展产生了影响。基本焊接方法—电阻焊、气焊和电弧焊 都是在一战前发明的。但20世纪早期,气体焊接切割在制造和修理工作中占主 导地位。随着经济的发展,尤其是改革开放之后的几年,在制造业中焊接成为重 要的加工工艺方法之一,广泛用于机械制造、航空航天、能源交通、石油化工、 建筑等行业。以后的焊接其核心说实现没有人直接参与的自动焊接过程。焊接自 动化主要包括两方面:一是焊接工序的自动化,二是焊接生产的自动化。 关键词: 铸焊、集成化、iqr系统、智能化、焊接自动化。 一、焊接发展历史 焊接技术是随着金属的应用而出现的,古代的焊接方法主要是铸焊、钎焊和 锻焊,中国商朝制造的铁刃铜钺,就是铁与铜的铸焊件,其表面铜


图示焊接最新文档
焊接 (2)
格式:pdf
大小:63KB
页数:8P
4.8
1.什么是焊接?焊接的实质是什么? 焊接是指通过加热或加压,或两者并用,并且用或不用填充材料,使焊件达到结合的一种方法。 焊接过程的本质就是通过适当的物理化学过程克服这两个困难,使两个分离焊件表面的原子接近 到晶格距离而形成结合力。 2.焊接方法与其他连接方法相比有什么优越性? (1)结构可靠,连接接头系数高(2)与铆接件和铸件相比,结构简化,同样的承载条件,焊接 结构更轻更薄,可节省大量的材料,模具等,工序简单;(3)密封性能好(4)连接厚度大(5) 可焊接不同的材料:焊接结构可按不同要求在不同部位采用不同的材料实现连接;(6)设计灵 活、简单:焊接结构可通过对接、角接、搭接等多种方法设计成任意结构,避免了铸、铆、锻工 艺对工件形状等的诸多要求限制,灵活方便,可实现性强;(7)制造工艺简便,生产周期短, 成本低,更易实现专业化批量生产,经济效益明显;(8)容易实现机械化

气保焊——焊接技师论文
格式:pdf
大小:1.0MB
页数:9P
4.6
1/9 co2气体保护焊在焊接起汽车重机构件工艺 的应用浅析及实战技巧 【摘要】 二氧化碳电弧焊(co2焊)的保护气体是二氧化碳,由于二氧化碳气体的 热物理性能的特殊影响,使用常规焊接电源时,焊丝端头熔化金属不可能形成平 衡的轴向自由过渡,通常需要采用短路过渡和熔滴缩颈爆断,因此,与mag焊自 由过渡相比飞溅较多。针对这个问题主要介绍了co2气体保护焊焊接技术及焊接 起重机结构件需要注意的一些问题,对co2气体保护焊接工艺设计及其应用具有 一定的指导作用。 【关键词】co2;气保焊;焊接工艺;起重机结构件; 通过对co2气保焊、富氩气气保焊及焊条电弧焊进行对比、工艺试验及评定, 决定除对个别有外观要求的焊缝采用富氩气气体保护焊外,其余均采用co2气保 焊。生产实践证明,co2气保焊相较于焊条电弧焊:焊接速度快、引弧性能好、 熔深大、熔敷效率高

氩弧焊焊接技巧
格式:pdf
大小:11KB
页数:2P
4.5
氩弧焊焊接技巧在哪里? 浏览:32次作者:企业库时间:2010-7-94:14:08 钨极氩弧焊就是把氩气做为保护气体的焊接。借助产生在钨电极与焊体之间的电弧,加热和熔化焊材 本身(在添加填充金属时也被熔化),而后形成焊缝金属。钨电极,熔池,电弧以及被电弧加热的连接缝 区域,受氩气流的保护而不被大气污染。 氩弧焊时,焊炬、填充金属及焊件的相对位置如下图: 弧长一般取1-1.5倍钨电极直径。 停止焊接时,首先从熔池中抽出填充金属(填充金属根据焊件厚薄添加),热端部仍需停留在氩气流的保 护下,以防止其氧化。 1.焊枪(焊炬) 钨极氩弧焊枪(也称焊炬)除了夹持钨电极,输送焊接电流外,还要喷射保护气体。大电流焊枪长时间焊 接还需使用水冷焊枪。因此,焊枪的正确使用及保护是相当重要的。 钨电极负载电流能力(a) 钨电极直径(mm)纯钨钍钨铈钨 φ1.020-601
焊接-------焊接技术人员培训手册
格式:pdf
大小:150KB
页数:46P
4.7
1 焊接技术人员培训手册 第一部分焊接工艺评定的使用管理&焊接工艺规程 的编制 一、焊接工艺评定的有关概念 二、焊接工艺评定及使用管理程序 三、焊接工艺评定变素及其评定规则 四、如何阅读焊接工艺评定报告 五、如何编制焊接工艺规程 一、焊接工艺评定的有关概念 1、焊接工艺评定的定义和目的 2、消除焊接工艺评定认识上误区: 3、“焊接性能”与“焊接性”4、“焊接性能试验”与“焊接工艺评定”5、“焊缝”与“焊接接头”6、“焊 接工艺评定”与“焊工技能考试”7、焊接工艺评定的基本条件 8、常用焊接工艺评定标准: jb4708-2000《钢制压力容器焊接工艺评定》 gb50236-98《现场设备、工业管道焊接工程施工及验收规范》第4章 劳部发1996[276]号《蒸汽锅炉安全监察规程》附录i jgj81-2000《建筑钢结构焊接技术规程》第5章 gb128-90
焊接工时定额标准(发布版-焊接)
格式:pdf
大小:49KB
页数:3P
4.7
精品文档 . 焊接工时定额标准(第2版) 前言:为了力求工时定额的公平、公正、合理、平衡,保证时间核定标准的统一性,同时 便于快速计算焊接时间,并增强焊接工时核算依据的透明度,工艺部根据国家相关工时定额标 准,结合楚天原有的工时定额标准和现行实际情况,特制订此方案与标准。 1、一般类零件的结构焊接时间 1.1一般类零件的结构定义 一般类结构零件:是指常规产品的(外表件有电器箱体、门、台板罩)(结构件有机架、板 类支撑架、方管类支撑架、圆柱体类、等结构件零件 1.2不锈钢材料焊接外表件(见表1) 表1不锈钢材料外表件焊接固定工时标准 序号结构类型计算焊缝l总长度范围mm工时材料厚度备注 1门四角点焊l≤804min/件 ̄ 2门四角满焊 80<l≤1608min/件 160<l≤18010min/件 t1.2~t3
焊接方法代号焊接的种类
格式:pdf
大小:340KB
页数:11P
4.6
一、焊条电弧焊 (一)、焊接电弧 电弧是两带电导体之间持久而强烈的气体放电现象。 1.电弧的形成 (1)焊条与工件接触短路 短路时,电流密集的个别接触点被电阻热q=i2rt所加热,极小的气隙的电场强度很高。 结果:①少量电子逸出。②个别接触点被加热、熔化,甚至蒸发、汽化。③出现很多 低电离电位的金属蒸汽。 (2)提起焊条保持恰当距离 在热激发和强电场作用下,负极发射电子并作高速定向运动,撞击中性分子和原子使 之激发或电离。 结果:气隙间的气体迅速电离,在撞击、激发和正负带电粒子复合中,其能量转换, 发出光和热。 2.电弧的构造与温度分布 电弧由三部分构成,即阴极区(一般为焊条端面的白亮斑点)、阳极区(工件上对应焊 条端部的溶池中的薄亮区)和弧柱区(为两电极间空气隙)。 3、电弧稳定燃烧的条件 (1)应有符合焊接电弧电特性要求的电源 a)当电流过小时,气隙间气体电离不充分,电弧电阻大
焊接结构件的焊接等级
格式:pdf
大小:7.9MB
页数:11P
4.8
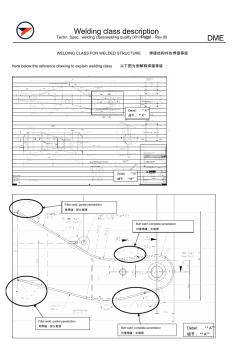
weldingclassdescription techn.spec.:weldingclass/weldingquality001/page1of11-rev.00dme weldingclassforweldedstructure焊接结构件的焊接等级 herebelowthereferencedrawingtoexplainweldingclass以下图为例解释焊接等级: detail:“a” 细节:“a” 细节:“b” detail:“b” detail:“a” 细节:“a”对接焊缝:全熔透 buttweld:completepenetration 角焊缝:部分熔透 filletweld:partialpenetration 对接焊缝:全熔透 buttweld:completepene
焊接缺陷和焊接检验
格式:pdf
大小:53KB
页数:4P
4.5
焊接缺陷和焊接检验第1页共4页 1:常见的焊接缺陷 焊接缺陷可分为表面缺陷和内部缺陷。 a:常见的表面缺陷有咬边、错边、棱角度、内凹、焊瘤以及焊缝尺寸不符合要求; b:常见的内部缺陷为气孔、夹渣、未熔合、未焊透、裂纹等。 2:常见缺陷产生的原因及防止措施 2-1气孔气孔产生的原理是焊接时熔池中的气泡在凝固时未能逸出而残留在焊缝金属中形成 空穴,即气孔。气孔可在焊缝表面或内部,有分散、密集或条虫等形态的。其形成气 体有氢、一氧化碳或氮气。 2-1-1:其形因主要有a:焊接坡口及两侧母材上的油、锈、污物清理不彻底。 b:焊接材料含水量较高,焊丝表面有油污或氧化物,低氢焊材烘烤不够或烘干后又吸湿。 c:焊接工艺参数不当,例如电流太小,熔池冷却太快,气体来不及浮出;电流过大,焊条 药皮发红且提前脱落,起不到保护熔池的作用;电弧电压太高或施焊环境风力大造成空气入侵。 2-1-2:
图示焊接相关
文辑推荐
知识推荐
百科推荐


职位:木门结构工程师
擅长专业:土建 安装 装饰 市政 园林


