

双面双弧工艺在不锈钢压力水柜中的应用
格式:pdf
大小:95KB
页数:2P
人气 :87
 4.5
4.5
不锈钢压力水柜焊缝的焊接质量直接影响压力容器的使用安全。焊接方法很多,氩弧焊是比较理想的焊接方法之一,但直径大于800mm,容积比较大时,内部充氩保护带来一定难度,加大了生产成本,本文详细介绍了不锈钢压力水柜双面双弧氩弧焊工艺,主要用于容器环缝和纵缝的焊接,显著提高了焊接质量和焊接效率,降低了生产成本。




不锈钢压力罐
不锈钢压力罐 不锈钢压力罐工作原理: 意大利阿库斯坦不锈钢压力罐用于系统中时,由于系统压力比预 充气体的压力要大,所以会有一部分工作介质进入气囊内(对隔膜式 来讲是进入罐体内),直到达到新的平衡,当系统压力再度升高,系 统压力再次大于预充气体的压力,又会有一部分介质进入囊内,压缩 囊和罐体间的气体,气体被压缩压力升高,当升高到跟系统压力一致 时,介质停止进入,反之,当系统压力下降,系统内介质压力低于囊 和罐体间的气体压力,气囊内的水会被气体挤出补充到系统内,使系 统压力升高,直到系统工作介质压力跟囊和罐体间的气体压力相等, 囊内的水不再外系统补给,维持动态的平衡。 不锈钢压力罐的作用: 不锈钢压力罐被广泛应用于中央空调、锅炉、热水器、变频、恒 压供水设备中,其缓冲系统压力波动,消除水锤起到稳压卸荷的作用, 在系统内水压轻微变化时,不锈钢压力罐气囊的自动膨胀收缩会对水
编辑推荐下载
 不锈钢在核电中的应用
不锈钢在核电中的应用 不锈钢在核电中的应用
格式:pdf
大小:497KB
页数:2P
4.7
核电站涉及的材料领域非常广泛,其中不锈钢主要作为反应堆结构材料得到广泛应用。由于钢和镍基合金生产技术成熟、来源较广、价格相对较低而成为核电站结构材料的首选目标。
不锈钢储罐双把氩弧焊技术 不锈钢储罐双把氩弧焊技术
格式:pdf
大小:1.2MB
页数:2P
4.6
双把氩弧焊技术是一种新兴的焊接技术,其应用在不锈钢储罐的焊接上,焊缝成型美观,焊接质量好,射线检测合格率达98%以上,应用此技术节约成本,提高工效。
双面双弧工艺在不锈钢压力水柜中的应用热门文档
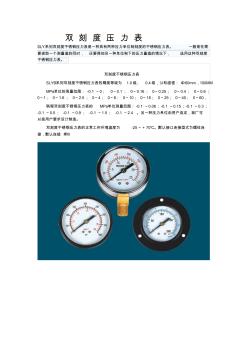
双刻度压力表,双刻度不锈钢压力表
格式:pdf
大小:297KB
页数:1P
4.6
双刻度压力表 sly系列双刻度不锈钢压力表是一种具有两种压力单位制刻度的不锈钢压力表。一般是在需 要读取一个测量值的同时,还要得知另一种单位制下的压力量值的情况下,选用这种双刻度 不锈钢压力表。 双刻度不锈钢压力表 slyb系列双刻度不锈钢压力表的精度等级为1.0级、0.4级,公称直径:φ60mm,100mm mpa单位的测量范围:-0.1~0;0~0.1;0~0.16;0~0.25;0~0.4;0~0.6; 0~1;0~1.6;0~2.5;0~4;0~6;0~10;0~16;0~25;0~40;0~60, 联程双刻度不锈钢压力表的mpa单位测量范围:-0.1~0.06;-0.1~0.15;-0.1~0.3; -0.1~0.5;-0.1~0.9;-0.1~1.5;-0.1~2.4。另一种压力单位由用户选定,我厂
不锈钢压力容器制造工艺
格式:pdf
大小:39KB
页数:4P
4.3
不锈钢压力容器制造工艺 1.总则 本守则适用于奥氏体不锈钢制压力容器的制造,本守则与工艺文件有矛盾时以工艺文 件为准。 2.通用规定 (1)不锈钢零部件或容器的制造应在专门场地进行,并具备如下条件: a.制造场地应具备保暖、通风、清洁及文明生产条件。 b.工件存放制造场地时,应铺设地板或橡胶板、木板等。 c.支承托辊及焊接辊均应挂胶。 (2)使用工具如:铜锤、木锤或淬火工具等时,应尽量使工件少和铁器接触,磨削用砂轮 需采用纯氧化物制成。 (3)材料标记移植 a.材料标记应用记号笔移植。 b.制造过程中受压件或与介质接触的零件(内件)的材料的标记在各工序应保持清 晰、完整、正确,直到水压试验检查合格或竣工后方允许被清洗掉。 (4)防止磕碰划伤 板材或零部件在吊运制作过程中,应始终保持钢材表
不锈钢激光-电弧双面焊接头熔化特征分析 不锈钢激光-电弧双面焊接头熔化特征分析
格式:pdf
大小:1.6MB
页数:7P
4.5
在4mm厚不锈钢激光-电弧双面焊接试验的基础上,研究了激光功率、电弧电流对接头形貌特征和接头特征量的影响规律,并对熔化效率进行了分析。结果表明,在较小的能量匹配下,双面焊接头呈现出激光焊与电弧焊的混合特征,随着热输入的增大,混合特征消失;增大激光功率,可使激光侧焊缝熔宽增加,而电弧侧焊缝熔宽减小,增加电弧电流,可使电弧侧焊缝熔宽增加,而对激光侧焊缝影响很小;激光功率和电弧电流增加都对焊缝中部最小熔宽有明显的增加;中部最小熔宽的深度随激光功率增加而增加,而电弧电流则起到相反的作用。在非熔透条件下,激光对电弧焊的熔化效率影响很明显,而电弧对激光焊的影响很小;在熔透条件下,增加激光功率、电弧电流对激光电弧双面焊的熔化效率都有显著的提高。
316L不锈钢热水柜筒体环缝的组合焊接 316L不锈钢热水柜筒体环缝的组合焊接
格式:pdf
大小:408KB
页数:2P
4.4
针对万吨级以上远洋货轮上系列产品(cal1000l)不锈钢316l热水柜筒体环缝的焊接问题,采用国产天泰焊材取代瑞典产ts-316l,运用手工钨极氩弧焊打底、焊条电弧焊盖面的组合焊法取代单纯焊条电弧焊,不仅顺利通过第三方(船级社)认证,而且降低生产成本,提高用户满意率,得到瑞典总部大力表扬。
双面双弧工艺在不锈钢压力水柜中的应用精华文档
不锈钢氩弧焊工艺文件
格式:pdf
大小:28KB
页数:2P
4.7
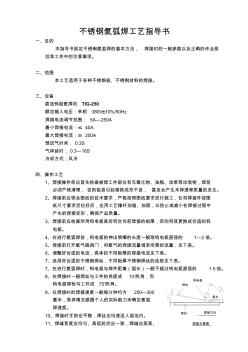
不锈钢氩弧焊工艺指导书 一、目的 本指导书规定不锈钢氩弧焊的基本方法,焊接时的一般参数以及正确的作业规 范和工作中的注意事项。 二、范围 本工艺适用于各种不锈钢板、不锈钢材料的焊接。 三、设备 直流钨极氩焊机tig-250 额定输入电压:单相380v±10%/50hz 焊接电流调节范围:5a—250a 最小焊接电流:≤40a 最大焊接电流:≥250a 预送气时间:0.3s 气体延时:0.3—16s 冷却方式:风冷 四、操作工艺 1、焊接操作前应首先检查被焊工件部位有无氧化物、油脂、涂层等垃圾物,焊前 必须严格清理,否则极易引起熔核成形不良,甚至会产生未焊透等质量的发生。 2、焊接前应领会图纸的技术要求,严格按照图纸要求进行施工,在将焊接件按图 纸尺寸要求定位好后,应用工艺撑杆加强、加固,以防止或减小在焊接过程中 产生的焊接变形,确保产品质量。 3、焊接前应
氩弧焊焊接工艺在不锈钢筛网生产中的应用
格式:pdf
大小:253KB
页数:3P
3
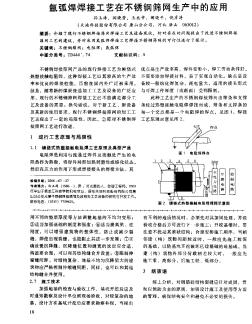
氩弧焊焊接工艺在不锈钢筛网生产中的应用——介绍了现行不镑钢焊接筛网焊接工艺及设备现状,针对存在的问题提出了改进不锈钢焊接筛网工艺的建议,并对采用氩孤焊焊接工艺焊接不锈铜筛网的可行性进行了探讨。
 氩弧焊焊接工艺在不锈钢筛网生产中的应用
氩弧焊焊接工艺在不锈钢筛网生产中的应用 氩弧焊焊接工艺在不锈钢筛网生产中的应用
格式:pdf
大小:621KB
页数:4P
4.5
介绍了现行不锈钢焊接筛网焊接工艺及设备现状,针对存在的问题提出了改进不锈钢焊接筛网工艺的建议,并对采用氩弧焊焊接工艺焊接不锈钢筛网的可行性进行了探讨。

钢管(不锈钢管)的公称压力选择
格式:pdf
大小:70KB
页数:4P
4.5
pn mpa101520253240506580100125150 20≤1.62.533333.53.544444.5 12crmo2.52.533323.53.544444.5 15crmo42.533333.53.5444.555.5 12cr1mov6.43333.53.53.544.55678 1033.53.544.54.55678910 1644.55566789111315 2044.556678911131518 4.0t3.5444.5555.5 10≤1.62.533333.53.544.5444.5 cr5mo2.52.53
双面双弧工艺在不锈钢压力水柜中的应用最新文档
不锈钢组合柜
格式:pdf
大小:315KB
页数:2P
4.3
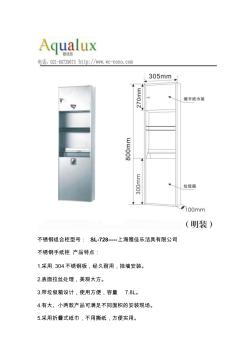
不锈钢组合柜型号:sl-728-----上海雅佳乐洁具有限公司 不锈钢手纸柜产品特点: 1.采用304不锈钢板,经久耐用,挂墙安装。 2.表面拉丝处理,美观大方。 3.带垃圾箱设计,使用方便,容量7.8l。 4.有大、小两款产品可满足不同面积的安装现场。 5.采用折叠式纸巾,不用撕纸,方便实用。 产品参数: 1.产品采用0.8mm厚304#磨砂不锈钢材料,坚固耐用。外墙安装, 无缝焊接,公用锁装置。 2.擦手纸架适合尺寸为225*75*130mm(根据客户要求)的折叠式 纸巾,方便、实用。 3.7l可移动垃圾桶 产品尺寸结构图: 更多款式更多信息请到官网查询: http://www.***.***/showcp.php?id=300
不锈钢冶炼工艺
格式:pdf
大小:810KB
页数:13P
4.4
不锈钢技术及其发展 摘要介绍了不锈钢炼钢的总体概况和品种,论述了不锈钢在铁水预处理、转 炉、电炉、二次精炼、连铸等方面的典型工艺流程,概述了国内外不锈钢的生产 和消费现状,提出了不锈钢生产流程未来的发展方向。 关键词不锈钢生产流程精炼 abstract:thepaperintroducedthegeneralspecificationofstainless steelakingandthevarietiesoftheproduct,statedthetypical progressesflowinhotmetalpretreatment、converter、eaf、secondary refiningcontinuouscastingetc,summarizedthecurrentstatu
不锈钢工艺
格式:pdf
大小:19KB
页数:3P
4.4
不锈钢(铜)板饰面施工工艺 在现代建筑装饰中,不锈钢(铜)装饰板的使用越加广泛,这是因为经过处 理后的金属饰面板表面非常美观,具有良好的装饰效果,同时金属装饰板易于成 型,可根据设计要求任意变换断面形式,易满足造型要求。再者,不锈钢(铜) 饰面板具有耐磨,耐用,耐腐蚀及能满足防火要求等优点。 施工准备 ⑴材料准备: 按设计要求选用不锈钢板料。 骨料(一般采用木料),包柱基料(一般采用夹板)。 乳胶、万能胶、自攻螺丝等。 ⑵施工准备: 结构已完毕,经验收合格,吊顶己完成。 施工方法 ⑴施工工艺流程: 弹线→制作骨架→制作骨架基层→饰面 操作要点: 弹线: 按设计图纸的要求,精确地计算出方形、圆形或多边形的几何图案,然后按 放线排料(复杂部位应先制作样板,经确定后,再安排下料)。 制作骨架: 不锈钢装饰板履面的骨架一般采用木骨架。木骨架用木方连接成框体。其制 作顺序为:
不锈钢药芯焊丝堆焊技术在压力容器中的应用 不锈钢药芯焊丝堆焊技术在压力容器中的应用
格式:pdf
大小:40KB
页数:3P
4.4
不锈钢药芯焊丝堆焊(fcaw)具有效率高、电流电压适应性强、焊缝质量高等优点。介绍了不锈钢药芯焊丝堆焊工艺,经大量工艺试验,确定了为获得良好堆焊层性能的最佳工艺参数,通过焊接工艺评定证实,所选堆焊材料及堆焊工艺正确合理,其各项性能指标均满足有关技术条件要求。配以简易工装,实现了接管内壁及法兰密封面(槽)的自动堆焊,提高了效率,降低了成本。
VOD法在冶炼低碳不锈钢中的应用
格式:pdf
大小:66KB
页数:4P
4.6
收件日期2006-12-25 作者简介:陈聪,1988年毕业于北京科技大学,硕士,现任山西工程职业技术学院冶金与环境工程系讲师,从事钢铁冶金技术专业教学与研究, 联系电话:03513340037 vod法在冶炼低碳不锈钢中的应用 陈聪 山西工程职业技术学院山西太原030009 摘要:介绍宝钢、武钢二炼钢、鞍钢三炼钢与太钢二炼钢利用ldvod法生产低碳不锈钢工艺特点,并对国内 某厂利用vod法生产0cr18ni9型、sus304型和suh409l型三种类型低碳不锈钢的冶炼操作要点进行了总结研究, 在使用中取得了较好的效果。 关键词:vod法不锈钢脱碳 theapplicationofvodprocessinsmeltingof low-carbonstainlesssteel che
双面氩弧焊在焊接不锈钢中的应用 双面氩弧焊在焊接不锈钢中的应用
格式:pdf
大小:121KB
页数:未知
4.4
我厂不锈钢产品多为薄壁容器,且直径较大。原焊接方法为焊条电弧焊或埋弧焊,均为双面焊,背侧需碳弧气刨清根,合格率不高,不但生产效率低,而且焊接变形难以控制。改用双面氩弧焊方法后,生产效率得以提高,改善焊缝一次探伤合格率。双面氩弧焊一次焊接成形,剩余部分采用埋弧焊或焊条电弧焊。1.工艺特点双面氩弧焊由两人操作,两人分布在焊道两端,
船用压力水柜控制系统的设计 船用压力水柜控制系统的设计
格式:pdf
大小:174KB
页数:3P
4.5
针对传统船舶压力水柜控制系统存在的问题,以某货轮淡水压力水柜为例,开发出基于plc变频技术的自动控制系统,减轻轮机技术人员的劳动强度,同时提高了压力水柜运行过程中的平稳性以及节能减排和可靠性等方面的技术要求。
基于PLC舰艇压力水柜控制系统的设计 基于PLC舰艇压力水柜控制系统的设计
格式:pdf
大小:194KB
页数:3P
4.5
系统采用西门子s7-200系列的可编程控制器为核心,pc为上位机,利用组态软件对整个系统进行实时监控,与传统舰艇压力水柜继电器控制系统相比较,本设计控制线路简单,可靠性强,大大减少了维修工作量,具有较强的实用价值和现实意义。
船用压力水柜控制系统的设计 船用压力水柜控制系统的设计
格式:pdf
大小:174KB
页数:3P
4.7
针对传统船舶压力水柜控制系统存在的问题,以某货轮淡水压力水柜为例,开发出基于plc变频技术的自动控制系统,减轻轮机技术人员的劳动强度,同时提高了压力水柜运行过程中的平稳性以及节能减排和可靠性等方面的技术要求。
不锈钢薄板双面氩弧焊焊接工艺研究 不锈钢薄板双面氩弧焊焊接工艺研究
格式:pdf
大小:95KB
页数:2P
4.7
本文通过对不锈钢薄板制压力容器双面氩弧焊焊接工艺研究分析,确定合理的焊接工艺参数,提高焊接生产效率,减少焊接变形,保证产品质量。
双面双弧工艺在不锈钢压力水柜中的应用相关
文辑推荐
知识推荐
百科推荐


职位:弱电工程师
擅长专业:土建 安装 装饰 市政 园林


