

新气源代替乙炔气在焊接结构件生产中的应用
格式:pdf
大小:119KB
页数:3P
人气 :86
 4.4
4.4
经过大量试验、研究 ,用凯腾气取代乙炔气全面应用于焊接生产 ,生产效率提高 1 0 %~ 3 0 % ,钢材切割质量显著提高 ,薄板和厚板尤为明显。彻底消除了使用乙炔气的不安全隐患及污染源 ,经济效益显著



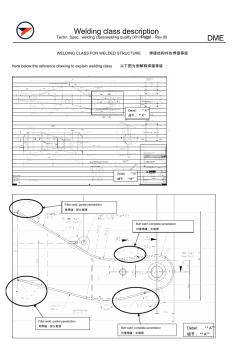
焊接结构件的焊接等级
weldingclassdescription techn.spec.:weldingclass/weldingquality001/page1of11-rev.00dme weldingclassforweldedstructure焊接结构件的焊接等级 herebelowthereferencedrawingtoexplainweldingclass以下图为例解释焊接等级: detail:“a” 细节:“a” 细节:“b” detail:“b” detail:“a” 细节:“a”对接焊缝:全熔透 buttweld:completepenetration 角焊缝:部分熔透 filletweld:partialpenetration 对接焊缝:全熔透 buttweld:completepene
编辑推荐下载
 焊接结构件焊接变形的控制方法研究
焊接结构件焊接变形的控制方法研究 焊接结构件焊接变形的控制方法研究
格式:pdf
大小:2.4MB
页数:1P
4.4
随着科学技术的发展,焊接技术也有了长足的进步,尤其是现代焊接的技术有着非常鲜明的优势和特点,朝着精细化的方向不断快速发展,不过,发展的过程中受到了相应的制约,制约其发展的主要因素是焊接残余应力和钢结构变形控制.在钢结构的多种连接方法中,焊接占据着非常重要的位置,并且这种技术的优势得到了充分的发挥,节约钢材、操作迅速等.所以,对钢结构残余应力和焊接变形控制进行全面、深入地研究是非常必要的.
浅谈如何提高焊接结构件的质量 浅谈如何提高焊接结构件的质量
格式:pdf
大小:153KB
页数:1P
4.4
本文通过对从焊接材料的选择和焊接结构设计两个方面的论述,解决了焊接结构件在焊接过程中由于对焊接件不均匀的加热和冷却,从而导致焊接件产生变形和应力,或从高温降为低温时,焊缝收缩,导致产生应力和变形的问题。
气源代替乙炔气在焊接结构件生产中的应用热门文档
自动焊接技术和设备在大型结构件生产中的应用 自动焊接技术和设备在大型结构件生产中的应用
格式:pdf
大小:94KB
页数:1P
4.4
随着国内经济增速放缓和增长方式转变,传统机械制造行业面临转型升级,依赖于操作工素质和数量的焊接技术已经无法满足大型结构件的生产要求。应用高科技的自动焊接技术,具有良好的稳定性、安全性,极大地提高了工作效率,降低作业成本。因此,探究自动焊接技术在大型结构件中的应用,具有非凡意义。
机器人焊接结构件内档工艺改进方法 机器人焊接结构件内档工艺改进方法
格式:pdf
大小:1.8MB
页数:2P
4.7
应用机器人焊接技术提高液压支架结构件焊接质量和生产效率,保证焊接工作的稳定性和焊接质量的一致性,才能提高产业竞争力。
浅谈焊接结构件加工制造的质量控制 浅谈焊接结构件加工制造的质量控制
格式:pdf
大小:197KB
页数:1P
4.8
一、焊接结构件质量控制的特殊性电弧熔化焊时由于局部的加热,母材受热很不均匀,温度很高但溶池尺寸小、冷却速度快,使其组织、成分的热胀冷缩影响都与一般的冶金方法有很大的不同,和温度变化不大的其他机械加工方法更加不同,因而焊接结构件的质量控制有它的特殊性。

气源代替乙炔气在焊接结构件生产中的应用精华文档
氩气在焊接中的应用
格式:pdf
大小:11KB
页数:1P
4.4
氩气在焊接中的应用 1、氩气(ar)的性质 氩气是无色、无味、单原子的惰性气体,原子量为39.948,密度为1.78kg/m3(空气密度 为1.29kg/m3)。 氩气的重量是空气的1.4倍,可在熔池上方形成一层稳定的气流层,具有良好的保护性能。 另外在焊接过程中,产生的烟雾较少,便于控制焊接熔池和电弧。 氩气是一种惰性气体,在常温下与其它物质均不发生化学反应,在高温下也不溶于液态金 属中,故在焊接有色金属时更能显示其优越性。 氩气是一种单原子气体,在高温下,氩气直接离解为正离子和电子,因此能量损耗低, 电弧燃烧稳定。同时分解后的正离子体积和质量较大,对阴极的冲击力很强,具有强烈的阴极破碎 作用。 氩气对电弧的冷却作用小,所以电弧在氩气中燃烧时,热量损耗小,稳定性比较好。 氩气对电弧的热收缩效应较小,加上氩弧的电位梯度和电流密度不大,维持氩弧燃烧的电 压较低,一般10v即
课程标准(焊接结构生产)
格式:pdf
大小:51KB
页数:9P
4.7
《焊接结构生产》 课 程 标 准 江西青年职业学院 二○一六年十月 1 一、概述 (一)课程性质 本课程主要内容包括焊接应力与变形、焊接结构的生产工艺过程、工艺装备及典型焊接结构的工 艺分析。 (二)课程基本理念 1.坚持以高职教育培养目标为依据,遵循“结合理论联系实际,以应知、应会”的原则,以培 养锻炼职业技能为重点。 2.注重培养学生的专业思维能力和专业实践能力。 3.把创新素质的培养贯穿于教学中。采用行之有效的教学方法,注重发展学生专业思维和专业 应用能力。 4.培养学生分析问题、解决问题的能力。 (三)课程设计思路 根据本课程的教学目标,以培养学生的实际操作能力为主线,本课程按照项目教学法进行设计。 力图使每个项目都与学生将来所从事的工作密切相关,各教学项目的内容包括:项目任务、学习目 标、相关理论知识、相关实践知识、项目实施方法和步骤、注意事项、知识拓展等。注重新知识、 新
课程标准焊接结构生产
格式:pdf
大小:65KB
页数:23P
4.6
10级焊接技术及自动化专业 《焊接结构生产工艺》教学大纲 江苏工贸技师学院 二○一○年十月 1 《机械设计技术》教学大纲 一、概述 (一)课程性质 本课程主要内容包括焊接结构的生产工艺过程、工艺装备、工艺分析及典型工艺、焊接生产的质 量管理、劳动保护及焊接结构之间的工艺平面布置。 (二)课程基本理念 1.坚持以高职教育培养目标为依据,遵循“结合理论联系实际,以应知、应会”的原则,以培 养锻炼职业技能为重点。 2.注重培养学生的专业思维能力和专业实践能力。 3.把创新素质的培养贯穿于教学中。采用行之有效的教学方法,注重发展学生专业思维和专业 应用能力。 4.培养学生分析问题、解决问题的能力。 (三)课程设计思路 根据本课程的教学目标,以培养学生的实际操作能力为主线,本课程按照项目教学法进行设计。 力图使每个项目都与学生将来所从事的工作密切相关,各教学项目的内容包括:项目任务、学习目 标、相
焊接结构生产课程标准
格式:pdf
大小:56KB
页数:14P
4.4
课程标准制定要求 一、《课程标准》由开课系/部提出具体要求、意见,经课程组充分讨论后指 定一人执笔。 二、每一门课程,如果学时不同、适用专业不同,《课程标准》也不同。 三、《课程标准》的制定,由课程任务所在专业负责人初审、系/部审核、教 务处批准后,方可执行。 四、《课程标准》若需修订,经课程组商议后,提出申请,由课程任务所在教 研室、系/部、教务处逐级批准后,方可进行修订。每学期的《课程标准》要作为 原始教学文档进行保存。 五、《课程标准》应一式四份,授课教师、课程所在教研室、系/部、教务处 各一份。 六、文字编排要求 (一)正文:宋体小四号 (二)标题序号:一、(一)1.(1) (三)一级标题:黑体小四号(加粗) 二级标题:黑体小四号(加粗) 三级标题:黑体小四号(加粗) 四级标题:楷体小四号(加粗) 七、段落排版要求: 首行缩进2个字符; 段前段后为0
《焊接结构与生产》课程标准
格式:pdf
大小:121KB
页数:13P
4.8
湘西民族职业技术学院 课程标准 课程名称:焊接结构与生产 适用专业:焊接技术 学时数:140 学分:7 2013年5月 《焊接结构与生产》课程标准 一、适用对象 三年制高等职业教育层次的学生。 二、课程的性质 《焊接结构与生产》是焊接专业的主要专业课程之一。通过学习,使学生具备 焊接及相关职业应用性人才所必需的关于焊接结构生产的国家基础技术标准知识, 了解锅炉、压力容器、核电容器生产的常用标准和规程,了解造船、建筑工程、水 利、电力、铁路桥梁、机车车辆、石油天然气及其它等行业常用标准及规程知识。 通过课程学习具备分析和控制焊接应力和变形的能力,熟练掌握预防和消除应力、 变形、断裂的工艺手段,了解典型焊接结构的生产工艺过程及质量控制方法,具备 布置一般焊接生产车间、组织管理生产和安全的能力。本课程是《焊接工艺技术》、 《焊接方法与设备》、
气源代替乙炔气在焊接结构件生产中的应用最新文档
《焊接结构生产》课程标准
格式:pdf
大小:29KB
页数:7P
4.4
《焊接结构生产》课程标准 一、课程性质和任务 本课程是高等职业学校焊接专业主干课程之一,它的任务是:使学生具备高 级专门人才所必需的焊接结构生产的基础知识和基本技能;使学生能灵活应用所 学专业知识和职业技能,提高全面素质,为适应社会需求打下一定基础。 二、课程教学目标 本课程的教学目标是:使学生具备高级专门人才所必需的焊接结构生产的基 础知识和基本技能,初步形成解决实际问题的能力,以及技术管理的能力,并注 意渗透思想教育、安全教育,逐步培养学生的辩证思维,加强学生的职业道德观 念。 基础知识教学目标是: 1.掌握焊接应力与变形的概念、产生的原因、分布规律及防止措施。 2.了解焊接结构生产中常用的备料及成形加工方法。 3.掌握焊接结构的装配工艺。 4.理解焊接结构工艺性审查及焊接工艺规程的编制。 5.了解焊接接头的组成、焊缝的种类及焊接接头的基本形式。 6.了解常用的焊接工艺装备
焊接结构件焊缝缺陷的无损检测技术研究 焊接结构件焊缝缺陷的无损检测技术研究
格式:pdf
大小:48KB
页数:3P
4.8
焊接结构件是能源、化工、核电等设备中不可缺少的部件。在高效益的需求下,能源化工等设备正向大型化发展,并在焊接产品制造过程、使用过程和恶劣危险的环境检验中需要进行无损检测,以保证产品的安全,这是发展自动超声无损检测技术与设备的主要原因。随着先进超声传感器的开发,信号采集速度与计算机功能的提高,信号处理模式识别与人工智能软件的逐步成熟,焊接件超声波检测已逐步摆脱最初的单一手工操作方式,进入了自动超声波检测的时代。

锅炉焊接结构
格式:pdf
大小:264KB
页数:19P
4.4
焊接结构学课程设计 专业:材料成型及控制工程 学号: 姓名: 指导老师: 二零一六年六月 锅炉的焊接结构工艺设计 kjeleprosessdesignsveisetstrukturer (立式常横水管锅炉) 学院:材料科学与工程学院 班级:焊接(3)班 学号: 姓名: 指导老师: 2016年6月 1 目录 目录..................................................................................................................................................1 摘要.........................................................................

焊接结构件喷涂油漆工艺守则
格式:pdf
大小:11KB
页数:3P
4.3
(hy-12-102) 工艺守则 焊接结构件喷涂油漆 东北xx电气有限公司 2012年02月 一、适用范围 适用各种电机、电器产品结构体的油漆喷涂。 二、材料 2.1、a.基座、转轴、端盖。 b.其他各类结构件。 2.2、油漆采购必须经过质量iso9000-1质量评审的合格供方材料。 三、场地 3.1、场地宽敞、明亮、干净,无灰尘无渗漏。 3.2、喷涂前工件摆放在离地面1m左右,在工件架上施工,工件间 隔不低于100m/台,并摆放整齐,便于施工。 四、设备: 必须使用不低于15mpa的设备空气压缩机。 五、 5.1、施工前后应检查2件是否具有产品合格标识施工卡是否签字。 5.2、工件表面是否干净,无水分、油污、铁锈氧化层、焊渣等,保 持表面淡白、干燥、清洁、光滑、平整。 5.3、清理干净的待喷涂工件必须在24h内喷涂完毕,若存放时间过 长,表
以焊接结构代替铆钉结构的商榷 以焊接结构代替铆钉结构的商榷
格式:pdf
大小:321KB
页数:未知
4.3
随着焊接技术的不断发展,以焊接结构代替铆钉结构(以下简称“以焊代铆”)已经成为技术革命的一项重要课题。以焊代铆不但能够节约金属,减轻车辆自重,提高运输效率,而且可以改善劳动条件,减轻劳动

钢结构件焊接尺寸检验规范
格式:pdf
大小:728KB
页数:22P
4.4
钢结构件焊接检验规范 此文件属山东力丰重型机床有限公司文件控制中心控制 未经许可,不得复印及取离本公司 文件编号:lfglp-0116版本号:a页数:9 山东力丰重型机床有限公司 文件编号lfglp-0116 版本a版 文件名称:焊接件检验规范第1页共9页 编制:马永江批核:生效日期2014.12.1 1.0目的: 为加强钢结构件焊接质量的控制,提高焊接质量,特制定本规范。 2.0范围: 本规范适用于本公司钢结构件焊接质量的检验。 4.0检验依据 4.1技术标准 包括国家的、行业的或企业的有关标准和技术法规。这些标准或法规中规定 了焊接件质量要求和质量评定方法。 4.2技术图纸 图纸规定了焊接件加工制造必须达到的材质特性,几何特性(如:形状、尺 寸等)以及加工精度(如:公差等)的要求。 4.3工艺文件 如焊接工艺操作规程;机加工艺卡
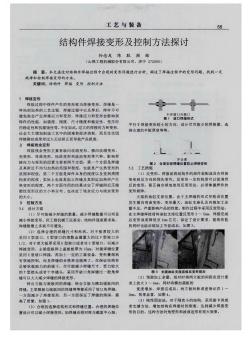
结构件焊接变形及控制方法探讨
格式:pdf
大小:1014KB
页数:3P
4.5
本文通过对结构件焊接过程中出现的变形问题进行分析,阐述了焊接过程中的变形问题,找到一定规律和控制焊接变形的方法。
钢结构件制作焊接变形的控制与分析 钢结构件制作焊接变形的控制与分析
格式:pdf
大小:101KB
页数:未知
4.6
焊接是钢结构制作的主要连接方式,由于焊接而产生的变形对结构件质量的影响更加突出。如何运用焊接变形的规律来处理此类问题,不但需要技术人员有相当的理论水平和实践经验,而且还需要焊工的密切配合。本文就实际工作中遇到的此类问题进行分析。
对结构件焊接工艺及变形分析
格式:pdf
大小:9KB
页数:1P
4.3
对结构件焊接工艺及变形分析 【摘要】焊接结构以其生产工艺简单,制作周期较短,且在生产中能够制 作出许多高难度的工艺结构,而被广泛运用到复杂结构件的制作过程中。尤其是 近些年来,随着全球工业技术的快速发展,焊接俨然已经成为制作复杂结构件的 基础加工方法之一。与此同时,焊接过程中所产生的焊接变形,也严重影响着结 构件的成品质量。因此,本文即结合笔者实践工作经验,对结构件焊接工艺及焊 接变形进行粗浅的分析,以期更好的提高企业结构件焊接工艺水平。 【关键词】结构件;焊接工艺;焊接变形 前言 焊接作为目前复杂结构件制作过程中最为基础的加工方法,其结构件的年生 产量大约占全球工业国家年钢产量的45%以上。也就是说,焊接结构件在工业发 展中占据着十分重要的地位。尤其是在焊接结构与其他加工方式相比,不仅极大 的降低了金属原材料的消耗,还能够制造出其他工艺无法完成的高难度结构,也
气源代替乙炔气在焊接结构件生产中的应用相关
文辑推荐
知识推荐
百科推荐


职位:岩土勘察总工程师
擅长专业:土建 安装 装饰 市政 园林


