

焊接用钢盘条
格式:pdf
大小:30KB
页数:3P
人气 :82
 4.5
4.5
宝山钢铁股份有限公司企业标准 Q/BQB 511-2003 焊接用钢盘条 代替 Q/BQB 511-1998 1 范围 本标准规定了焊接用钢盘条的尺寸、外形、重量及允许偏差、技术要求、检验与试验、包 装、标志和质量证明书等。 本标准适用于宝山钢铁股份有限公司生产的用于制造手工电弧焊焊条芯和气体熔焊、埋弧 自动焊、电渣焊和气体保护焊焊丝的焊接用钢无扭控冷热轧盘条。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随 后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达 成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适 用于本标准。 GB/T 222 钢的化学分析用试样取样法及成品化学成分允许偏差 GB/T 223 钢铁及合金化学分析方法 GB/T



GBT3429《焊接用钢盘条》编制说明
yb/txxxx-xxxx 《刹车软管用碳素钢丝》行业标准 编制说明 1、工作概况 1.1任务来源 刹车线是汽车、摩托车的重要的部件,任何的机械损伤都可能造成安全事故,所以刹车 线的外部有刹车软管保护。刹车软管是碳素钢丝经过压扁后螺旋盘绕,以此为骨架,用橡胶 包覆而成。这就要求刹车软管用碳素钢丝不仅需要合适的强度、弹性、韧性,而且能够保证 其后加工过程所需的塑性变形能力。 刹车软管采用高性能碳素钢丝,运用钢丝螺旋预成型原理,精密设计制造而成。其关键 部件是碳素钢丝,而现行的gb/t4357—2009《冷拉碳素弹簧钢丝》标准无法满足刹车线管 的设计和制造要求,我国尚无刹车软管用碳素钢丝国家和行业标准。从市场经济的发展来看 产品逐步趋向专业化、个性化发展,制定本标准已是必然。制定《刹车软管用碳素钢丝》, 对统一协调、规范化地发展和提高刹车软管的质量水平,

编辑推荐下载
焊接用钢丝GB1300
格式:pdf
大小:105KB
页数:4P
4.5
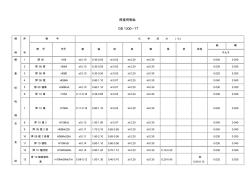
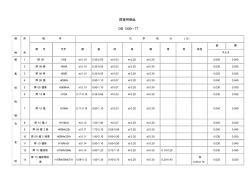
焊接用钢丝 gb1300—77 钢 种 序 号 钢号化学成分(%) 牌号代号碳锰硅铬镍钼钒其他 硫磷 不大于 碳 素 结 构 钢 1焊08h08≤0.100.30-0.55≤0.03≤0.20≤0.300.0400.040 2焊08高h08a≤0.100.30-0.55≤0.03≤0.20≤0.300.0300.030 3焊08特h08e≤0.100.30-0.55≤0.03≤0.20≤0.300.0250.025 4焊08锰h08mn0.80-1.10≤0.07≤0.20≤0.300.0400.040 5焊08锰高h08mna≤0.100.80-1.10≤0.07≤0.20≤0.300.0300.030 6焊15高h15a0.11-0.1
焊接用钢盘条热门文档
BYL077-2014焊接用钢EH14、SWRY11-B热轧盘条临时供货条件
格式:pdf
大小:34KB
页数:4P
4.7
本溪北营钢铁(集团)股份有限公司 新产品供货临时技术条件 byl077-2014代替byl077-2011 焊接用eh14和swry11-b热轧盘条 2014-01-16发布2014-01-16实施 本溪北营钢铁((集团)股份有限公司发布 bxsteel byl077-2014 1 前言 本溪北营钢铁(集团)股份有限公司(下简称北营公司)为满足不同用户对钢 材、钢坯产品的不同需求,根据本企业产品的技术特点和用户的质量要求,对所 有的非标产品在制订企业标准的前期,均执行《本溪北营钢铁(集团)股份有限公 司新产品供货临时技术条件》(以下简称临时技术条件),它是用户在订货前对所 规定的技术条件已认可的前提下,作为本企业对出厂产品性能的保证依据。 本临时技术条件由本溪北营钢铁(集团)股份有限公司提出。 本临时技术条件由本溪钢铁集团有限公司棒线材开
冷镦钢盘条
格式:pdf
大小:98KB
页数:6P
4.4
宝山钢铁股份有限公司企业标准 q/bqb517-2003 冷镦钢盘条代替q/bqb517-1998 1范围 本标准规定了冷镦钢盘条的尺寸、外形、重量及允许偏差、技术要求、检验与试验、包装、标志和质量证明书等。 本标准适用于宝山钢铁股份有限公司生产的供制造螺栓、螺母、螺钉等紧固件及汽车、电气机械零件用的冷镦钢无扭控 冷热轧盘条。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误 的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡 是不注日期的引用文件,其最新版本适用于本标准。 gb/t222钢的化学分析用试样取样法及成品化学成分允许偏差 gb/t223钢铁及合金化学分析方法 gb/t224钢的脱碳层深度测定方法 gb/t228金属材料
 高碳钢盘条焊接区热处理工艺的研究
高碳钢盘条焊接区热处理工艺的研究 高碳钢盘条焊接区热处理工艺的研究
格式:pdf
大小:54KB
页数:2P
4.7
高碳钢盘条焊接区质量是影响高应力钢绞线性能充分发挥的关键因素。通过对拉丝过程中焊接区断裂试样的统计分析,结果表明,由于焊后热处理不当引起的断裂占70%。原热处理工艺不能有效地改善焊接区的组织,改进后的工艺不仅能获得均匀细小的焊接区组织,而且能减少二次渗碳体的数量,从而极大地提高了焊接区的性能,大大地降低了断裂次数。
焊接用钢盘条精华文档
二次热处理对高碳钢盘条焊接组织性能的影响 二次热处理对高碳钢盘条焊接组织性能的影响
格式:pdf
大小:433KB
页数:2P
4.5
在高碳钢盘条电阻对焊工艺的基础上,增加了二次热处理工艺。结果表明:采用二次热处理工艺后,焊接区域的显微组织得到了明显细化,极大地改善了该区域的塑性,降低了拉丝及绞线时的断丝率/100t。
天钢生产TS06拉丝专用钢盘条的实践 天钢生产TS06拉丝专用钢盘条的实践
格式:pdf
大小:329KB
页数:5P
4.7
介绍了天钢利用顶底复吹转炉、lf精炼炉、方坯连铸、高速线材轧机工艺生产ts06拉丝专用钢盘条的实践。通过对转炉终点控制、lf钢包精炼工艺及控冷控轧工艺等方面的探索,顺利生产出了ts06低碳拉丝专用钢盘条,完全能够满足镀锌钢丝生产的需求。
气体保护焊丝用钢盘条ER70S—6试制工艺初探
格式:pdf
大小:381KB
页数:8P
3
气体保护焊丝用钢盘条er70s—6试制工艺初探——本文介绍r气体保护焊丝用钢盘条er70s~6钢采用转炉冶炼、方坯连铸、lf钢包精炼及高线轧制工艺试制情况,并对er70s~6钢的试制工艺进行了分析和研究。
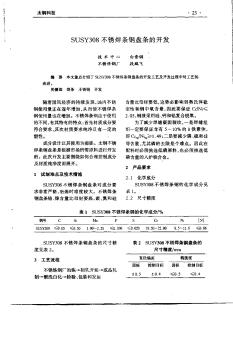
SUSY308不锈焊条钢盘条的开发
格式:pdf
大小:125KB
页数:3P
3
susy308不锈焊条钢盘条的开发——本文重点介绍了susy308不锈焊条钢盘条的开发工艺及开发过程中对工艺的改进。
《国家标准》GB1300-1977焊接用钢丝
格式:pdf
大小:110KB
页数:4P
4.6
焊接用钢丝 gb1300—77 钢 种 序 号 钢号化学成分(%) 牌号代号碳锰硅铬镍钼钒其他 硫磷 不大于 碳 素 结 构 钢 1焊08h08≤0.100.30-0.55≤0.03≤0.20≤0.300.0400.040 2焊08高h08a≤0.100.30-0.55≤0.03≤0.20≤0.300.0300.030 3焊08特h08e≤0.100.30-0.55≤0.03≤0.20≤0.300.0250.025 4焊08锰h08mn0.80-1.10≤0.07≤0.20≤0.300.0400.040 5焊08锰高h08mna≤0.100.80-1.10≤0.07≤0.20≤0.300.0300.030 6焊15高h15a0.11-0.1
焊接用钢盘条最新文档
高碳钢盘条电阻对焊失效分析 高碳钢盘条电阻对焊失效分析
格式:pdf
大小:756KB
页数:4P
4.8
高碳钢盘条焊接区质量是影响高应力钢绞线生产效率的关键因素,但由于高碳钢的焊接性能差,盘条尺寸较大及材料成分不一致等,常在焊接区发生断丝现象。通过对大量的拉丝及绞线时的断裂试样进行分类、统计,并结合实际工况条件,对试样的断口形貌、微观组织进行了分析。结果表明:焊接区在拉丝工序中引起的断裂占64.1%,在绞线工序中引起的断裂占35.9%。引起焊接断裂的主要原因是焊缝处的夹杂及氧化物、焊接热影响区的过热组织及网状渗碳体、及拉丝过程中的表面形变硬化。阐明了焊接质量主要受焊接工艺、焊后热处理、去疤后的表面润滑影响。
低合金焊丝钢盘条轧制工艺研究 低合金焊丝钢盘条轧制工艺研究
格式:pdf
大小:278KB
页数:4P
4.7
为了满足低合金焊丝钢盘条免退火生产要求,结合盘条cct曲线和生产线的特点,采用2种试验方案轧制ah70g低合金焊丝钢盘条。方案1吐丝温度810~830℃,入罩温度730~750℃;方案2吐丝温度890~910℃,入罩温度800~820℃,2种方案辊道速度均为0.15m/s,风机、保温罩全关。轧制后,方案1盘条抗拉强度约800mpa,方案2抗拉强度约700mpa。对2种方案产生不同的抗拉强度和金相组织进行分析,结果表明,采用方案2生产的盘条金相组织以铁素体和珠光体为主,盘条抗拉强度控制在700~720mpa,满足用户使用要求。
高强焊接用盘条镀铜脱落原因分析 高强焊接用盘条镀铜脱落原因分析
格式:pdf
大小:424KB
页数:3P
4.4
高强焊接用盘条适合于生产650mpaco2气体保护镀铜焊丝,其焊接工艺性能良好,要求盘条具有良好的综合力学性能,以便于拉拔加工。高强焊接用盘条在镀铜过程中有严重的镀铜不均匀、镀铜后镀层脱落及焊接过程中飞溅等现象,实验室模拟分析认为线材的组织缺陷是晶界氧化,控制退火温度不超过690℃,可以减少晶界氧化,防止镀铜脱落。
常用钢材的焊接
格式:pdf
大小:9KB
页数:3P
4.7
常用钢材的焊接 英文词条名: 一、钢材的焊接性 焊接性:采用一定焊接方法、焊接材料、工艺参数及结构形式的条件下,获得优质焊接接头 的难易程度,即其对焊接加工的适应性。 (一)焊接性一般包括两个方面: 工艺焊接性:主要指在给定的焊接工艺条件下,形成完好焊接接头的能力,特别是接头对产 生裂纹的敏感性,也称抗裂性; 使用焊接性:在给定的焊接工艺条件下,焊接接头在使用条件下安全运行的能力,包括焊接 接头的力学性能和其它特殊性能(如耐高温、耐腐蚀、抗疲劳等)。 焊接性是金属的工艺性能在焊接过程中的反映,了解及评价金属材料的焊接性,是焊接结 构设计、确定焊接方法、制定焊接工艺的重要依据。 (二)钢的焊接性评定方法: 钢是焊接结构中最常用的金属材料,因而评定钢的焊接性显得尤为重要。由于钢的裂纹 倾向与其化学成分有密切关系,因此,可以根据钢的化学成分评定其焊接性的好坏。 通常将影响最
青钢超高强度帘线用钢盘条开发进入快车道 青钢超高强度帘线用钢盘条开发进入快车道
格式:pdf
大小:86KB
页数:未知
4.8
2013年初,青岛钢铁有限公司超高强度帘线用钢盘条开发骤然提速,月产量由几百吨猛增至3000t以上,在国内钢铁企业中率先迈入批量生产阶段。
弹簧钢盘条工艺技术实践
格式:pdf
大小:41KB
页数:3P
4.7
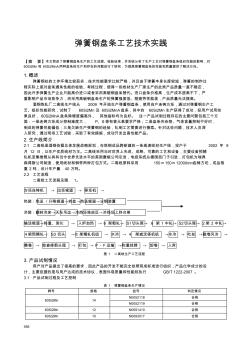
556 弹簧钢盘条工艺技术实践 【摘要】本文简述了弹簧钢盘条生产的工艺流程、检验结果,并系统分析了生产工艺对弹簧钢盘条组织性能的影响,对 60si2mn和60si2mna两种盘条的生产和存在的问题进行了研究,为提高弹簧钢盘条的性能和质量提供了解决方向。 1.概述 弹簧钢丝的工作环境比较恶劣,技术性能要求比较严格,并且由于弹簧本身长度较短,弹簧的制作过 程实际上是对盘条通条性能的检验、考核过程,使得一些线材生产厂家生产的此类产品质量一直不稳定, 因此许多弹簧生产企业只能高价进口或者采用高碳钢盘条替代。进口盘条价格高,生产成本居高不下,严 重影响产品市场竞争力,而采用高碳钢盘条生产的弹簧强度低、耐疲劳性能差,产品质量无法提高。 酒钢炼轧厂二高线生产线从2009年开始生产弹簧钢盘条,使用自产连铸方坯,通过对弹簧钢生产工 艺、组织性能研究,试制了60si2mn及60si2mna盘条
焊接用钢盘条相关
文辑推荐
知识推荐
百科推荐


职位:内装施工员
擅长专业:土建 安装 装饰 市政 园林


