

永钢SWRCH35K冷镦钢盘条的质量控制要点
格式:pdf
大小:745KB
页数:4P
人气 :79
 4.4
4.4
永钢立足现有工艺装备,通过调整化学成分,明确转炉冶炼、LF精炼、连铸和高线轧制等过程的质量控制点,成功生产出SWRCH35K冷镦钢盘条。结合永钢SWRCH35K的开发经验,分析了该钢种生产过程的质量控制要点,并提出改进措施。



 SWRCH35K冷镦钢盘条表面组织异常原因分析
SWRCH35K冷镦钢盘条表面组织异常原因分析 SWRCH35K冷镦钢盘条表面组织异常原因分析
采用实验室研究结合工业性试验的方法,分析swrch35k冷镦钢热轧盘条表层微观组织异常现象。结果表明盘条表层异常微观组织为魏氏组织,魏氏组织是钢的过热缺陷组织,该组织使钢的韧性和塑性显著降低,钢易冷镦开裂。实施相应的改进措施后,swrch35k冷镦钢热轧盘条表层微观组织的均匀性得到提高,冷镦性能得到改善。
冷镦钢盘条SWRCH18A的研制 冷镦钢盘条SWRCH18A的研制
采用氧气顶底复吹转炉和钢包吹氩搅拌工艺炼钢,应用先进的炉外精炼技术来改善夹杂物,制定合理的加热、轧制及控冷工艺,所生产的swrch18a冷镦钢盘条,性能符合标准,产品质量满足用户需求。
编辑推荐下载
免退火高强度冷镦钢盘条SWRCH35K-M的研制 免退火高强度冷镦钢盘条SWRCH35K-M的研制
格式:pdf
大小:422KB
页数:4P
4.4
通过实验室热模拟试验、高速线材轧机工业性热机轧制试验,掌握了免退火冷镦钢热机轧制生产工艺,成功开发出了免退火高强度冷镦钢盘条swrch35k-m,用其生产的8.8级内六角螺栓,性能完全达到了相关标准要求。
冷镦钢盘条
格式:pdf
大小:98KB
页数:6P
4.4
宝山钢铁股份有限公司企业标准 q/bqb517-2003 冷镦钢盘条代替q/bqb517-1998 1范围 本标准规定了冷镦钢盘条的尺寸、外形、重量及允许偏差、技术要求、检验与试验、包装、标志和质量证明书等。 本标准适用于宝山钢铁股份有限公司生产的供制造螺栓、螺母、螺钉等紧固件及汽车、电气机械零件用的冷镦钢无扭控 冷热轧盘条。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误 的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡 是不注日期的引用文件,其最新版本适用于本标准。 gb/t222钢的化学分析用试样取样法及成品化学成分允许偏差 gb/t223钢铁及合金化学分析方法 gb/t224钢的脱碳层深度测定方法 gb/t228金属材料
永钢SWRCH35K冷镦钢盘条的质量控制要点热门文档
电力铁塔紧固件用SWRCH25K冷镦钢盘条的开发及应用 电力铁塔紧固件用SWRCH25K冷镦钢盘条的开发及应用
格式:pdf
大小:164KB
页数:3P
4.5
介绍swrch25k冷镦钢热轧盘条的开发过程。给出盘条生产工艺的控制要点:(1)碳含量按中限控制,硅含量按中下限控制。(2)冶炼采用高拉碳技术高碳低磷出钢,喂fe-ca线进行夹杂物变性处理,提高钢质纯净度。(3)连铸采用全保护浇注、严格控制过热度,保持拉速稳定,二冷采用弱冷配水及电磁搅拌技术,保证铸坯质量。(4)采用控制轧制和控制冷却技术,优化工艺及设备,加强过程控制管理。成品螺栓抗拉强度670~680mpa,延伸率9%~12%,心部硬度为92.2~96hrb,可满足电力铁塔用6.8级紧固件的需求,并且模具损耗大大降低。
免球化退火SWRCH35K冷镦钢的试验研究 免球化退火SWRCH35K冷镦钢的试验研究
格式:pdf
大小:1.3MB
页数:4P
4.5
采用热模拟试验研究了形变温度和冷速对swrch35k冷镦钢组织和硬度的影响。结果表明,形变温度低于750℃,部分珠光体发生了球化,硬度明显降低;当形变温度在700℃左右,珠光体明显球化,硬度达到最低;形变后冷速越慢,珠光体球化越明显,其硬度也越低。通过工艺调整,适当降低精轧温度及冷却强度,生产出swrch35k热轧盘条,抗拉强度约为560mpa,面缩率大于55%,表面硬度低于82hrb。经用户使用,该盘条能实现免球化退火生产8.8级标准件。
合金冷镦钢盘条的研发与实践 合金冷镦钢盘条的研发与实践
格式:pdf
大小:165KB
页数:3P
4.4
介绍安钢swrch35k,scm435及ml20mntib等冷镦钢热轧盘条的研制开发。指出:(1)k系列冷镦钢盘条,通过优化炼钢工艺,合理调整轧钢料型尺寸,可有效解决冷镦开裂的质量问题。(2)cr,mo系冷镦钢盘条,控制冶炼过程钢水的洁净度,控制轧制过程的吐丝温度、冷却速度,以及轧后采取延迟冷却,盘条各项性能指标满足10.9~12.9级标准件的要求。(3)b系冷镦钢盘条,严格控制冶炼质量,提高b在钢中的稳定性;并经870~880℃油淬,420~440℃中温回火后水冷,可用来生产10.9级紧固件螺栓,冷镦合格率达98%以上。提出开发节约型系列冷镦钢产品是未来的发展方向。
10B21冷镦钢盘条的开发 10B21冷镦钢盘条的开发
格式:pdf
大小:176KB
页数:未知
4.4
基于10821冷镦钢盘条的技术要求,介绍了“转炉冶炼-lf精炼-方坯连铸-高速线材轧制”工艺开发10821冷镦钢盘条的工艺要点。分析了试生产阶段产品的质量指标,并针对冷镦开裂问题提出了解决措施。通过生产工艺的持续改进,开发的10821盘条能够满足用户要求,产品合格率达到99.5%。
SCM435冷镦钢盘条轧后控制冷却工艺研究 SCM435冷镦钢盘条轧后控制冷却工艺研究
格式:pdf
大小:616KB
页数:3P
4.4
研究了不同冷却速度对scm435冷镦钢盘条组织性能的影响。结果表明:当吐丝温度为850℃、冷却速度为0.22℃/s时,盘条的金相组织为珠光体+铁素体,晶粒度8~9级,脱碳层(0.2~0.5)d%,盘条的力学及冷镦性能良好。
永钢SWRCH35K冷镦钢盘条的质量控制要点精华文档
冷镦钢盘条冷镦不合格原因分析 冷镦钢盘条冷镦不合格原因分析
格式:pdf
大小:303KB
页数:3P
4.6
分析ml08al冷镦钢钢丝半成品及1/3冷镦试样形貌,指出冷镦开裂是由连铸坯角部裂纹和轧制过程中轧件划伤造成的,通过优化浇铸工艺,加强轧辊和导卫的检查,在集卷、打包、吊装、运输、倒运过程中采取保护措施,可有效提高冷镦合格率。
有关冷镦钢盘条冷镦不合格的原因探讨 有关冷镦钢盘条冷镦不合格的原因探讨
格式:pdf
大小:141KB
页数:未知
4.6
文章首先对冷镦钢盘条冷镦不合格的原因进行分析,逐个研究了平行通长裂纹、一条通长裂纹以及断续裂纹三类缺陷对不合格率的影响,对第一二类盘条表面缺陷的预防进行研究,对第三类盘条表面缺陷的预防进行探讨。
![QBQB517-2009冷镦钢盘条(发布稿)[1]](https://files.zjtcn.com/group1/M00/2E/90/CgoBZ2AcpRiAZvnVAAA0kLrP2WU100.jpg) 采用连铸小方坯轧制冷镦钢盘条生产简述
采用连铸小方坯轧制冷镦钢盘条生产简述 采用连铸小方坯轧制冷镦钢盘条生产简述
格式:pdf
大小:284KB
页数:3P
4.5
文章对采用连铸小方坯生产的冷镦钢盘条的控冷工艺进行了分析和改进,使之满足连铸小方坯冷镦钢盘条的生产要求。结果表明:连铸小方坯冷镦钢盘条具有理想的f+p体组织和较好的强韧性配合,冷镦检验全部合格,有利于用户冷拔、冷镦加工使用。
转炉冶炼-连铸-高速轧制工艺生产冷镦钢盘条 转炉冶炼-连铸-高速轧制工艺生产冷镦钢盘条
格式:pdf
大小:301KB
页数:未知
4.5
阐述了冷镦钢的涵义、工艺特点,介绍了江苏永钢集团有限公司采用转炉冶炼-连铸-高速线材轧制工艺生产冷镦钢盘条的主要技术措施及工艺特点,提出了提高冷镦钢质量的主要途径。
永钢SWRCH35K冷镦钢盘条的质量控制要点最新文档
冷镦钢盘条表面缺陷分析及解决措施 冷镦钢盘条表面缺陷分析及解决措施
格式:pdf
大小:704KB
页数:4P
4.8
针对冷镦钢盘条冷锻开裂问题,对盘条质量进行了全面检测分析。结果表明,冷镦钢盘条表面质量问题是导致冷锻开裂的根本原因。通过优化减定径机轧制规程,改进ntm,rsm辊环修磨工艺,加强对导卫装置、导轮、起套辊进行检查和更换,解决了盘条冷锻开裂问题。
ML40Cr合金冷镦钢盘条工艺控制与质量分析 ML40Cr合金冷镦钢盘条工艺控制与质量分析
格式:pdf
大小:354KB
页数:4P
4.4
ml40cr热轧盘条在用户使用过程中存在表面硬度高,模具损耗严重,冷镦开裂等问题。ml40cr热轧盘条工艺控制:lf精炼时间高于40min,白渣保持时间不低于15min;连铸过程中,过热度控制在30℃以下,拉速稳定在2.4~2.5m/min;轧制及冷却过程中,加热温度990~1030℃,开轧温度950~980℃,减定径温度860~880℃,吐丝温度820~860℃,辊道速度8~14m/min。分析ml40cr合金冷镦钢盘条化学成分、非金属夹杂物、表面质量、组织结构和力学性能,严格控制夹杂物的形态、大小,避免表面结疤和线形缺陷的产生,保证金相组织为f+p,无异常组织存在。
SCM435合金冷镦钢盘条控轧控冷工艺 SCM435合金冷镦钢盘条控轧控冷工艺
格式:pdf
大小:874KB
页数:3P
4.4
对150mm×150mm连铸坯轧制φ12mmscm435合金冷镦钢(%:0.35c、0.98cr、0.16mo)盘条的工艺试验表明:采用1020℃加热,900℃轧制,吐丝温度控制在780~800℃,相变前冷却速度控制在1℃/s左右,该钢可以获得均匀的铁素体+珠光体组织和良好的冷镦性能。

钢结构质量控制要点 (3)
格式:pdf
大小:48KB
页数:5P
4.6
钢结构制作质量控制要点: 1、气割(垫切割或火焰切割)应优先采用数控切割,精密切割,半自动切 割,当无条件采用上述切割时,可采用手工切割,并配用制模等辅助工具,同时 还应预留3-4mm的加工余量进行机加工或用砂轮修磨平整。 2、长条形钢板零件,两侧长割缝宜同时气割,以防马刀变形,无条件同时 气焊时,宜采用分段气割,割缝两端及分段之间暂时留30-50mm不割断,待割 缝冷却后,再将各处30-50mm割除。 3、气割应在专用平台上进行,平台与被切割钢板之间应为线状或点状接触。 4、所有主要构件,除设计图上另有规定外,一律不得用短料拼接。 5、所有钢材在使用前均应按相应规范的规定进行复检,如有变形等情况, 应采取不损坏钢材的方法展直矫正。 6、连接复杂的钢结构,应进行预拼装。 7、钢结构构件焊接、制孔、组装等允许偏差详见《高钢规》及《验规》。 8、大构件的拼接节点位置应经设计单位批准。
质量控制要点 (3)
格式:pdf
大小:32KB
页数:9P
4.8
1 上海张江有轨电车轨道安装工程 采用新材料、新工艺的施工质量控制要点 摘要:以上海张江有轨电车轨道安装工程采用树脂浇注固定导向轨施工的新 工艺、新材料为实例,介绍了从导向轨焊接、预处理、导向轨安装、树脂浇注等 方面施工时应掌握的技术标准和质量控制方法,并简述了有轨电车的发展趋势。 关键词:新工艺新材料技术标准质量控制 一、前言 上海张江有轨电车项目一期工程全线长约10公里,区间设立15个站点,从 张江高科站至金秋路站,沿途串起张江高科技园区内主要产业、科研、大学和生 活区域。张江有轨电车项目还将延伸至唐镇、合庆镇等地区,到2010年达到30 余公里的规模。这条崭新的有轨电车采用单轨导向技术,选用目前世界上最先进 的法国劳尔有轨电车系统,时速可达70公里。张江的有轨电车将引进法国的车 型,这种车型在天津已经正式运营。每列车一般3节编组,长25米、宽2.2
SWRCH15A钢盘条生产工艺优化 SWRCH15A钢盘条生产工艺优化
格式:pdf
大小:405KB
页数:未知
4.8
针对swrch15a钢抗拉强度偏低的问题,通过生产工艺调整,优化关键控制过程和相应参数,提高盘条抗拉强度和其他性能,改善金相组织,满足了客户需求。
钢筋加工工序质量控制要点
格式:pdf
大小:146KB
页数:3P
4.5
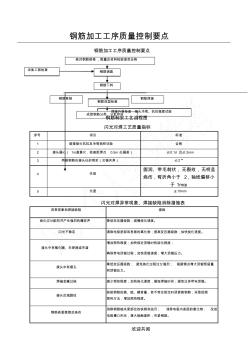
欢迎共阅 钢筋加工工序质量控制要点 钢筋加工工序质量控制要点 钢筋制安工艺流程图 闪光对焊工艺质量指标 序号项目标准 1熔接接头抗拉及冷弯抽样试验合格 2接头偏心(1m直靠尺,检查距焊点0.5m处偏差)≤0.1d且≤2mm 3两根钢筋在接头处的弯折(交锚夹角)≤2° 4外观 圆润、带毛刺状,无裂纹,无明显 烧伤,弯折角小于2,轴线偏移小 于1mm。 5长度±10mm 闪光对焊异常现象、焊接缺陷消除措施表 异常现象和焊接缺陷措施 烧化过分剧烈并产生强烈的爆炸声降低变压器级数;减慢烧化速度。 闪光不稳定清除电极底部和表面的氧化物;提高变压器级数;加快烧化速度。 接头中有氧化膜、未焊透或夹渣 增加预热程度;加快临近顶锻时的烧化程度; 确保带电顶锻过程;加快顶锻速度;增大顶锻压力。 接头中有缩孔 降低变压器级数;避免烧化过程过分强烈;根据情况增大顶

钢筋加工质量控制要点
格式:pdf
大小:20KB
页数:1P
4.4
结构钢筋制作施工质量控制要点 南广铁路施工作业指导书由www.kdy.la看电影啦网独家提供 序号项目要点 1材料质量 要求 2钢筋弯钩 规定 1.箍筋弯钩:(注2) ⑴.除焊接封闭环式箍筋外,末端应作弯钩。 ⑵.无设计时,弯弧内箍筋不应小于受力钢筋直径。 ⑶.弯折角度:一般结构不应小于90°,抗震结构应为135° ⑷.弯钩后平直部分长度:一般结构不应小于箍筋箍筋的5倍;抗震结构不应小于箍筋箍筋的 10倍。 2.受力钢筋的弯钩(注2) ⑴.hpb235级(光筋):弯钩角度180°,弯弧内直径≮2.5d,弯钩后平直部分长度≮3d; ⑵.hrb335级、hrb400级:弯钩角度135°弯弧内直径≮4d,弯钩后平直部分长度符合设计 要求; ⑶.hrb335级、hrb400级:弯钩角度90°弯弧内直径≮5d,弯钩后平直部分长度符合

钢结构工程质量控制要点
格式:pdf
大小:27KB
页数:18P
4.8
钢结构工程质量控制要点 钢结构工程一般包括钢结构焊接工程、钢结构紧固件连接工程、钢零件 及钢部件加工工程、钢结构组装工程、钢构件预拼装工程、钢结构安装 工程、压型金属板工程和钢结构涂装工程等,根据钢结构工程特点,结 合在钢结构厂房监理经验和体会,监理应从以下几个方面对钢结构工程 进行质量控制: 一、依据:设计图纸和《钢结构工程施工质量验收规范》 (gb50205-2001) 二、钢结构焊接工程 1、材料质量要求: 1.1材料质量 1.1.1承重结构采用的钢材应具有抗拉强度、伸长率、屈服强度和硫磷 含量的合格保证,对焊接结构尚应具有碳含量的合格保证。 1.1.2钢结构焊接工程中所用的焊条、焊丝、焊剂、电渣焊熔嘴、焊 钉、焊接瓷环和施焊用的保护气体等必须有出厂质量合格证(质量证明 书)等质量证明文件。焊条应符合国标《碳钢焊条》gb/t5117或《低 合金钢焊条
钢结构质量控制要点 (2)
格式:pdf
大小:791KB
页数:39P
4.4
钢结构质量控制要点 钢结构工程质量控制要点 钢结构工程一般包括钢结构焊接工程、钢结构紧固件连接工程、钢零件及钢部件加 工工程、钢结构组装工程、钢构件预拼装工程、钢结构安装工程、压型金属板工程 和钢结构涂装工程等,根据钢结构工程特点,结合在钢结构厂房经验和体会,应从 以下几个方面对钢结构工程进行质量控制: 一、依据:设计图纸和《钢结构工程施工质量验收规范》(gb50205-2001) 二、钢结构焊接工程 1、材料质量要求: 1.1材料质量 1.1.1承重结构采用的钢材应具有抗拉强度、伸长率、屈服强度和硫磷含量的合格 保证,对焊接结构尚应具有碳含量的合格保证。 1.1.2钢结构焊接工程中所用的焊条、焊丝、焊剂、电渣焊熔嘴、焊钉、焊接瓷环 和施焊用的保护气体等必须有出厂质量合格证(质量证明书)等质量证明文件。焊 条应符合国标《碳钢焊条》gb/t5117或《低合金钢焊条》gb/
永钢SWRCH35K冷镦钢盘条的质量控制要点相关
文辑推荐
知识推荐
百科推荐

职位:给排水工程师
擅长专业:土建 安装 装饰 市政 园林


