





钢质基体黄铜堆焊气焊工艺研究
钢质基体黄铜堆焊气焊工艺研究——分析了钢质基体上气焊堆焊黄铜在生产操作过程中产生的各种问题及产生的原因,详细阐述了气焊堆焊工艺及消除这些缺陷的方法和对策.
 球墨铸铁气焊工艺探讨
球墨铸铁气焊工艺探讨 球墨铸铁气焊工艺探讨
球墨铸铁因其铸造性能差,常产生缩孔、缩松、夹渣、石墨漂浮、皮下气孔以及球化衰退等缺陷[1,2],其中缩孔、缩松和夹渣缺陷往往是球墨铸铁件的致命缺陷,相当一部分铸件因为局部位置的缺陷而报废。公司现
编辑推荐下载
H62黄铜及普通低碳钢材料气焊工艺开发 H62黄铜及普通低碳钢材料气焊工艺开发
格式:pdf
大小:124KB
页数:1P
 4.3
4.3
本文针对工业生产中最常见的h62黄铜的特性、焊接技术及工艺措施、工艺装备结构等进行焊接可行性和焊接工艺的研究,对采用的焊接材料、工艺方案等进行讨论,对焊接难点进行突破和改进,为国内工程提供合格的焊接工艺评定、减少工程开支,另一方面也为工程施工做好必要的技术储备。
工业燃气气焊工艺试验及应用热门文档
铬镍奥氏体不锈钢管与紫铜管的气焊工艺 铬镍奥氏体不锈钢管与紫铜管的气焊工艺
格式:pdf
大小:226KB
页数:1P
4.3
由于不锈钢与紫铜的物理特性差异较大,因此焊接时在焊缝及熔合区易产生裂纹。物理特性铬镍奥氏体不锈钢的物理特性铬镍奥氏体不锈钢管是以铬镍奥氏体不锈钢铸成的,无磁性,耐氧化性酸介质腐蚀性较强,而且具有高韧性和塑性,但强度较低。其熔点为1370~1400℃,共晶线膨胀系数略为18.7×10~(-6)k~(-1),导热率较小,略为21.35w/(m·k)。
全自动富氩气体保护焊工艺试验
格式:pdf
大小:177KB
页数:3P
3
全自动富氩气体保护焊工艺试验——通过对全自动富氩气体保护焊工艺试验及其焊接设备的选型对比,加深了对全自动富氩气体保护焊焊接普通低合金钢及高强度钢时的工艺特点的了解,选择了最佳焊接电源及配套设备,并分析了其技术难点,提出了解决方案,确定了合理的...

单面搭接焊工艺试验报告
格式:pdf
大小:74KB
页数:8P
4.7
. . 高家湾充电站项目 钢筋焊接工艺试验报告 施工单位:湖北景盛建筑工程有限公司 . . 钢筋电弧焊工艺试验报告审批表 工程名称 编 制 单 位 申报简述: 编制人: 年月日 施 工 单 位 审 批 审核意见: 施工单位技术负责人: 公章 年月日 监 理 单 位 审 批 审批意见: 总监理工程师: 公章 年月日 . . 目录 一、工程概况................................................................................ 二、指导依据⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 三、试验目的⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 四、施工准备⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 五、操作工艺⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 六、

单面搭接焊工艺试验报告
格式:pdf
大小:58KB
页数:8P
4.4
高家湾充电站项目 钢筋焊接工艺试验报告 施工单位:湖北景盛建筑工程有限公司 钢筋电弧焊工艺试验报告审批表 工程名称 编 制 单 位 申报简述: 编制人: 年月日 施 工 单 位 审 批 审核意见: 施工单位技术负责人: 公章 年月日 监 理 单 位 审 批 审批意见: 总监理工程师: 公章 年月日 目录 一、工程概 况......................................................... ....................... 二、指导依据⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 三、试验目的⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 四、施工准备⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 五、操作工艺⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 六、试验时间及试验结果⋯⋯⋯⋯⋯⋯⋯⋯
工业燃气气焊工艺试验及应用精华文档

006气焊工
格式:doc
大小:28KB
页数:2P
4.5
气焊工 1.1点燃焊(割).6时,应先开乙炔阀点火,然后开氧气阀调整火焰。关闭时应先关闭乙炔阀,再关氧气阀。 1.2点火时,焊炬口不得对着人,不得将正在燃烧的焊炬放在工件或地面上。焊炬带有乙炔气和氧气时,不得放在金属容器内。 1.3作业中发现气路或气阀漏气时,必须立即停止作业。 1.4作业中若氧气管着火应立即关闭氧气阀门,不得折弯胶管断气;若乙炔管着火,应先关熄炬火,可用弯折前面一段软管的办法止火。 1.5高处作业时,氧气瓶、乙炔瓶、液化气瓶不得放在作业区域正下方,应与作业点正下方保持在10m以上的距离。必须清除作业区域下方的易燃物。 1.6不得将橡胶软管背在背上操作。 1.7作业后应卸下减压器,拧上气瓶安全幅,将软管盘起捆好,挂在室内干燥处;检查操作场地,确认无着火危险后方可离开。 1.8
气焊工岗位职责
格式:pdf
大小:10KB
页数:2P
4.6
气焊工岗位职责 1、严格按照工艺要求、作业指导书和有关技术标准完成气焊和气割作业任 务。 2、主动与有关工种配合协调,确保各道工序作业质量。 3、正确使用维修和保养气焊和气割设备、工器具,严格执行安全操作规程, 杜绝一切不安全因素,确保施工安全。 4、检查、清理、标识焊缝,如实填写施工记录,做好气焊和气割作业完毕 后的工序交接准备。 5、工作完毕清理现场,清点工具、机具、设备,清除火灾隐患,做到工完 料净场地清。 6、遵守环保法规和公司各项管理制度,做好个人防护和环境保护工种。 7、参加岗位练兵及各种活动学习。 电焊工岗位职责 1、正确操作各类电焊机进行焊接作业。 2、认真检查焊件的坡口加工和装配质量,对不符合要求的拒绝施焊。 3、严格按照焊接作业指导书和有关技术文件完成焊接操作任务。 4、主动与有关工种协调配合,确保各道工序的质量。 5、执行焊工安全操作规程,确保施工安全。 6、正确使
气焊工、电焊工岗位工作标准 (3)
格式:pdf
大小:49KB
页数:3P
4.3
心之所向,所向披靡 气焊工、电焊工岗位工作标准 单位:维修站 序 号 工作 项目 工作 内容 工作要求考核条件 增减 分数 实际 得分 1 班前 准备 班前 讲话 与班 后总 结 1.布置当班生产工作。 2.告知生产中可能发生的危险与预防措施。 3.传达上级有关安全生产的工作要求。 4.总结本班的工作情况,查找不足之处,提出 整改措施。 1.未布置工作扣2分 2.未告知危害因素及预防措施扣2分 3.未传达安全工作要求扣2分 4.未做班后总结扣2分,对存在的问 题未整改扣2分 10 2 交接 班 1.严格按照“三一四到五报”的要求进行交接。 2.各种记录填写正确、清楚、无遗漏。 3.工作现场卫生整洁、工具齐全。 1.未按要求交接扣2分 2.记录填写未按要求,一项扣1分 3.工作现场未达要求,一项扣1分 5 3 基础 工作 资料 填报 1.字迹
气焊工、电焊工岗位工作标准 (2)
格式:pdf
大小:44KB
页数:2P
4.7
气焊工、电焊工岗位工作标准 单位:维修站 序 号 工作 项目 工作 内容 工作要求考核条件 增减 分数 实际 得分 1 班前 准备 班前 讲话 与班 后总 结 1.布置当班生产工作。 2.告知生产中可能发生的危险与预防措施。 3.传达上级有关安全生产的工作要求。 4.总结本班的工作情况,查找不足之处,提出 整改措施。 1.未布置工作扣2分 2.未告知危害因素及预防措施扣2分 3.未传达安全工作要求扣2分 4.未做班后总结扣2分,对存在的问 题未整改扣2分 10 2 交接 班 1.严格按照“三一四到五报”的要求进行交接。 2.各种记录填写正确、清楚、无遗漏。 3.工作现场卫生整洁、工具齐全。 1.未按要求交接扣2分 2.记录填写未按要求,一项扣1分 3.工作现场未达要求,一项扣1分 5 3 基础 工作 资料 填报 1.字迹工整、内容全面,
工业燃气气焊工艺试验及应用最新文档
气焊工、电焊工岗位工作标准
格式:pdf
大小:44KB
页数:2P
4.8
气焊工、电焊工岗位工作标准 单位:维修站 序 号 工作 项目 工作 内容 工作要求考核条件 增减 分数 实际 得分 1 班前 准备 班前 讲话 与班 后总 结 1.布置当班生产工作。 2.告知生产中可能发生的危险与预防措施。 3.传达上级有关安全生产的工作要求。 4.总结本班的工作情况,查找不足之处,提出 整改措施。 1.未布置工作扣2分 2.未告知危害因素及预防措施扣2分 3.未传达安全工作要求扣2分 4.未做班后总结扣2分,对存在的问 题未整改扣2分 10 2 交接 班 1.严格按照“三一四到五报”的要求进行交接。 2.各种记录填写正确、清楚、无遗漏。 3.工作现场卫生整洁、工具齐全。 1.未按要求交接扣2分 2.记录填写未按要求,一项扣1分 3.工作现场未达要求,一项扣1分 5 3 基础 工作 资料 填报 1.字迹工整、内容全面,
工业纯钛管材的焊接工艺试验与应用 工业纯钛管材的焊接工艺试验与应用
格式:pdf
大小:807KB
页数:5P
4.7
对工业纯钛管材进行了焊接工艺可行性试验,解决了钛管焊接中的一些难题,提出正确的焊前处理措施和最佳焊接工艺参数组合,可最大限度减少焊接接头氧化和气孔数量。
电渣压力焊工艺试验报告 (2)
格式:pdf
大小:53KB
页数:6P
4.5
第1页 电渣压力焊工艺试验报告 一、试验的目的 为确保安徽泓鸣润置业泓大城建设工程钢筋现场接头的施工质量满足 设计国家规范要求,对其焊接接头进行工艺评定试验,判定焊接工艺的可 行性和接头的质量效果,从而确定操作工艺规程和工艺参数,特进行工艺 评定。 二、适用范围 本工艺评定适用于安徽泓鸣润置业泓大城建设工程施工现场发生的同 规格、同型号的钢筋对接头的焊接。 三、试验的主要内容 1、检验施工人员的操作能力和掌握《钢筋焊接及验收规程》 (jgj18-2012)的水平; 2、确定配备机具、材料的规格型号; 3、确定焊接工艺过程中焊接参数,包括:焊接电流、焊接电压、通电 时间,拆除焊具时间。 四、资源配置 1、人员配置 电焊工:1名:姓名:______,电工:1名。技术员:1名 2、设备配置 bx1-630型交流弧焊机:2台;mh-36型埋弧钢筋电渣压力对焊机:2 第2页
![[整理]钢筋闪光对焊工艺试验](https://files.zjtcn.com/group1/M00/2F/DE/CgoBZ2AczGeAQxWRAAAyrNf_SC4405.jpg)
[整理]钢筋闪光对焊工艺试验
格式:pdf
大小:87KB
页数:12P
4.5
钢筋闪光对焊工艺试验 1、工程概况 南水北调中线一期工程总干渠设计桩号为ⅳ33+700~ⅳ38+000,标段长度4.3km, 标段内共有各种建筑物8座,其中:河渠交叉建筑2座(普济河倒虹吸、闫河倒虹吸), 节制闸、退水闸各1座,公路桥4座,抽排泵站8座。混凝土工程量约16.35万m3, 钢筋约11480t。 倒虹吸施工过程中,b18、b20、b22钢筋采用闪光对焊连接(闪光——预热—— 闪光焊)。为确保钢筋加工质量,在正式进行钢筋连接施工前,先进行钢筋闪光对焊工 艺试验。 2、试验目的 通过钢筋闪光对焊工艺性试验,确定闪光对焊时待焊钢筋的调伸长度、烧化留量、 顶锻留量以及变压器级数等焊接参数。确保现场钢筋焊接的质量。 3、编制的依据 (1)《水工混凝土钢筋施工规范》(dl/t5169-2002); (2)《钢筋焊接及验收规程》(jgj18-2003

单面搭接焊工艺试验报告2018
格式:pdf
大小:75KB
页数:8P
4.5
湖北景盛建筑工程有限公司 高家湾充电站项目 钢筋焊接工艺试验报告 施工单位:湖北景盛建筑工程有限公司 湖北景盛建筑工程有限公司 钢筋电弧焊工艺试验报告审批表 工程名称 编 制 单 位 申报简述: 编制人: 年月日 施 工 单 位 审 批 审核意见: 施工单位技术负责人: 公章 年月日 监 理 单 位 审 批 审批意见: 总监理工程师: 公章 年月日 湖北景盛建筑工程有限公司 目录 一、工程概况................................................................................ 二、指导依据⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 三、试验目的⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 四、施工准备⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 五、操作工艺⋯⋯⋯⋯⋯⋯
电渣压力焊工艺试验报告
格式:pdf
大小:36KB
页数:4P
4.8
1 电渣压力焊工艺试验报告 1.概况 本标段为温博段第三施工标段,地域上属于河南省焦作市的温县和博爱县, 设计桩号为iv22+000~iv28+500,标段长度6.5km,标段内共有各种建筑物9 座,其中:河渠交叉建筑物2座,左岸排水建筑物1座,分水口门建筑物1座, 公路桥3座,生产桥2座。 建筑物中的钢筋竖向连接采用电渣压力焊。在正式进行焊接施工前,先进行 焊接工艺试验。 2.试验目的 (1)检验施工人员的操作能力; (2)确定配备机具、材料的规格型号; (3)确定焊接工艺过程中焊接参数,包括:焊接电流、焊接电压、通电时 间,拆除焊具时间。 3.资源配置 3.1人员配置 电焊工:2名(附焊工证) 电工:1名 技术员:1名 3.2设备配置 bx1-630型交流弧焊机:2台; mh-36型埋弧钢筋电渣压力对焊机:2台; 秒表:2个。 3.3试验场
钢筋搭接焊工艺试验记录表
格式:pdf
大小:16KB
页数:1P
4.6
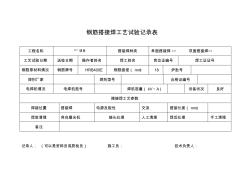
钢筋搭接焊工艺试验记录表 工程名称***项目搭接焊种类单面搭接焊□双面搭接焊□ 工艺试验日期送检日期操作者姓名焊工姓名岗位证编号焊工证证号 钢筋原材料情况钢筋牌号hrb400e钢筋直径(mm)18炉批号 焊剂厂家焊剂型号合格证编号 电焊机情况电焊机型号焊机容量(kv·a)设备状况良好 搭接焊工艺参数 焊接位置搭接焊电源及极性交流搭接长度(mm) 焊前清理角向磨光机接头处理人工清理焊后处理手工清理 备注 记录人:(可以是资料员或质检员)施工员:技术负责人:
电渣压力焊工艺试验报告
格式:pdf
大小:53KB
页数:6P
4.3
第1页 电渣压力焊工艺试验报告 一、试验的目的 为确保安徽泓鸣润置业泓大城建设工程钢筋现场接头的施工质量满足 设计国家规范要求,对其焊接接头进行工艺评定试验,判定焊接工艺的可 行性和接头的质量效果,从而确定操作工艺规程和工艺参数,特进行工艺 评定。 二、适用范围 本工艺评定适用于安徽泓鸣润置业泓大城建设工程施工现场发生的同 规格、同型号的钢筋对接头的焊接。 三、试验的主要内容 1、检验施工人员的操作能力和掌握《钢筋焊接及验收规程》 (jgj18-2012)的水平; 2、确定配备机具、材料的规格型号; 3、确定焊接工艺过程中焊接参数,包括:焊接电流、焊接电压、通电 时间,拆除焊具时间。 四、资源配置 1、人员配置 电焊工:1名:姓名:______,电工:1名。技术员:1名 2、设备配置 bx1-630型交流弧焊机:2台;mh-36型埋弧钢筋电渣压力对焊机:2 第2页
中厚复合板容器自动焊工艺试验研究 中厚复合板容器自动焊工艺试验研究
格式:pdf
大小:933KB
页数:3P
4.3
在中厚复合板容器焊接中,改变传统的焊接坡口形式和焊剂类型,提高了焊接速度,减少熔敷金属填充量,焊接变形小,并且节约了焊材,缩短了工期。
不锈钢铁路罐车的埋弧自动焊工艺试验及应用 不锈钢铁路罐车的埋弧自动焊工艺试验及应用
格式:pdf
大小:121KB
页数:2P
4.6
采用埋弧自动焊对304l不锈钢进行焊接,通过工艺试验,证明了焊接工艺的可靠性,不锈钢铁路罐车运行良好。
工业燃气气焊工艺试验及应用相关
文辑推荐
知识推荐
百科推荐


职位:暖通设计员
擅长专业:土建 安装 装饰 市政 园林


