

新型低造价小钻头冷挤压工艺的研究
格式:pdf
大小:516KB
页数:3P
人气 :94
 4.4
4.4
根据该新型钻头的特点 ,分析了采用机加工方法成形时存在的问题 ,明确指出冷挤压方法才是其可行的成形工艺 ,研究了其整个制造工艺流程。特别对其冷挤压工艺进行了深入研究。



 电锤钻头冷挤压工艺及模具设计
电锤钻头冷挤压工艺及模具设计 电锤钻头冷挤压工艺及模具设计
电锤钻头与各种电锤机配套使用,适合在混凝土、砖头、石头等硬质建材上钻孔,是建筑、安装行业中用途广、效率高的打孔工具。电锤钻头的型号多、批量大,是一种易损耗的工具配件。由于当前钻头的刃部采用落后的切削加工方法进行生产,存在产品质量低、材料单耗高、劳动强度大、效率较低及成本较高等严重缺点。因此,各厂要满足生产计划的要求是很困难的,只有改变原
编辑推荐下载
pcb小钻头
格式:pdf
大小:23KB
页数:2P
4.7
pcb小钻头 钻头的分类: 钻头是钻床上必用的一种工具,钻头种类很多,包括: 1、麻花钻,是孔加工刀具中应用最广的刀具。 麻花钻分为锥柄钻头和直柄钻头两种,一般把直径在于13mm的钻头做成锥柄,直径小于13mm的 钻头做成直柄的。 2、中心钻,有普通的和带护锥的两种。 3、扁钻,一般是根据需要自制的,用来加工硬锻件。 4、炮钻,工作部分是半圆形杆,其前面是平面,垂直于钻头轴线的切削刃在杆的端部。 pcb小钻头控钻床的钻头种类:印制板钻孔用钻头有直柄麻花钻头、定柄麻花钻头和定柄铲形 (undercut)钻头。直柄麻花钻头大都用于单头钻床,钻较简单的印制板或单面板,现在在大型的线路 板生产厂中已很少见到,其钻孔深度可达钻头直径的10倍。在基板叠层不高的情况下,使用钻套可 避免钻偏。 目前大部分的厂家使用数控钻床,数控钻床使用的是硬质合金的定柄钻头,其特点是能实现自动 更
低造价小钻头冷挤压工艺热门文档

冷挤压套筒施工工艺
格式:pdf
大小:1.8MB
页数:7P
4.4
钢筋套筒冷挤压连接施工技术 2018-12-1217:08 一、概述 钢筋套筒冷挤压连接是钢筋混凝土结构施工中钢筋连接的一项新技术。目前在我 国已建和在建的几个大的水电工程三峡水电站、小浪底工程、公伯峡水电站、拉 西瓦导流洞中都得到了广泛的运用。 1、钢筋套筒冷挤压技术的特点 (1)钢筋套筒冷挤压连接技术施工工艺简单,容易掌握。 (2)钢筋套筒冷挤压连接技术施工快,在施工中较传统的焊接方法可以节省大 量的时间。 (3)钢筋套筒冷挤压连接技术较传统钢筋焊接连接施工可以降低工程成本。 (4)钢筋套筒冷挤压连接技术适用于钢筋混凝土结构中钢筋直径为φ16-φ40 的带肋钢筋的径向挤压连接。 2、钢筋套筒冷挤压技术技术要求 带肋钢筋挤压连接施工中必须采用合适的挤压工艺和合理的验收标准,以确保施 工的质量完全达到设计要求。 二、钢筋套筒冷挤压连接技术材料及设备 (一)、材料 1、钢筋 挤
套筒冷挤压工艺及模具设计 套筒冷挤压工艺及模具设计
格式:pdf
大小:3.5MB
页数:8P
4.4
一、前言套筒扳手是各种机械没备必不可少的维修装配工具,要求一定的机械强度、耐磨性、表面光滑、手感舒适。一般用45钢,表面硬度为rc30左右,由于需求量大,采用机械加工工艺生产是无法适应的,用电加工工艺生产效率低、成本高。国内外一般对小规格的套筒(1″以下)多采用冷挤压成形或热锻工艺生产,大规格(1″以上)绝大多数用热锻工艺,由于加热产生氧化皮,使锻件表面粗糙并影响电镀质量。近年来日本在手工具生产中采用了

钻头选型
格式:pdf
大小:16KB
页数:4P
4.4
一、pdc钻头命名: 1、m1963钻头各字母和数字的意思? m:胎体pdc钻头(ms:刚体pdc钻头) 19:切削齿尺寸,¢19mm(13--¢13mm,08--¢8mm) 6:刀翼数 3:冠部形状,变化范围1~9,1---冠部抛物线最长;9---冠部抛物线最短 2、fs2663的含义? fs:刚体(fm:胎体) 2:2000系列 6:6刀翼(5:5刀翼) 6:复合片尺寸,6/8″--19mm(2:8mm;4:13mm,8:25.4mm) 3:布齿密度和位置。 3.g535的含义? g:金系列 5:复合片尺寸:19mm(4:1/2″--13mm) 3:冠部形状:1---9:尖---平 5:布齿密度。 二、pdc钻头选择原则 1、钻头冠部形状确定原则 不同冠形pdc钻头的攻击性依次为:长抛物线型>中等抛物线型>短抛物线型;按照岩石硬
空心钻头取芯钻头开孔器磁座钻钻头
格式:pdf
大小:14KB
页数:2P
4.7
空心钻头又名取芯钻头、开孔器、空心刀具、扩孔钻头、扩孔钻头、 磁座钻钻头、磁力钻钻头、磁性钻钻头等,空心钻头的工作原理:刀 头采用两组或多组3刃组合,3枚组合刃由若干个外刃、中刃、内刃 组成。每个刀刃在切削过程中,只负担1/3左右的工作量,加上每个 刀刃的内侧也均有切削刀。所以,可以使排屑非常顺畅。另外由于各 刃分别负担一部分切削工作的特性,使得该孔钻极不容易产生崩刃现 象,空心钻头钻头分类:高速钢钻头,硬质合金钻头t.c.t,钨钢钻头; 有效的削切深度:25mm、35mm、50mm、100mm、120mm、150mm、 180mm、300mm;钻孔直径规格:12mm至160mm;钻头主要材质 有高速钢类;粉末冶金类;硬质合金类。适合电动机:磁力钻/磁座 钻/钻床/车床/铣床,种类、规格齐全,适用于各种品牌的进口磁座 钻磁力钻,如:适合钻机:通用柄(一个平面
低造价小钻头冷挤压工艺精华文档
钻头知识
格式:pdf
大小:10KB
页数:2P
4.6
孔加工刀具一般可分为两大类:一类是从实体材料上加工出孔的刀具,常用的有麻花钻、中心钻和深 孔钻等;另一类是对工件上已有孔进行再加工的刀具,常用的有扩孔钻、铰刀及镗刀等。例如,下图示标 准高速钢麻花钻的结构。工作部分(刀体)的前端为切削部分,承担主要的切削工作,后端为导向部分, 起引导钻头的作用,也是切削部分的后备部分。 孔加工刀具按其用途可分为两大类: 一类是钻头,它主要用于在实心材料上钻孔(有时也用于扩孔)。根据钻头构造及用途不同,又可分为麻花 钻、扁钻、中心钻及深孔钻等; 另一类是对已有孔进行再加工的刀具,如扩孔钻、铰刀及镗刀等。 (一)麻花钻 麻花钻是一种形状复杂的孔加工刀具,它的应用较为广泛。常用来钻精度较低和表面较粗糙的孔。用高速 钢钻头加工的孔精度可达it11~it13,表面粗糙度可达6.3~25;用硬质合金钻头加工时则分别可达it10~ it11和3.2~12.
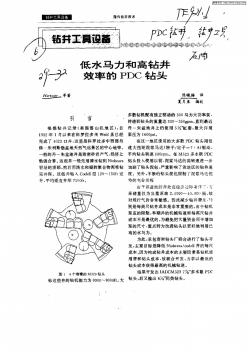
低水马力和高钻井效率的PDC钻头
格式:pdf
大小:1.1MB
页数:4P
4.4
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
套筒冷挤压
格式:pdf
大小:12KB
页数:2P
4.4
套筒冷挤压连接施工方案 一、施工概况 本工程筏板基础φ25超长钢筋连接接头采用套筒冷挤压连接技术。 二、执行标准 2.1.《钢筋机械连接通用技术规程》jgj107-96 2.2.《带肋钢筋套筒冷挤压连接技术规程》jgj108-96 三、施工准备 3.1.挤压设备压力测试、压模尺寸技术参数必须符合设计和规范要求; 3.2.套筒进场必须抽检合格,并有出厂合格证; 3.3.操作人员必须持证上岗; 3.4.待接钢筋连接端头的锈皮、油污等杂物应清理干净。且端头处50cm长 度必须平直,端面切口平整; 3.5.投入正式施工前应进行模拟试验,送检测站检验合格后方可正式进入施 工; 3.6.检测工具:划标志工具、压痕卡、板卡尺。 四、施工工艺 4.1工艺流程:钢套筒、钢筋挤压部位检查---------清理、矫正钢筋接头端部 -------压接标志------------
筒式钻头-取芯钻头
格式:pdf
大小:11KB
页数:1P
4.4
本网站中的螺旋钻头图片只为网上应用图片,实际钻头图片是根据地层提供。 声明:本公司所有产品均为原创产品,模仿者虽为貌似,但使用效果却大打折扣。 正基提供的特殊地层钻头。购买钻头,请认准“正基公司”。 正基公司是长螺旋钻机、弹簧振动锤、三环减速机及挖掘机升级旋挖钻机 改造、螺旋钻头、螺旋钻杆以及卵石、岩石、胶结岩、风化岩、建筑垃圾、 冻土等特殊地质的螺旋钻具和相关钻机配件等产品专业研制的公司。 长螺旋钻头产品规格:∮400mm,∮500mm,∮600,∮700,∮800,∮900, ∮1000。 适合于长螺旋端承桩施工(端承桩,一般将桩植入到比较稳固的地层, 深度为桩经的2倍左右做为持力层。以满足建筑物承载力的需要)。 例:大块的卵石、漂石、胶结岩、石灰岩、弱风化、中风化等岩石地层, 采用传统方法难以钻进。 而筒式钻头钻进时,装在底部周边的牙齿将周边岩石切断。同时岩石不断 的随
低造价小钻头冷挤压工艺最新文档

胎体钻头与钢体钻头的区别
格式:pdf
大小:9KB
页数:1P
4.5
钢体钻头和胎体钻头的区别主要是在: 1、制造方式不同:钢体钻头是由合金钢使头多轴的车床加工钻头的冠部形装,然后与接头对焊 而成。现在也有一体式钢体钻头了 胎体钻头是由各种胎体粉和金属钢架在模具内经过1000-15000度的高温烧结 而成。而后再与接头对焊 2、使用侧重点不同:钢体钻头适用于,不含砾抗压强度底易钻的地层快速钻进,他的流道较宽 也有处于岩屑的及时运移 胎体钻头主要是用的含砾和抗压强度高的难钻地层。它本身的强度较钢体钻头高。 钢体上部车有螺纹连接钻具,下部与胎体烧结在一起。刚体有一体式的,也有由两部分构成的, 即上部为合金钢车有螺纹,下部为低碳钢连接胎体。钢体上下两部分以螺纹连接在一起然后焊死。 胎体是镶嵌金刚石颗粒的基体,是由一定粒度的硬质合金粉加上适当的易熔金属作粘合剂,压制 烧结面而成。胎体形状即工作剖面,主要是指工作面的几何形状和工作面积的大小,是根
(完整版)小直径钻头(微钻)的正确使用
格式:pdf
大小:39KB
页数:6P
4.7
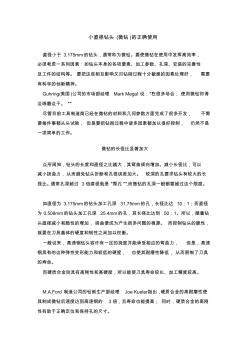
小直径钻头(微钻)的正确使用 直径小于3.175mm的钻头,通常称为微钻。要使微钻在使用中发挥高效率, 必须考虑一系列因素:如钻头本身的各项要素、加工参数、孔深、安装的完善性 及工件的结构等。要把这些相互影响又对钻削过程十分敏感的因素处理好,需要 有科学的创新精神。 guhring(美国)公司的市场部经理markmegal说:“在很多场合,使用微钻你得 边琢磨边干。” 尽管目前工具制造商已经在微钻的材料和几何参数方面完成了很多开发,不需 要每件事都从头试验,但是要把钻削过程中诸多因素都加以很好控制,仍然不是 一项简单的工作。 微钻的长径比显著加大 众所周知,钻头的长度和直径之比越大,其弯曲倾向增加。减小长径比,可以 减小挠曲力,从而避免钻头折断和孔径误差加大。较深的孔要求钻头有较大的长 径比。通常孔深超过3倍直径就是“深孔”,而微钻的孔深一般都要超

钻头选型 (2)
格式:pdf
大小:16KB
页数:4P
4.5
一、pdc钻头命名: 1、m1963钻头各字母和数字的意思? m:胎体pdc钻头(ms:刚体pdc钻头) 19:切削齿尺寸,¢19mm(13--¢13mm,08--¢8mm) 6:刀翼数 3:冠部形状,变化范围1~9,1---冠部抛物线最长;9---冠部抛物线最短 2、fs2663的含义? fs:刚体(fm:胎体) 2:2000系列 6:6刀翼(5:5刀翼) 6:复合片尺寸,6/8″--19mm(2:8mm;4:13mm,8:25.4mm) 3:布齿密度和位置。 3.g535的含义? g:金系列 5:复合片尺寸:19mm(4:1/2″--13mm) 3:冠部形状:1---9:尖---平 5:布齿密度。 二、pdc钻头选择原则 1、钻头冠部形状确定原则 不同冠形pdc钻头的攻击性依次为:长抛物线型>中等抛物线型>短抛物线型;按照岩石硬
与经典牙轮钻头和PDC钻头相比复合式钻头的独特优势 与经典牙轮钻头和PDC钻头相比复合式钻头的独特优势
格式:pdf
大小:119KB
页数:未知
4.8
本文将介绍融合牙轮钻头和pdc钻头为一体的新一代复合式钻头。复合式钻头与牙轮钻头的差异在于:复合式钻头的机械钻速与转速成线性关系,而牙轮钻头的机械钻速与转速为小于1的指数关系。换言之,在使用常规动力钻具的条件下复合式钻头的效率明显高于牙轮钻头。但牙轮为复合式钻具带来了良好的动力学稳定性。与常规pdc钻头相比,复合式钻头的扭转振荡降低了50%,低转速的粘滑和高转速涡动也大幅降低。这使得复合式钻头具有更广阔的应用空间,同时增强了定向井钻进过程中对工具面的控制。
钻头合理选用
格式:pdf
大小:12KB
页数:2P
4.5
硬质合金钻头的合理选用 过去,人们一直认为钻削加工必须在较低的进给量和切削速度下进行,这种观点在使用普通钻头 的加工条件下曾经是正确的。如今,随着硬质合金钻头的出现,钻削加工的概念也发生了变化。事 实上,通过正确选用合适的硬质合金钻头,可以大幅度提高钻削生产率,降低每孔加工成本。 硬质合金钻头的基本类型 可供用户选择的硬质合金钻头分为四种基本类型:整体硬质合金钻头、硬质合金可转位刀片钻头、 焊接式硬质合金钻头和可更换硬质合金齿冠钻头。每种钻头都具有适合特定加工条件的优点。 (1)整体硬质合金钻头 整体硬质合金钻头适于在先进的加工中心上使用。这种钻头采用细颗粒硬质合金材料制造,为延 长使用寿命,还进行了tialn涂层处理,专门设计的几何刃型使钻头具有自定心功能,在钻削大多 数工件材料时具备良好的切屑控制及排屑性能。该钻头的自定心功能和严格控制的制造精度可确保 孔的钻削质量,钻削

钻头粗细标准
格式:pdf
大小:19KB
页数:1P
4.5
钻头规格及长度 钻头外径钻头长度钻头外径钻头长度 φ20mm350mmφ102mm350mm/420mm φ22mm350mmφ108mm350mm/420mm φ24mm350mmφ110mm350mm/420mm φ26mm350mm/420mmφ114mm350mm/420mm φ28mm350mm/420mmφ120mm350mm/420mm φ30mm350mm/420mmφ127mm350mm/420mm φ32mm350mm/420mmφ132mm350mm/420mm φ38mm350mm/420mmφ150mm350mm/420mm φ40mm350mm/420mmφ159mm350mm/420mm φ44mm350mm/420mmφ166mm350mm/420mm φ50mm350m
低造价小钻头冷挤压工艺相关
文辑推荐
知识推荐
百科推荐


职位:总监理工程师
擅长专业:土建 安装 装饰 市政 园林


