

导电游丝自动化焊接系统控制软件设计
格式:pdf
大小:220KB
页数:3P
人气 :54
 4.8
4.8
导电游丝是惯性仪表中的关键零件,直接关系到惯性仪表的精度,而惯性仪表的精度性能则直接决定了导航与制导的精度。导电游丝自动化焊接系统用于惯性仪表中导电游丝的激光焊接,控制导电游丝的焊装干扰力矩。基于C#设计的自动化焊接系统控制软件,采用模块化设计,每个子模块通过相应的通信接口与硬件设备进行通信连接,实现了对各设备的单独控制。控制软件根据系统功能调用相应子模块,控制各设备协调运行,实现对系统的整体控制。根据导电游丝的焊接工艺流程,设计了焊接流程自动化控制模块,实现了导电游丝的自动化焊接。




基于VxWorks的空调系统控制软件设计
基于vxworks软件环境,针对空调系统工作模式多、工作模式之间逻辑复杂等特点开发了空调系统的控制软件。将系统的功能按照任务优先权行划分,并采用状态转换机实现的模式间的转换。通过tornado软件调试环境,对软件设计进行了修改和完善,保证了空调系统软件的正确性。
LED门楣系统控制软件设计方案
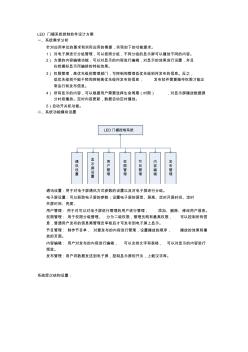
led门楣系统控制软件设计方案 一、系统需求分析 针对应用单位的要求和实际应用的需要,实现如下的功能要求。 1)对电子屏进行分组管理,可以按照分组,不同分组的显示屏可以播放不同的内容。 2)方便的内容编辑功能,可以对显示的内容进行编辑,对显示的效果进行设置,并且 在线模拟显示所编排的特技效果。 3)权限管理,高优先级别管理部门,可控制和管理低优先级别所发布的信息。反之, 低优先级别不能干预和控制高优先级所发布的信息,发布软件需要操作权限才能正 常运行和发布信息。 4)所有显示的内容,可以根据用户需要选择生命周期(时限),对显示屏播放数据源 分时段播放。定时内容更新,数据自动定时播放。 5)自动开关机功能。 二、系统功能模块设置 led门楣控制系统 通 讯 设 置 显 示 屏 设 置 用 户 管 理 权 限 管 理 节 目 管 理 内 容 编 辑 发 布 管 理 通讯设置:用于
编辑推荐下载
 法兰自动焊接系统的研究与设计
法兰自动焊接系统的研究与设计 法兰自动焊接系统的研究与设计
格式:pdf
大小:220KB
页数:2P
4.7
对人工操作的法兰焊机的工作过程进行仔细研究后,提出了一套方案来设计相应的法兰自动焊机,文中主要介绍所设计的法兰自动焊机系统的结构及工作原理。
有条件接收系统的终端控制软件设计 有条件接收系统的终端控制软件设计
格式:pdf
大小:45KB
页数:3P
4.7
随着有线广播电视网络技术的发展,数字有线电视以其高质量、多业务的特点逐渐替代传统的模拟电视。业务的实现不仅需要前端和网络的配合,还需要终端用户设备的支持。本文介绍一种有条件接收系统的终端控制软件设计技术。文中首先介绍有条件接收终端系统的基本原理和系统构成,接着介绍接收终端控制软件的ca进程、si监控和ca滤波等模块的原理和实现方法,最后给出了研究的结果,并对其进行了讨论。
导电游丝自动化焊接系统控制软件设计热门文档
自动化存取系统控制优化研究综述 自动化存取系统控制优化研究综述
格式:pdf
大小:125KB
页数:5P
4.7
控制优化是提高自动化存取系统效率的有效途径。对比分析了自动化存取系统控制优化策略在生产和配送领域的应用特点,指出生产领域自动化存取系统控制优化主要关注货物出库的实时性,而配送领域则更关注货物出入库的总体平衡。调研了货位分配、停靠点策略、存取指令排序、订单批次化等主要控制优化问题的国内外研究成果,分析了自动化存取系统控制优化未来的研究方向。
EPON系统中ONU的测试自动化系统分析和软件设计 EPON系统中ONU的测试自动化系统分析和软件设计
格式:pdf
大小:335KB
页数:3P
4.7
文章提出了一种epon系统测试自动化的四层结构框架和实现方法,完成了对epon系统中onu端系统软件的自动化测试。测试软件采用简洁、高效、易移植的tcl/tk语言实现,结构框架中平台脚本和控制脚本相分离,使之具有良好的扩展性。测试过程中将配置命令进行封装,采用api函数操作测试仪,模拟现实网络中的各种不同数据包,实现对bridge、qosi、gmp、mstp等功能的系统测试。提供简洁的操作界面和友好的人机交互,在回归测试中能够快速定位bug和自动测试过程中的出错信息,有效地解决了手动测试工作量大、耗时、测试结果不一致等问题,提高了测试效率。
大直径钢管环焊缝自动组装焊接系统 大直径钢管环焊缝自动组装焊接系统
格式:pdf
大小:501KB
页数:3P
4.8
在水电站压力钢管道施工中,钢管接头处往往具有大小不同的椭圆度,为解决这一问题,特地研制了"大直径压力钢管环焊缝组装对接自动化系统"。简要介绍了该系统的结构、组成及工作原理。
变电站综合自动化监控软件设计毕业设计
格式:pdf
大小:2.1MB
页数:29P
4.7
兰州交通大学毕业设计(论文) -i- 摘要 变电站综合自动化微机监控系统是变电站综合自动化系统最基本的子功能系统, 涉及到变电运行、监视控制等方面的内容,使变电站的监视和控制发生了根本的变化。 因此,研究变电站综合自动化微机监控系统具有迫切的现实需要和重大的实际意义。 根据变电站综合自动化系统的现状和发展趋势,应用分层、模块化和面向对象的 设计方法和组态技术,本文从设计原则、实现原理、整体结构、软硬件部分、功能模 块的应用程序等方面对分层分布式变电站综合自动化微机监控系统进行了分析和设 计,主要完成以下内容: (1)通过对变电站综合自动化系统及微机监控系统进行比较详细地研究,同时对分 区所自动化微机监控系统的基本原理、系统结构进行分析和研究,提出了该系统的总 体设计方案和框图,并对它的整体结构进行设计。 (2)在掌握组态王软件应用和开发的基础上,了解变电站综合自动化系统的构
焊接钢管超声波自动探伤检测系统的软件设计与应用 焊接钢管超声波自动探伤检测系统的软件设计与应用
格式:pdf
大小:270KB
页数:5P
4.7
分析了焊接钢管超声波自动探伤检测系统的软件设计以及在焊接钢管检测中的应用状况。该系统把传统的超声波无损检测技术和先进的工业控制计算机、虚拟仪器、智能化探伤等技术相结合,通过探伤操作程序,可实现对复杂缺陷回波的准确评价和严格筛选,有效地避免了系统的误报警,而且其缺陷波形回放克服了超声波自动探伤检测中的缺陷种类难以识别的不足。现场使用证明该系统误报率小于2%,漏报率为0。
导电游丝自动化焊接系统控制软件设计精华文档
焊接钢管超声波自动探伤系统中的软件设计与应用 焊接钢管超声波自动探伤系统中的软件设计与应用
格式:pdf
大小:392KB
页数:4P
4.5
分析了焊接钢管超声波自动探伤系统的软件设计以及在焊接钢管检测中的应用状况。把传统的超声波检测技术和先进的工业控制计算机、虚拟仪器和智能化探伤等技术相结合,配合精心编制的探伤操作程序,可做到对复杂缺陷回波的准确评价和严格筛选,有效地避免了系统的误报警。缺陷波形回放功能克服了超声波自动探伤中的缺陷种类难以识别的不足,并做到误报率<2%,漏报率为0。
EILog测井系统前端数据采集控制软件设计与实现 EILog测井系统前端数据采集控制软件设计与实现
格式:pdf
大小:622KB
页数:4P
4.7
eilog测井系统是基于前端和后台的网络化分布式架构设计的,前端是基于vxworks嵌入式实时多任务操作系统设计开发,主要负责系统硬件的控制与数据采集;后台主要负责数据的处理、数据显示和绘图等功能。从测井信号采集控制时序以及采集接口板的特点分析入手,阐述了操作系统平台选择的设计思想,介绍了vxworks操作系统的特点,以及基于vxworks操作系统实现cpci总线采集接口板的设备驱动,讨论了利用vxworks操作系统多任务技术如何实现测井信号的采集与控制,以及vxworks与windows前后台之间的的数据接收和命令控制的方式。基于此架构设计的acme采集软件已经成功应用。
铜铝管焊接系统的原理设计 铜铝管焊接系统的原理设计
格式:pdf
大小:595KB
页数:5P
4.4
为实现铜铝管的优质焊接,需要研制相应的焊接设备。采用功能分析法这一现代机械系统设计方法,通过对总功能的分解和功能元的组合,得到了铜铝管焊接系统的功能结构,进而得到其形态学矩阵。通过对形态学矩阵中各方案的分析评价,得到了最佳方案。研制出的铜铝管焊接设备,整体性能优良。
铜铝管焊接系统原理设计 铜铝管焊接系统原理设计
格式:pdf
大小:534KB
页数:5P
4.4
为实现铜铝管的优质焊接,需要研制相应的焊接设备.以系统的观点,采用功能分析法这一现代机械系统设计方法进行分析设计.通过对总功能的分解和功能元的组合,得到了铜铝管焊接系统的功能结构,进而得到其形态学矩阵.通过对形态学矩阵中各方案的分析评价,最终得到了最佳可行方案.实际研制出的铜铝管焊接设备,整体性能达到了国际先进水平.
超超临界锅炉受热面管系连接件自动化焊接系统设计 超超临界锅炉受热面管系连接件自动化焊接系统设计
格式:pdf
大小:254KB
页数:2P
4.5
超超临界锅炉是今后火电机组的发展方向,在超超临界锅炉受热面管系中,由于受到结构布置等原因大量使用活动连接件,目前全部采用焊条电弧焊(smaw)技术,产品制造精度不高,产品质量不稳定,生产效率低下。针对活动连接件的焊接技术要求以及分布规律、件形状、尺寸一致的特点,设计了龙门式气体保护焊接机器人机械结构,使用otc的dp400全数字igbt逆变控制直流脉冲自动焊接电源,构建了基于触摸屏的自动焊plc控制系统。该系统能实现多组合的焊接参数设定,优化焊接工艺参数匹配。
导电游丝自动化焊接系统控制软件设计最新文档
单片机控制热继电器自动等离子弧焊接系统 单片机控制热继电器自动等离子弧焊接系统
格式:pdf
大小:382KB
页数:3P
4.6
采用组装成型——集约加工的加工工艺。以单片机为基的自动完成三根接线杆的等离子弧焊接过程。生产率高,产品合格率高。
旋转电弧水下药芯焊丝电弧焊的智能化焊接系统 旋转电弧水下药芯焊丝电弧焊的智能化焊接系统
格式:pdf
大小:1.2MB
页数:5P
4.7
论述了基于旋转电弧传感的湿法水下电弧焊v形坡口焊缝跟踪技术。搭建了基于旋转电弧传感器的水下焊缝自动跟踪试验系统的硬件平台,确定了浅水水下湿法药芯焊丝焊接(fcaw))的工艺参数。利用焊接电流区间积分差值法进行焊枪水平偏差和竖直偏差的判别,通过数字信号处理来提高信号的稳定性、可靠性和一致性;通过理论和试验数据的分析,得到了水平和竖直方向的偏差判别方法;设计了模糊控制器和复合pid控制器,通过不同条件下的试验证明了以上工作的有效性。
塑壳式断路器中导电系统的焊接应用 塑壳式断路器中导电系统的焊接应用
格式:pdf
大小:546KB
页数:4P
4.3
为使导电部件接头处有良好的导电性能,减少零件间接头电阻,提高接头强度,本文从设计的角度阐述了塑壳式断路器导电系统零件的焊接加工,包括焊接方法、接头方式、电极的选用、钎料与钎剂的使用及整个导电系统零件焊接加工工艺中的应用过程。

浅析电厂电气自动化系统控制
格式:pdf
大小:243KB
页数:2P
4.5
本文就电厂自动化的控制范畴和技术方案进行了讨论,介绍了常用的现场总线及其在电厂自动化系统中的应用,介绍了基于现场总线的电气监控系统(fecs)和dcs的一体化解决方案。

监控系统中控制软件的工程化设计与实现
格式:pdf
大小:368KB
页数:2P
4.4
主要探讨微机监控系统中控制软件的工程化设计方法,介绍了模块化程序设计和结构化程序设计的基本原理,具体分析了在电锅炉微机控制系统中,采用模块化程序设计和结构化的程序设计相结合的设计思路,给出了程序框图。实践证明,这是一种行之有效的方法,取得了很好的实际效果。
一款重型包装抗压系统控制软件的设计与开发 一款重型包装抗压系统控制软件的设计与开发
格式:pdf
大小:174KB
页数:未知
4.6
以c语言为设计平台,针对重型包装抗压试验机设计开发了一款重型包装抗压系统控制软件。该软件平台主要由伺服电机控制软件、数据采集软件、数据处理软件等模块构成,具有多种功能,主要用于各类大型尺寸瓦楞纸箱、蜂窝纸箱和木托盘的抗压强度检测与试验。另外,该软件还可以用于家用电器、各类金属部件、仪器等物品的抗压强度测试。测试结果表明,该软件具有较高的测量精度。
压力表密封性检测系统控制软件的设计 压力表密封性检测系统控制软件的设计
格式:pdf
大小:114KB
页数:未知
4.7
本文根据压力表密封性检测系统的工作循环,详细讨论了压力表密封性检测系统的工作原理,并分析了控制编程的一些情况,采用步进指令编程方式及相关编程软件,设计系统控制梯形图并编制控制程序.
双系统电脑横机在PC环境下的控制软件设计 双系统电脑横机在PC环境下的控制软件设计
格式:pdf
大小:266KB
页数:未知
4.4
从双系统电脑横机控制系统的组成部分入手,以windowsxp为开发平台,以visualc++6.0软件为开发工具,采用can总线的上位机和dsp下位机的两级控制结构开发双系统电脑横机上位机控制软件,以实现对以dsp为核心的电脑横机的操作与控制。介绍了pc和dsp下位机的两级控制结构、数据转换、软件的设计思路以及软件操作界面的设计,并详细阐述了系统参数设置模块、运行模块、文件操作模块、串口通讯这4部分内容。在浙江恒强335系列电脑横机上的测试结果表明,与传统的控制软件相比,该软件界面更友好,实时性强、可实现复杂的花型编织,有助于提高国产电脑横机的技术水平。
压路机振动轮自动焊接系统设计 压路机振动轮自动焊接系统设计
格式:pdf
大小:509KB
页数:未知
4.4
1.概述焊接技术进步对推动振动轮生产具有十分重要意义,尤其是振动轮轮圈与幅板环缝焊接,过去是焊工在φ1.6m筒体内手工焊接,操作能见度差,劳动条件恶劣,特别是夏天焊接时由于筒内的气温高,焊工劳动强度大,焊缝质量难以保证,故焊缝的开裂、气孔、漏油缺陷等经常发生。对此,公司决定开发制造振动轮自动焊专机,着手研究振动
基于启发式算法的自动生产线控制软件设计 基于启发式算法的自动生产线控制软件设计
格式:pdf
大小:532KB
页数:未知
4.3
在一种快速启发式算法的基础上,基于微软mfc单文档程序框架设计了一款自动生产线控制软件。该控制软件作为c/s(客户端/服务器)结构中的客户端,利用启发式算法优化生产线工序的加工序列,采用以太网网络通信与控制器之间的进行命令交互,实现了生产线加工的优化和自动控制,且实际车间试运行表现良好。
导电游丝自动化焊接系统控制软件设计相关
文辑推荐
知识推荐
百科推荐


职位:暖通弱点电气工程师
擅长专业:土建 安装 装饰 市政 园林


