

常用助焊剂
格式:pdf
大小:80KB
页数:2P
人气 :85
 4.7
4.7
| 网站首页 | 论文首页 | 论文系统 | SMT专家论坛 | 软件下载 | 图片欣赏 | 网上大卖场 | 娱乐吧 | 留言簿 | 设为首页 联系站长 加入收藏 您现在的位置: SMT专家网论文系统 >> 论文系统 >> PCB基础知识 >> 正文 2004年6月18日 星期五 助焊剂的主要种类 热 助焊剂的主要种类 [ 作者:smt_fenny 转贴自:本站原创 点击数:359 更新时间:2004-2-24 文章录入:smt_fenny ] 助焊剂的主要种类 1、无机助焊剂 无机助焊剂具有高腐蚀性,由无机酸和盐组成,如盐酸,氢氟酸,氯化锡,氟化钠或钾,和氯化锌。这些助焊剂能够去掉铁和非铁金属的 氧化膜层,如不锈钢,铁镍钴合金和镍铁,这些用较弱助焊剂都不能锡焊。 无机助焊剂一般用于非电子应用,如铜管的铜焊。



助焊剂
一.化学品及企业标识 物品名称:无铅环保助焊剂 俗称:无铅助焊剂(环保型) 供应商名称/地址:厦门德邦化工有限公司 紧急联络电话:(0755) 紧急联络传真:(0755) 二.成份/组成信息 物质成分之中英文名称cas编号名称含量wt%名称含量wt% 脂肪族醇~调节剂ar400ppm 羧酸~ 润湿剂ar20ppm 三.物理及化学特性 外观:液体 颜色:无色透明 气味:洒精味略带香蔗水味 比重20℃时:± 挥发性/容积: 蒸气密度(空气=1): 沸点℃:~ 水溶性:溶于水 溶剂溶性:溶于洒精、异丙醇、丙酮 四.急救措施 吸入:即将患者转移至空气清新处,于半躺坐位置,松开衣服,患者呼吸困难须进行人工呼吸,及时就 医. 皮肤接触:用大量的清水及肥皂冲洗,除去所有被沾污的衣物,并就医. 眼睛接触:用大量清水立即冲洗,及时就医. 吞入:勿

助焊剂 (2)
助焊剂msds(物质安全资料表) 一、产品 品名:免清洗环保助焊剂 化学组成:专利配方有机类混合物 产品用途:电子产品的免清洗焊锡工艺(波峰焊、热浸焊) 二、组成 名称含量wt%名称含量wt% 脂肪族醇cp~调节剂ar400ppm 羧酸ar~润湿剂ar20ppm 三、物理及化学特性 外观:液体 颜色:无色透明 气味:酒精味略带香蔗水味 比重20℃时:± 挥发性/容积: 蒸气密度(空气=1): 沸点℃:~ 水溶性:溶于水 溶剂溶性:溶于洒精、异丙醇、丙酮 四、防火资料 闪点: 灭火材料:二氧化碳,泡沫灭火器,干粉灭火,黄砂,湿麻袋 特殊灭火程序:用湿麻袋覆盖火焰发生处,至火灭为止 五、反应资料 稳定性:稳定 危害分解物:一氧化碳,二氧化碳 不相溶物质:氯丁橡胶不可长期接触,尿素氮肥,硫酸,强氧化剂 避免的情况:热,明火,火花 六、健康危害资料 误食
编辑推荐下载

助焊剂MSDS
格式:pdf
大小:12KB
页数:8P
4.4
东莞市奥本特电子材料有限公司 无铅助焊剂 js801b ◆技术资料表 ◆产品承认书 ◆sgs报告 产品简介introduction 无铅免洗助焊剂经由特殊的活动化制程,复合而成免洗低固量、中活性的电子助焊剂,焊接后 的板面透明而干净,且有快干不粘手的特性,符合焊接行业规定的mil-14256及美国联邦 qq-s-571标准。 产品特点features 焊接表面无残留、无粘性、焊接后表面与焊前一样 ●本剂不具任何腐蚀的残留物 ●本剂低烟,不污染工作环境,不影响人体健康 ●本剂有极高的表面绝缘阻抗值 ●通过严格的阻抗测试 ●通过严格的铜镜测试 ●焊锡表面与零件面无白粉产生,无吸湿性 ●上锡速度快、润湿(wetting)性高,即使很小的贯穿孔依然可以上锡。 适用范围scope 计算机、通讯设备、电视机、音响设备、家用电器、仪器设备、医疗设备、ups等电子行业 pcb板

助焊剂后的残留物怎么清洗?
格式:docx
大小:13KB
页数:1P
3.9
电子产品制造过程中,焊接是其中一个重要工艺,在电路焊接过程中为保证焊接质量,都要使用助焊剂,助焊剂好坏,直接严重影响产品性能。大多时候助焊剂都有残留,那需要什么清洗呢?
常用助焊剂热门文档
助焊剂在镀锡铜线中的作用
格式:pdf
大小:27KB
页数:1P
4.5
用心专注,服务专业 助焊剂在镀锡铜线中的作用 助焊剂在镀锡铜线中的作用主要是: 1.利用还原性化学反应,去除母线和焊料合金表面的氧化物,为液态焊料在母线材上的 润湿铺展创造条件。 2.在焊接完成之前,助焊剂可以保护母材和焊料合金表面,防止其二次氧化。 3.在焊接完成之前,助焊剂经常是以液态薄层附盖于母材甚至是焊料合金表面,因此助 焊剂要具备一定的传热能力以保证焊接热量可以有效地传递给被焊部位。 4.助焊剂可以起到界面活性作用,改善液态焊料对母材的润湿铺展能力。

设备物料EHS危害评估表(助焊剂)
格式:pdf
大小:18KB
页数:1P
4.4
设备/物料名称:助焊剂评估分类:年度评估 序号状态总评备注 泄漏污染环境1做好二级防漏。合格 化学废物污染环境2使用中产生的废物、抹布等,由专业公司回收。合格 接触到皮肤伤害皮肤1使用时需配戴胶手套,张贴配戴手套温馨提示。合格 有害气体伤害呼吸道2使用时需配戴胶活性炭口罩,张贴配戴活性炭口罩温馨提示。合格 伤害人的眼睛3安装洗眼器,并定期检点。合格 1储存在独立的仓库,仓库内安装防爆灯和防爆开关。鉴于本厂用量 少,助焊剂存放于使用车间合格 2使用和储存助焊剂的场所,张贴严禁烟火标识,配备灭火器。合格 3在抽取或在转移过程中,为防止静电,需要有接地装置。合格 1msds张贴在现场。合格 2员工上岗前需进行培训合格。合格 3所有化学品必需有中文名称标
助焊剂(20201014091217)
格式:pdf
大小:47KB
页数:6P
4.6
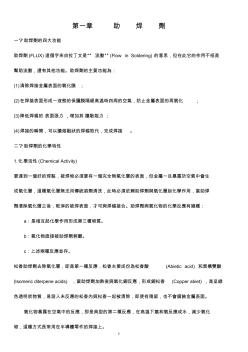
1 第一章助焊劑 一?助焊劑的四大功能 助焊劑(flux)這個字來自拉丁文是“流動”(flowinsoldering)的意思,但在此它的作用不祇是 幫助流動,還有其他功能。助焊劑的主要功能為: (1)清除焊接金屬表面的氧化膜; (2)在焊接表面形成一液態的保護膜隔絕高溫時四周的空氣,防止金屬表面的再氧化; (3)降低焊錫的表面張力,增加其擴散能力; (4)焊接的瞬間,可以讓熔融狀的焊錫取代,完成焊接。 二?助焊劑的化學特性 1.化學活性(chemicalactivity) 要達到一個好的焊點,被焊物必須要有一個完全無氧化層的表面,但金屬一旦暴露於空氣中會生 成氧化層,這種氧化層無法用傳統溶劑清洗,此時必須依賴助焊劑與氧化層起化學作用,當助焊 劑清除氧化層之後,乾淨的被焊表面,才可與焊錫接合。助焊劑與氧化物的化學反應有幾種: a:是相互起化學作用形成第三種

助焊剂(20201014091222)
格式:pdf
大小:82KB
页数:10P
4.7
目前国内最常用的可靠性评价试验主要为:表面绝缘阻抗测试,其次铜镜腐蚀测试、 离子浓度测试、软钎焊性试验等。 表面绝缘阻抗测试 试验时用规定的材质的梳型电极或环型电极,均匀地涂覆定量的焊剂,在约85℃的温度 下干燥30rain作为试片。先在常态下测定上述试片的绝缘电阻,然后将试片置于温度为 (40±2)℃,湿度约90%的恒温恒湿箱中,保持96h后取出,再放人用在(20±2)℃温度下的特 级酒石酸钠的饱和溶液调节湿度(90%)的干燥器中,在1h内取出,然后在标准状态下,使 用绝缘电阻测定器测定表面绝缘电阻。表面绝缘电阻值大于108ω才算符合可靠性要求。 国外对于免清洗助焊剂的表面绝缘电阻要求较高,一般要求做加偏置电压、长时间潮 热试验。观察焊后焊剂残留物对表面绝缘电阻的时效影响,以此来衡量免清洗助焊剂的可靠 性。 铜镜腐蚀测试 将欲测试的免清洗助焊剂滴在铜板
常用助焊剂精华文档
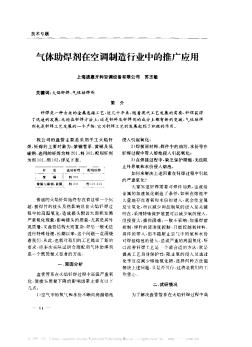
气体助焊剂在空调制造行业中的推广应用
格式:pdf
大小:414KB
页数:3P
4.5
钎焊是一种古老的金属连接工艺,近几十年来,随着现代工艺发展的需要,钎焊获得了迅速的发展,无论在钎焊方法上,还是钎料及钎焊剂的成分上都有新的突破,气体助焊剂也是钎焊工艺发展的一个产物,它为钎焊工艺的发展起到了积极的作用。
埋弧焊常用焊丝及配用焊剂
格式:pdf
大小:23KB
页数:2P
4.3
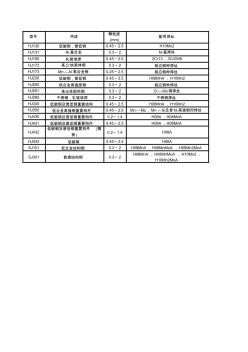
型号用途 颗粒度 (mm) 配用焊丝 hj130低碳钢,普低钢0.45~2.5h10mn2 hj131ni基合金0.3~2ni基焊丝 hj150轧辊堆焊0.45~2.52cr13,3cr2w8 hj172高cr铁索体钢0.3~2相应钢种焊丝 hj173mn—al高合金钢0.25~2.5相应钢种焊丝 hj230低碳钢,普低钢0.45~2.5h08mna,h10mn2 hj250低合金高强度钢0.3~2相应钢种焊丝 hj251珠光体耐热钢0.3~2cr—mo钢焊丝 hj260不锈钢,轧辊堆焊0.3~2不锈钢焊丝 hj330低碳钢及普低钢重要结构0.45~2.5h08mna,h10mn2 hj350低合金高强钢重要构件0.45~2.5mn—mo,mn—si及含ni高强钢用焊丝 hj430低碳钢及普低钢重要构件0

焊剂知识
格式:pdf
大小:207KB
页数:5P
4.7
一、烧结焊剂型号释义 埋弧焊用烧结焊剂的型号均按照gb/t5293-1999《埋弧焊用碳钢焊丝和 焊剂》、gb/t12470-2003《埋弧焊用低合金钢焊丝和焊剂》、gb/t17854-1999 《埋弧焊用不锈钢焊丝和焊剂》的规定进行定名与考核。 例:gb/t5293-1999标准中焊剂型号的表示方法:fx1x2x3-hxxx f:表示焊剂; x1:表示熔敷金属抗拉强度最小值; x2:表示试样状态(a:焊态p:焊后热处理状态); x3:表示熔敷金属冲击吸收功不小于27j时,对试验温度的要求; hxxx:表示焊丝型号。 例举:f4a2-h08a:焊丝牌号 所示焊剂与h08a焊丝配合所焊熔敷金属试样在焊态下,其抗拉强度最 小值为415mpa,在-20℃试验温度下的冲击吸收功不小于27j。 (x1)熔敷金属拉伸性能代号及要求 拉伸性能代号x1抗拉强度mpa屈服或

确信电子推出ALPHA EF-6100低固含量波峰焊助焊剂
格式:pdf
大小:163KB
页数:2P
3
确信电子推出alphaef-6100低固含量波峰焊助焊剂——确信电子推出alphaef-6100低固含量波峰焊助焊剂
常用钢材埋弧焊焊丝焊剂组合推荐表
格式:pdf
大小:27KB
页数:2P
4.3
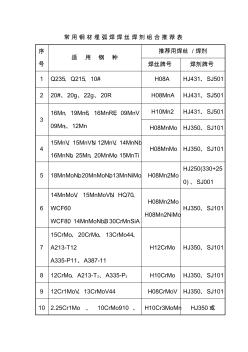
常用钢材埋弧焊焊丝焊剂组合推荐表 序 号 适用钢种 推荐用焊丝/焊剂 焊丝牌号焊剂牌号 1q235、q215、10#h08ahj431、sj501 220#、20g、22g、20rh08mnahj431、sj501 3 16mn、19mn6、16mnre、09mnv 09mn2、12mn h10mn2hj431、sj501 h08mnmohj350、sj101 4 15mnv、15mnvn、12mnv、14mnnb 16mnnb、25mn、20mnmo、15mnti h08mnmohj350、sj101 518mnmonb、20mnmonb、13mnnimoh08mn2mo hj250(330+25 0)、sj001 6 14mnmov、15mnmovn、hq70、 wcf60 wcf80、14mnmonbb、30crmns
常用助焊剂最新文档
焊丝焊剂的选择
格式:pdf
大小:321KB
页数:12P
4.6
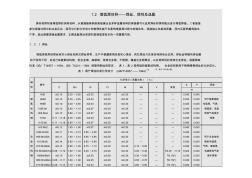
1.2埋弧焊材料——焊丝、焊剂及选配 焊丝和焊剂是埋弧焊的消耗材料,从普通碳素钢到高级镍合金多种金属材料的焊接都可以选用焊丝和焊剂配合进行埋弧焊接。二者直接 参与焊接过程中的冶金反应,因而它们的化学成分和物理性能不仅影响埋弧焊过程中的稳定性、焊接接头性能和质量,同时还影响着焊接生 产率,因此根据焊缝金属要求,正确选配焊丝和焊剂是埋弧焊技术的一项重要内容。 1.2.1焊丝 埋弧焊使用的焊丝有实心焊丝和药芯焊丝两类,生产中普遍使用的是实心焊丝,药芯焊丝只在某些特殊场合应用。焊丝品种随所焊金属 的不同而不同,目前已有碳素结构钢、低合金钢、高碳钢、特殊合金钢、不锈钢、镍基合金钢焊丝,以及堆焊用的特殊合金焊丝。根据国家 标准gb/t14957—1994、gb/t4241—1984焊接用钢丝的规定,表1、表2是典型的碳素结构钢、合金结构钢和不锈钢锈钢焊丝的化学成分。 表1国产


焊剂的型号与牌号
格式:pdf
大小:332KB
页数:7P
4.8
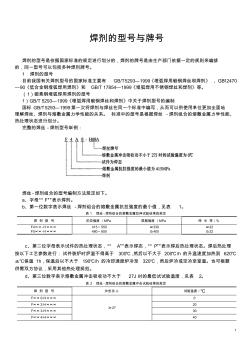
1 焊剂的型号与牌号 焊剂的型号是依据国家标准的规定进行划分的,焊剂的牌号是由生产部门依据一定的规则来编排 的,同一型号可以包括多种焊剂牌号。 1焊剂的型号 目前我国有关焊剂型号的国家标准主要有gb/t5293—1999《埋弧焊用碳钢焊丝和焊剂》、gb12470 —90《低合金钢埋弧焊用焊剂》和gb/t17854—1999《埋弧焊用不锈钢焊丝和焊剂》等。 (1)碳素钢埋弧焊用焊剂的型号 1)gb/t5293—1999《埋弧焊用碳钢焊丝和焊剂》中关于焊剂型号的编制 国标gb/t5293—1999第一次将焊剂与焊丝在同一个标准中编写,从而可以供使用单位更加全面地 理解焊丝、焊剂与熔敷金属力学性能的关系。标准中的型号是根据焊丝-焊剂组合的熔敷金属力学性能、 热处理状态进行划分。 完整的焊丝-焊剂型号举例: 焊丝-焊剂组合的型号编制方法规定如下。 a、字母“f”表
埋弧焊选用的焊丝和焊剂配合
格式:pdf
大小:7KB
页数:1P
4.5
埋弧焊选用的焊丝和焊剂配合 埋弧焊(含埋弧堆焊及电渣堆焊等)是一种电弧在焊剂层下燃烧进行焊接的 方法。焊丝和焊剂是埋弧焊的消耗材料,从碳素钢到高镍合金多种金属材料的焊 接都可以选用焊丝和焊剂配合进行埋弧焊接。埋弧焊焊丝的选用既要考虑焊剂成 分的影响,又要考虑母材的影响。为了得到不同的焊缝成分和力学性能,可以采 用一种焊剂(主要是熔炼焊剂)与几种焊丝配合,也可以采用一种焊丝与几种焊 剂(主要是烧结焊剂)配合。 对于给定的焊接结构,应根据钢种成分、对焊缝性能的要求及焊接工艺参数 的变化等进行综合分析之后,再决定所采用的焊丝和焊剂。
 SMD专用助焊剂的设计
SMD专用助焊剂的设计 SMD专用助焊剂的设计
格式:pdf
大小:180KB
页数:未知
4.5
由于smd电容器的可焊性以及上锡方面的性能要求特殊,笔者通过对助焊剂各组分的分析,设计了smd电容器专用助焊剂,提高了smd电容器可焊性以及上锡性能,并且大大提高了产品的成品率。
助焊剂法领跑不锈钢复合板生产 助焊剂法领跑不锈钢复合板生产
格式:pdf
大小:66KB
页数:未知
4.7
眼下,资源供给矛盾日趋突出,镍价高企造成国内不绣钢生产原材料成本激增.在这种情况下,各种不锈钢复合板脱颖而出.其中,由北京盛荣鑫金科技发展有限公司发明生产的助焊剂法不锈钢复合板犹如一匹市场"黑马",在一夜间成为工程建设、石油化工等领域的"香饽饽".
埋弧焊时焊剂与焊丝的选配
格式:pdf
大小:8KB
页数:2P
4.3
埋弧焊时焊剂与焊丝的选配 焊剂的焊接工艺性能和化学冶金性能是决定焊缝金属化学成分和性能的主要因素之一,采用 同样的焊丝和同样的焊接参数,而配用的焊剂不同,所得焊缝的性能将有很大的差别。一种 焊丝可与多种焊剂合理的组合,无论是在低碳钢还是在低合金钢上都有这种合理的组合。1 对焊剂工艺性能及质量的要求(1)对焊剂的一般要求 a、焊剂应具有良好的冶金性能,焊接时配以适当的焊丝和合理的焊接工艺,焊缝金属应能 得到适宜的化学成分和良好的力学性能(与母材相适应的强度和较高的塑性、韧性)以及较 强的抗冷裂纹和热裂纹的能力。 b、焊剂应具有良好的工艺性、电弧燃烧稳定、熔渣具有适宜的熔点、黏度和表面张力。焊 道与焊道间及焊道与母材间充分熔合,过渡平滑没有明显咬边,脱渣容易,焊缝表面成形良 好,以及焊接过程中产生的有害气体少。 c、焊剂要有一定的颗粒度,并且应有一定的颗粒强度,以利于

埋弧焊时焊剂与焊丝选配
格式:pdf
大小:12KB
页数:2P
4.6
埋弧焊时焊剂与焊丝的选配 焊剂的焊接工艺性能和化学冶金性能是决定焊缝金属化学成分和性能的主要因 素之一,采用同样的焊丝和同样的焊接参数,而配用的焊剂不同,所得焊缝的性 能将有很大的差别。一种焊丝可与多种焊剂合理的组合,无论是在低碳钢还是在 低合金钢上都有这种合理的组合。 1对焊剂工艺性能及质量的要求 (1)对焊剂的一般要求 a、焊剂应具有良好的冶金性能,焊接时配以适当的焊丝和合理的焊接工艺,焊 缝金属应能得到适宜的化学成分和良好的力学性能(与母材相适应的强度和较高 的塑性、韧性)以及较强的抗冷裂纹和热裂纹的能力。 b、焊剂应具有良好的工艺性、电弧燃烧稳定、熔渣具有适宜的熔点、黏度和表 面张力。焊道与焊道间及焊道与母材间充分熔合,过渡平滑没有明显咬边,脱渣 容易,焊缝表面成形良好,以及焊接过程中产生的有害气体少。 c、焊剂要有一定的颗粒度,并且应有一定的颗粒强度,以利于多次

埋弧焊焊丝焊剂选配
格式:pdf
大小:423KB
页数:20P
4.3
-1- 埋弧焊材料——焊丝、焊剂及选配 表1国产焊丝标准化学成分(gb/t14957——1994) 钢 种 牌号 化学成分(质量分数)(%) cmnsicrnimov其他 sp用途 ≤ 碳 素 结 构 钢 h08 h08a h08e h08mn h08mna h15a h15mn ≤0.10 ≤0.10 ≤0.10 ≤0.10 ≤0.10 0.11~ 0.18 0.30~ 0.55 0.30~ 0.55 0.30~ 0.55 0.80~ ≤0.03 ≤0.03 ≤0.03 ≤0.07 ≤0.07 ≤0.03 ≤0.07 ≤0.20 ≤0.20 ≤0.20 ≤0.20 ≤0.20 ≤0.20 ≤0.20 ≤0.30 ≤0.30 ≤0.30 ≤0.30 ≤0.30 ≤0.30 ≤0.30 — — — — — — — —
常用助焊剂相关
文辑推荐
知识推荐
百科推荐


职位:房产估价师(技术总监)
擅长专业:土建 安装 装饰 市政 园林


