

压力容器焊接常用术语常用焊接工艺比对种类图解定义焊材
格式:pdf
大小:332KB
页数:6P
人气 :54
 4.3
4.3
压力容器焊接常用术语 一、 常用焊接工艺比对 种类 图解 定义 焊材 优点 缺点 应用 装配 常见缺 要求 陷 1. 电弧空间无氧化性,能避免氧化,焊接中不 1. 氩气及混合气体比 CO2 飞溅 熔化极惰 产生熔渣 1.MIG 焊几乎可以焊 气体的售价高,比 CO2 电 气孔 性气体保 使用熔化电 焊丝 2. 与 CO2 电弧焊相比较,熔化极氩弧焊电弧稳 接所有的金属材料 弧焊的焊接成本高,但综 咬边 护焊 MIG 极,惰性气体 Ar+O2 定、熔滴过渡稳定,焊接飞溅少,焊缝成形美 2. 富氩混合气体保 合成本低。 第三 未焊透 Metal 作为保护气体 (98%+2 观 护的 MAG 焊可以焊接 2. 对工件、焊丝的焊前清 焊穿 inert-ga 的气体保护焊 %) 3. 与钨极氩弧焊相比较,焊丝和电弧的电流密 碳钢、低合金钢、不 理要求较高,焊接过程对 裂纹 s weldin




焊接常用术语及定义
电弧缝焊arcseamweld采用电弧焊方法焊成的缝形焊缝。 电弧点焊arcspotweld采用电弧焊方法焊成的点状焊缝。 弧伤arcstrike由于疏忽大意,使电能在完成的焊缝(或母材)表面与焊条或磁探头 (电流源)之间通过,从而发生电弧,造成在完成的焊缝(或母材)的外形轮廓上的任何烧 伤。 螺柱弧焊arcstudswelding一种弧焊方法。此法在金属螺柱(或类似零件)和另一工 件之间引发电弧,直至被连接的表面受到适当加热,然后再以压力使两者接合起来。在螺柱 外围加一陶瓷护套,可以获得适当的部分保护。焊剂或保护气体可用可不用。 电弧焊arcwelding电弧焊是指某一焊接方法群,此焊接方法
压力容器焊接工艺卡
焊接工艺课程设计任务书 题目:zy-1型反应釜的焊接工艺制定 材料:16mnr 焊接方法:co2气体保护焊 要求: 1、看懂图纸 2、根据相关标准画出焊缝布置图,并标注焊缝类别 3、制定焊接工艺总则 4、设计焊接工艺卡 5、重要的焊缝制定相应的焊接工艺卡 6、工艺卡中应标明焊接检验的方法及标准 学生:班级:指导教师: 16mnr的焊接性分析: 16mnr的成分: 名称csimnpsainicr 含量0.150.321.380.0160.014-0.010.017 热裂纹:16mnr是普通低合金钢,是锅炉压力容器专用钢,锅炉压力容器的常用材料。它的强度较高、塑韧性零号。常见交货状态 为热轧或正火。属低合金高强度钢,含mn量较低。16mnr作为压力容器用钢,s,p含量比16mn要
编辑推荐下载
压力容器焊接工艺论文
格式:pdf
大小:17KB
页数:5P
4.8
1压力容器焊接工艺的准备压力容器的制作工艺需要做到很精细, 不能够出现任何的差错。而其中的焊接工序也是同样需要很精 细,造成焊接工序出差错的原因就是材料选取的不正确。如果 在焊接时选取的钢制材料性能较差的时候,就会在焊接的接头上出现 一些裂痕,这些裂痕对于压力容器是致命的伤害;如果在选取材料时 选取了钢号或者是化学成分不对的材料,这时在使用过程中就会出现 各种腐蚀的现象;而且如果我们选用的钢制材料的转化温度高于压力 容器的温度时,就会使压力容器在制作的过程中突然断裂。所 以,综合以上几点所论述,我们在选取压力容器的制作材料时,必须 要考虑到压力容器的工作条件、工作压力、各个介质之间的腐蚀性、 钢制材料的温度,还要重点注意钢制材料的力学性能、物理性能、化 学性能等等一系列的科学因素。当然,在进行压力容器的焊接 工序的时候,还需要技术方面的硬性要求。在焊接工序的准备 阶段,在

压力容器焊接常用术语常用焊接工艺比对种类图解定义焊材热门文档
(整理)压力容器焊接工艺规程
格式:pdf
大小:72KB
页数:53P
4.4
................. ................. 压力容器焊接工艺规程 岳阳建华工程有限公司企业标准 yyjh-cy-焊接通用工艺规程-53 目录 岳阳建华工程有限公司企业标准 yyjh-cy-焊接通用工艺规程-53 一:总则---------------------------------------------------3二:焊工 -------------------------------------------------3 三焊接工艺评定-----------------------------------------5四:焊接材料 -----------------------------------------------9五:焊前准备 ----------------------------------------
压力容器焊接工艺规程
格式:pdf
大小:70KB
页数:52P
4.5
压力容器焊接工艺规程 岳阳建华工程有限公司企业标准 yyjh-cy-焊接通用工艺规程-53 目录 岳阳建华工程有限公司企业标准 yyjh-cy-焊接通用工艺规程-53 一:总则---------------------------------------------------3二:焊工 -------------------------------------------------3 三焊接工艺评定-----------------------------------------5四:焊接材料 -----------------------------------------------9五:焊前准备 ----------------------------------------------11六:焊接 ----------------------

an压力容器焊接工艺规程精品
格式:pdf
大小:184KB
页数:31P
4.4
岳阳建华工程有限公司企业标准yyjh-cy-焊接 通用工艺规程-53 目录 岳阳建华工程有限公司企业标准yyjh-cy-焊接 通用工艺规程-53 一:总则---------------------------------------------------3二:焊工 -------------------------------------------------3 三焊接工艺评定-----------------------------------------5四:焊接材料 -----------------------------------------------9五:焊前准备 ----------------------------------------------11六:焊接 ---------
锅炉压力容器焊接工艺
格式:pdf
大小:30KB
页数:2P
4.6
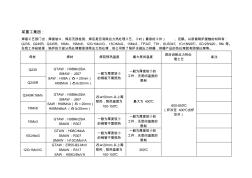
某重工集团: 焊接工艺部门出:焊接坡口、焊后无损检测、焊后是否消除应力热处理工艺、工时(着急的工件)、定额。以前做锅炉接触的材料有: q235、q245r、q345r、16mn、19mn6、12cr1movg、15crmog、15mo3、tp347、t91、sus347、1cr18ni9ti、0cr25ni20、9ni等。 在我工作经验里,锅炉的大部分热处理都是消除应力热处理,前公司除了锅炉也做压力容器,容器产品的热处理就有固溶处理等。 母材焊材焊前预热温度最大层间温度 焊后消除应力热处 理工艺 备注 q235gtaw:h08mn2sia smaw:j507 saw:h08a(δ<20mm) h08mna(δ≥20mm) 一般为厚度较小 的钢板不需预热 一般为厚度较小的 工件,无层间温度的 限制 600-650℃ (炉冷至400℃出炉 空冷) q245r q345r/1
钢制压力容器焊接工艺评定、焊接规
格式:pdf
大小:2.0MB
页数:77P
4.7
jb4709--2000 1 中华人民共和国行业标准 jb4708—2000 jb/t4709—2000 jb4744—2000 钢制压力容器焊接工艺评定 钢制压力容器焊接规程 钢制压力容器产品焊接试板的力学性能检验 weldingprocedurequalificationforsteelpressurevessels weldingspecificationforsteelpressurevessels mechanicalpropertytestsofproductweldedtestcouponsforsteelpressurevessels 2000—08—15发布2000—10—01实施 国家机械工业
压力容器焊接常用术语常用焊接工艺比对种类图解定义焊材精华文档
压力容器焊接工艺评定因素的优化
格式:pdf
大小:158KB
页数:2P
4.5
焊接工艺评定时,应对一些重要因素和补加因素进行优化,包括:应选用非低氢性焊条,焊接的电流和极性尽量采用直流反接;焊条直径应尽量选用大于6mm;焊接位置应尽量采用向上立焊;预热温度应尽量选下限;层间温度应记录最大值;应尽量选用最大的焊接电流、电压和最小的焊接速度;确定焊后热处理试件的保温时间的时,应至少考虑该试件适用的焊件母材最大厚度对应的热处理保温时间。

钢制压力容器焊接工艺评定
格式:pdf
大小:1.1MB
页数:30P
4.7
钢制压力容器焊接工艺评定 1主题内容与适用范围 本标准规定了钢制压力容器焊接工艺评定规则、试验方法和合格指标。 本标准适用于钢制压力容器的气焊、手弧焊、氩弧焊、熔化极气体保护焊、钨极气体保 护焊、电渣焊、耐蚀层堆焊的焊接工艺评定。 2引用标准 gb150-89钢制压力容器 gb228-87金属拉伸试验方法 gb232-88金属弯曲试验方法 gb912-82普通碳素结构钢和低合金结构钢薄钢板技术条件 gb2106-80金属夏比(v型缺口)冲击试验方法 gb2270-80不锈钢无缝钢管 gb3274-88碳素结构钢和低合金结构钢热轧厚钢板和钢带 gb3323-87钢熔化焊对接接头射线照相和质量分级 gb3531-83低温压力容器用低合金钢厚钢板技术条件 gb4237-84不锈钢热轧钢板 gb5681-85压力容器用热轧钢带 gb6479-86化肥设备用高
钢制压力容器焊接工艺评定2
格式:pdf
大小:262KB
页数:71P
4.6
钢制压力容器焊接工艺评定》标准释义 一、前言 jb708—1992《钢制压力空器焊接工艺评定》发布之日起便结束了我 国压力容器行业各方面没有一致认可的焊接工艺评定标准的忆局面, 它的实施为确保压力容器焊接质量起到了积极推动作用。 jb4708—1992起草于1987年,当时国内焊接工艺评定刚刚起步,各 方面军对焊接工艺评定的认识并不完全相同。各压力容器制造单位的 焊接技术力量悬殊很大,一、二类压力容器制造单位中焊接专业人 员普遍缺乏,制订标准时充分考虑了面临的实际情况,而在相应条款 中做出规定。10多年来压力容器待业发生了巨大变化,数以10万计 的评定项目提高了压力容器工作者对焊接工艺的认识,压力容器制 造、安装单位的焊接技术素质普遍有了很大提高,国内近100家压力 容器制造单位取得了美国机械工程师学会的授权证书及钢印,具有国 际权威性的规范asme《锅炉及压力容
钢制压力容器焊接工艺评定讲义
格式:pdf
大小:71KB
页数:10P
4.5
钢制压力容器焊接工艺评定 jb4708-2000讲义 主讲人:石学军 前言 焊接工艺评定是保证产品焊接质量的重要措施,世界各国均制订了有关于焊接工艺 评定的规范和标准,规定了焊接工艺评定的内容和方法。如: 欧洲的en288, 电力的sd340-89 机械工业、石油和化学工业的jb4708-2000 美国asme标准第九卷《焊接及钎接评定》 通过焊接工艺评定,可以验证施焊单位拟订的焊接工艺的正确性,并评定施焊单位 的生产加工能力。同时,焊接工艺评定为制订正式的焊接工艺规程和焊接工艺指导书提供了可 靠的依据,这对于制订合理的焊接工艺,确保锅炉、压力容器生产的焊接质量有着重要的意义。 重要因素 重要因素是指影响焊接接头抗拉强度和弯曲性能的焊接工艺因素。 焊条电弧焊的重要因素有焊条牌号和预热温度等。预热温度比已评定的合格值降低 50℃以上。 埋弧焊的重要因素有药芯焊丝牌号
 焊接工艺对厚壁核压力容器焊接残余应力的影响
焊接工艺对厚壁核压力容器焊接残余应力的影响 焊接工艺对厚壁核压力容器焊接残余应力的影响
格式:pdf
大小:139KB
页数:2P
4.6
伴随经济社会的快速发展,我国出现巨大能源缺口。核能属于相对清洁、安全与低廉的新型能源,其重要地位日益突现。核反应堆有着极强的辐射性,核压力容器生产材料要选择优质材料,严格把控核压力容器生产质量与使用时段内的质量。能源需求的不断加大,推动进一步提高核电站数量和反应堆单堆的容量,生产大型化与复杂化的核压力容器,更我依靠焊接工艺来完成。本文探讨焊接工艺对厚壁核压力容器焊接残余应力的影响,以期为生产厚壁核压力容器焊接时消除残余应力与控制变形提供建议。
压力容器焊接常用术语常用焊接工艺比对种类图解定义焊材最新文档
压力容器焊接工时定额完整表
格式:pdf
大小:82KB
页数:2P
4.6
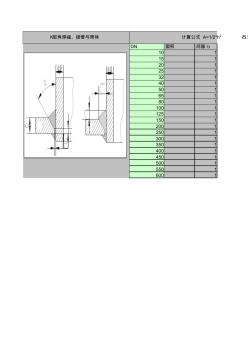
dn面积间隙b 101 151 201 251 321 401 501 651 801 1001 1251 1501 2001 2501 3001 3501 4001 4501 5001 5501 6001 k型角焊缝、接管与筒体计算公式a=1/2*h*δ为 c1h1c2h2 6634 6634 6634 6634 6634 6634 10644 10644 10644 10644 10644 126126 126126 126126 126126 126126 126126 126126 126126 126126 126126 /2*h*c+此处δ为筒体的厚度分为开坡口单边v和角焊缝

钢制压力容器焊接工艺规范
格式:pdf
大小:99KB
页数:1P
4.4
钢制压力容器焊接工艺规范 钢制压力容器焊接规程: 1、一般规定 1.1压力容器的焊接除应遵守本规定外,还应符合设计文 件的技术要求。 1.2适用的焊接方法范围:焊条电弧焊、埋弧焊、钨极气 体保护焊、熔化极气体保护焊等。 2、焊接材料 2.1焊条、焊剂应按产品说明书规定的规范进行再烘干, 经烘干之后可放入保温箱内(100℃~150℃)待用。对烘 干温度超过350℃的焊条,累计烘干次数不宜超过3次。 2.2从焊材库中领出的焊条,必须使用焊条保温筒进行盛 装。 3、焊接工艺评定和焊工 施焊下列各类焊缝的焊接工艺应按nb/t47014评定合 格,施焊焊工应按tsgz6002规定考核合格: a)受压元件焊缝; b)与受压元件相焊的焊缝; c)上述焊缝的定位焊缝; d)受压元件母材表面堆焊、补焊。 4、焊前准备 4.1焊接坡口准备 4.1.1制备坡口可采用冷加工法或热加工法。
压力容器焊接工程规范
格式:pdf
大小:19KB
页数:4P
4.5
第二章焊接工程 壹、前言: 鍋爐建造中焊接工作量與起重、冷作組立並列為三大主要工作項目之 ㄧ。本處現場監工對於焊接工作可能無法像現場施作的焊工一般具備相當之 焊接技術能,但只要熟悉與焊接有關的知識,諸如材料規格、焊材特性、焊 材保存規範、焊口設計、預熱熱處理方式,焊工評核管理與焊口現場施工管 制等,則對於焊接工作整體進度的推展及品質異常發生的抑止有極大的幫 助。 本文有關焊接工作僅就鍋爐建造時與焊接有關工作之基本概念做原則 性的論述,至於實際有關焊接之材料請購、設計、施工、檢驗等規範應依本 企業之『配管工程規範』施作。 貳、材料 1.材料規範 (1)本企業採用之主要材料規範一般有atsm美國材料試驗協會jis日 本國家標準din德國國家標準等 (2)工程人員可由上述規範裡獲得材料相關之物理、化學性質資訊藉以 判別選用之材料是否合格,並提供材料之熱處理工作要求 2.壓力

压力容器焊接工程规范(ASME)
格式:doc
大小:135KB
页数:8P
4.7
第二章焊接工程 壹、前言: 鍋爐建造中焊接工作量與起重、冷作組立並列為三大主要工作項目之ㄧ。本處現場監工對於焊接工作可能無法像現場施作的焊工一般具備相當之焊接技術能,但只要熟悉與焊接有關的知識,諸如材料規格、焊材特性、焊材保存規範、焊口設計、預熱熱處理方式,焊工評核管理與焊口現場施工管制等,則對於焊接工作整體進度的推展及品質異常發生的抑止有極大的幫助。 本文有關焊接工作僅就鍋爐建造時與焊接有關工作之基本概念做原則性的論述,至於實際有關焊接之材料請購、設計、施工、檢驗等規範應依本企業之『配管工程規範』施作。 貳、材料 1.材料規範 (1)本企業採用之主要材料規範一般有atsm美國材料試驗協會jis日本國家標準din德國國家標準等 (2)工程人員可由上述規範裡獲得材料相關之物理、化學性質資訊藉以判別選用之材料是否合格,並提供材料之熱處理工作要求 2.壓力及溫度定義
压力容器焊接工程规范(ASME)
格式:pdf
大小:80KB
页数:8P
4.6
鍋爐安裝訓練教材2-1 第二章焊接工程 壹、前言: 鍋爐建造中焊接工作量與起重、冷作組立並列為三大主要工作項目之 ㄧ。本處現場監工對於焊接工作可能無法像現場施作的焊工一般具備相當之 焊接技術能,但只要熟悉與焊接有關的知識,諸如材料規格、焊材特性、焊 材保存規範、焊口設計、預熱熱處理方式,焊工評核管理與焊口現場施工管 制等,則對於焊接工作整體進度的推展及品質異常發生的抑止有極大的幫 助。 本文有關焊接工作僅就鍋爐建造時與焊接有關工作之基本概念做原則 性的論述,至於實際有關焊接之材料請購、設計、施工、檢驗等規範應依本 企業之『配管工程規範』施作。 貳、材料 1.材料規範 (1)本企業採用之主要材料規範一般有atsm美國材料試驗協會jis日 本國家標準din德國國家標準等 (2)工程人員可由上述規範裡獲得材料相關之物理、化學性質資訊藉以 判別選用之材料是否合格,並提供材
压力容器焊接工程规范(ASME)
格式:pdf
大小:77KB
页数:8P
4.4
鍋爐安裝訓練教材2-1 第二章焊接工程 壹、前言: 鍋爐建造中焊接工作量與起重、冷作組立並列為三大主要工作項目之 ㄧ。本處現場監工對於焊接工作可能無法像現場施作的焊工一般具備相當之 焊接技術能,但只要熟悉與焊接有關的知識,諸如材料規格、焊材特性、焊 材保存規範、焊口設計、預熱熱處理方式,焊工評核管理與焊口現場施工管 制等,則對於焊接工作整體進度的推展及品質異常發生的抑止有極大的幫 助。 本文有關焊接工作僅就鍋爐建造時與焊接有關工作之基本概念做原則 性的論述,至於實際有關焊接之材料請購、設計、施工、檢驗等規範應依本 企業之『配管工程規範』施作。 貳、材料 1.材料規範 (1)本企業採用之主要材料規範一般有atsm美國材料試驗協會jis日 本國家標準din德國國家標準等 (2)工程人員可由上述規範裡獲得材料相關之物理、化學性質資訊藉以 判別選用之材料是否合格,並提供材
压力容器焊接结构及工艺探究 压力容器焊接结构及工艺探究
格式:pdf
大小:198KB
页数:未知
4.5
主要从介绍压力容器的结构、使用性能、材料的选择、焊接结构进行工艺探究,对可能出现的问题做了整理和分析,根据工件的工作环境、使用性能可知道工件的力学性能有高强度、好的塑性、韧性和焊接性,从而根据压力容器的结构、性能来确定压力容器的热处理工艺,达到最佳效果。
焊接常用术语及名词解释
格式:pdf
大小:170KB
页数:10P
4.6
正极性指直流焊接时,被焊物接(+)极,焊条、焊丝接(-)极 反极性与正极性 直流电弧焊或电弧切割时,焊件与焊接电源输出端正、负极的接法称为极性。极性分正极性和反 极性两种。焊件接电源输出端的正极,电极接电源输出端的负极的接法为正极性(常表示为dc sp)。反之,焊件接电源输出端的负极,电极接电源输出端的正极的接法为反极性(常表示为d crp)。 欧美常常用另外一种表示方法,将dcsp称为dcen,而将dcrp称为dcep。 焊接电流为向焊接提供足够的热量而流过的电流 电弧电压指电弧部的电压,与电弧长大致成比例地增加,一般电压表所示电压值包括电弧电压 及焊丝伸出部,焊接电缆部的电压下降值。 弧长弧部长度 弧坑在焊缝终点产生的凹坑 气孔熔敷金属里有气产生空洞 飞溅焊接时未形成熔融金属而飞出来的金属小颗粒 焊渣焊后覆盖在焊缝表面上的固态熔渣 熔渣包覆在
谈锅炉压力容器焊接技术 谈锅炉压力容器焊接技术
格式:pdf
大小:44KB
页数:未知
4.4
焊接的质量又是压力容器制造质量的重要组成部分,故所有制造厂对焊接质量管理都给予了特别的重视,对每一个焊接工作环节皆有明确的管理规定。
压力容器焊接常用术语常用焊接工艺比对种类图解定义焊材相关
文辑推荐
知识推荐
百科推荐

职位:安全评价师(二级)
擅长专业:土建 安装 装饰 市政 园林


