

不锈钢AA-TIG焊接法
格式:pdf
大小:1.8MB
页数:5P
人气 :58
 4.4
4.4
针对不锈钢,提出一种新型活性TIG焊方法——电弧辅助活性TIG焊,即AA-TIG焊。采用CO2+Ar作为小电流钨极电弧的保护气体进行单弧AA-TIG焊,分别研究小电流钨极电弧和正常TIG焊工艺参数对焊缝熔深的影响,并针对试验范围内的最佳焊接规范研究不锈钢AA-TIG焊的焊缝成形、焊缝显微组织、化学成分和焊缝性能。采用AA-TIG焊可以单道焊透10mm厚的不锈钢板材,单面焊双面成形。与传统TIG焊相比,焊缝组织和化学成分几乎没有变化,焊缝的耐Cu/CuSO4腐蚀性能和低温冲击韧度都满足相关标准要求。



 不锈钢A-TIG焊接方法
不锈钢A-TIG焊接方法 不锈钢A-TIG焊接方法
活性焊接是近十年发展起来的增大焊接熔深、改善焊缝成形和焊接质量、提高焊接生产效率的新技术。目前研究认为活性剂提高熔深的机理:一是活性剂可影响电弧特性,提高电弧的能量密度和作用于熔池的电弧力;二是活性剂影响了熔池的表面张力而提高了焊接熔深,或是两种原因兼而有之。在此利用活性焊剂在sus304(厚度6mm)的不锈钢板上进行各项试验,以得出该厚度不锈钢板的最佳工艺参数。
TIG焊接不锈钢薄板
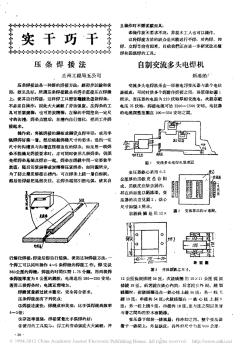
钨极氩弧焊在不锈焊钢薄板接中的应用 一、不锈钢薄板的焊接工艺性分析 焊接1mm以下不锈钢薄板,由于其自身拘束度小,导热系数小 (约为普低钢的1/3),但线膨胀系数较大,当焊接时温度变化较快, 则产生的热应力比正常温度下时存在的应力大得多,很容易出现常见 的焊接烧穿和焊接变形(大多为波浪变形)等缺陷。 如何防止出现上述缺陷,并获得外形美观的焊缝,是以下重 点要讨论的问题。 1、焊接熔池受力状况 以平对接焊为例,熔池金属的受力情况如下图示。 熔池主要受到的作用力有:电弧的总作用力p;熔池金属的 重力q;熔池金属表面张力f。当熔池金属体积质量和熔宽一定时, 熔池深度取决于电弧力p的大小,而熔深和电弧力又与焊接电流密 切相关,熔宽则由电弧电压决定。随着熔池金属的体积增大,表面张 力f也随着增大,造成表面张力不能平衡电弧作用力p和熔池金属的 重力q,此时熔池
编辑推荐下载

不锈钢AA-TIG焊接法热门文档
不锈钢管tig和mig补焊焊接工艺规范
格式:pdf
大小:1.4MB
页数:11P
4.3
不锈钢管tig和mig补焊焊接工艺规范 前言 本规范根据企业应制定与实施设计规范、工艺规范、试验规范的要求,按h&z001002-2002《企业 标准编写的一般规定》,为明确不锈钢管焊接的工艺要求而制定。 本规范是公司在汽车零部件生产中多年工作的经验总结,对于指导生产起重要作用。 本规范编制部门:工程技术中心; 本规范制定日期:2011-9-20 不锈钢管焊接工艺规范 1范围 本规范规定了不锈钢管焊接的材料、焊工、工作场所、设备、装配要求、焊接工艺和焊缝检验。 本规范适用于不锈钢管和法兰的焊接。 2规范性引用文件 下列文件中的条款通过本规范的引用而成为本规范的条款。凡是注日期的引用文件,其随后所有的 修改单(不包括勘误的内容)或修订版均不适用于本规范,然而,鼓励根据本规范达成协议各方研究 是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本
奥氏体不锈钢TIG焊 奥氏体不锈钢TIG焊
格式:pdf
大小:113KB
页数:2P
4.7
本文通过试验,叙述了tig焊焊接奥氏体不锈钢时焊接速度与熔深、焊缝表面颜色的关系,从而给出了最佳范围,使之达到焊缝成形好、表面颜色好的目的。
基于超声振动的304不锈钢TIG焊接 基于超声振动的304不锈钢TIG焊接
格式:pdf
大小:933KB
页数:7P
4.8
304不锈钢是应用最为广泛的一种奥氏体不锈钢,它具有优良的耐蚀性和耐热性,优良的低温强度和力学性能.304不锈钢常用的焊接方法为tig焊接.普通tig焊接由于焊缝熔深浅、焊接速度低、焊接效率较低,而且在焊接过程中容易出现焊缝区和热影响区的晶粒粗大,造成焊接接头质量下降.功率超声振动是金属凝固过程中改善组织、提高力学性能的有效方法之一.为了提高焊接效率和改进接头的质量,将超声振动通过机械耦合方式引入304不锈钢tig焊接的过程中,进行了平板堆焊试验.结果表明,施加超声后焊接的熔深有效增加,深宽比增大,焊缝结晶方式由粗大柱状晶转变为细小的树枝晶和等轴晶,晶粒度减小,熔合区组织均匀化.
不锈钢低温焊接
格式:pdf
大小:16KB
页数:1P
4.8
威欧丁(天津)焊接技术有限公司 技术网站:www.***.***电话:022-28196887 前言:不锈钢的焊接我们最先想到的肯定是熔化极或者非熔化极氩弧焊,这个属于熔 焊的范畴也是我们通常采用的焊接方法,广泛应用于民用化生产制造和工业化焊接加工, 今天我们提到不锈钢的低温焊接的前提背景是在相当多的不锈钢加工制作中有些特殊的 要求,特殊的结构,特殊的材料等等至使熔焊在这些场合下显得力不从心,这就是我们说 的低温焊接。 不锈钢的低温焊接原理:软钎和硬钎,热源根据不同的现场要求选取 优点:操作灵活,可选择性强,技术要求比较低,变形量可以控制好,对于母体的热 影响小,美观 焊接方法如下: 1)低温的we88c焊丝配合we88c-f的焊剂焊接。 这个时候根据被焊母材的结构和焊接要求来选用合适的焊接工具,比如没有特别要求的, 粘上就行的就可以用烙铁焊接,因为

不锈钢AA-TIG焊接法精华文档
不锈钢焊接规程
格式:pdf
大小:21KB
页数:2P
4.5
1、针对公司某产品使用时出现大面积焊缝开裂漏水 对不锈钢焊接时焊丝的选用及作业人员的要求做出如下规定,员 工必须严格按规定选用焊丝,严禁根据个人喜好焊接。 2、底架、厢体、水箱等要求密封的关键部位由班组长指定 专人焊接(焊接测试长期a级),严禁非指定人员焊接。 3、焊接前先根据材质选择对应焊丝,确保无误后方可实施焊接。 4、焊接前先清洁焊缝区域,除油除锈。 5、要求密封性能的部件须做水密试验。 钢板1钢板2 304不锈钢304不锈钢 要求水密性 不要求水密性 碳钢碳钢 编制: 校对: 钢板材质 焊丝 304不锈钢碳钢 er308不 er50- 生产作业指导书 不锈钢焊接规程 裂漏水的质量问题, 焊丝的选用及作业人员的要求做出如下规定,员 定选用焊丝,严禁根据个人喜好焊接。 水箱等要求密封的关键部位由班组长指定 测试
双面不锈钢复合薄板TIG填丝焊接 双面不锈钢复合薄板TIG填丝焊接
格式:pdf
大小:1.1MB
页数:2P
4.8
不锈复合钢冷轧薄钢板和钢带利用"爆炸+轧制"的复合工艺制造的不锈复合钢冷轧薄钢板,不仅导热系数高,冷成型性能好,而且制成品美观豪华、经久耐用。但由于这种双面复合板厚度较薄,采用tig自熔的方式进行焊接,很难使接头的耐蚀性满足要求。为了使这种材料在市场上广泛推广应用,文章对厚度为1.0~2.0mm的不锈钢薄板的焊接工艺、接头的力学性能及耐蚀性进行了研究。
焊接法兰 (2)
格式:pdf
大小:33KB
页数:2P
4.6
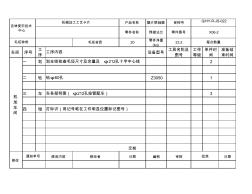
产品名称膜片联轴器受控号 零件名称焊接法兰零件图号 毛坯材质20零件净重 (kg) 23.2 车间序号 工 序 设备型号 工具名称及 图号 工作 等级 单件时 间 准备结 束时间 一划2 二钻z30501 三车3 四钳 修改内容修改者日期编制审核日期 机 加 车 间 修改 吉林昊宇技术 中心 交检 通知单号批准 打标识(用记号笔在工件明显位置标记图号) 工序内容 划全线检查毛坯尺寸及余量及φ212孔十字中心线 钻φ60孔 车各部符图(φ212孔按管配车) 机械加工工艺卡片q/hy-r-js-022 x06-2 毛坯种类每台数量 工令号 3 定额员 第1页 共1页
焊接法兰
格式:pdf
大小:33KB
页数:2P
4.6
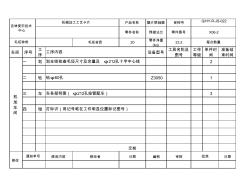
产品名称膜片联轴器受控号 零件名称焊接法兰零件图号 毛坯材质20零件净重 (kg) 23.2 车间序号 工 序 设备型号 工具名称及 图号 工作 等级 单件时 间 准备结 束时间 一划2 二钻z30501 三车3 四钳 修改内容修改者日期编制审核日期 机 加 车 间 修改 吉林昊宇技术 中心 交检 通知单号批准 打标识(用记号笔在工件明显位置标记图号) 工序内容 划全线检查毛坯尺寸及余量及φ212孔十字中心线 钻φ60孔 车各部符图(φ212孔按管配车) 机械加工工艺卡片q/hy-r-js-022 x06-2 毛坯种类每台数量 工令号 3 定额员 第1页 共1页
不锈钢AA-TIG焊接法最新文档
焊接法兰
格式:pdf
大小:22KB
页数:1P
4.8
产品名称产品型号仓位数量 焊接法兰afs305t(48x4.5)1号箱12 焊接法兰afs307s1号箱46 焊接法兰afs307t(76.1x3.6)1号箱9 焊接法兰afs606t(76.1x12.5)1号箱86 焊接法兰afw603t(30x4)1号箱16 焊接法兰asf308(89x4.0)1号箱13 焊接法兰gfs306t(60.3x4)1号箱2 焊接法兰gfs306t(61x5.5)1号箱4 焊接法兰gfs307s1号箱58 焊接法兰gfs606t(76.1x12.5)1号箱120 焊接法兰wf40lk-l22m1号箱15 焊接法兰wf40lk-s201号箱4 焊接法兰1dfs9-36-16(b=120)2号箱152 焊接法兰afs605t(48.3x8.8)2号箱38 焊接
活性剂对不锈钢TIG焊焊接接头组织的影响 活性剂对不锈钢TIG焊焊接接头组织的影响
格式:pdf
大小:286KB
页数:4P
4.4
针对316l奥氏体不锈钢,研究了单一成分活性剂及sio2与tio2混合活性剂对熔深及焊缝微观组织的影响。结果表明:涂敷sio2与tio2混合活性剂的焊缝熔深是未涂敷活性剂的2倍以上。活性剂sio2的涂敷不仅能使熔深有明显增加,而且可以打乱奥氏体柱状晶生长的方向性,对焊缝组织有明显的改善作用。sio2对焊缝组织的细化作用,与si对凝固模式的影响有着直接关系,si的存在能提高w(cr)eq/w(ni)eq值,促使fa凝固模式的发展,有利于δ相的形成,阻碍奥氏体枝晶的生长。
不锈钢管的焊接方法
格式:pdf
大小:5KB
页数:1P
4.7
常用不锈钢焊接方法对不锈钢最常用的焊接方法是手工焊(mma),其次是金属极气体保护 焊(mig/mag)和钨极惰性气体保护焊(tig).虽然这些焊接方法对不锈钢工业的大多数 人而言是熟悉的,但是我们认为这个领域值得深入探讨. 1、手工焊(mma):手工焊是一种非常普遍的、易于使用的焊接方法.电弧的长度靠人的 手进行调节,它决定于电焊条和工件之间缝隙的大小.同时,当作为电弧载体时,电焊条也 是焊缝填充材料. 这种焊接方法很简单,可以用来焊接几乎所有材料.对于室外使用,它有很好的适应性,即 使在水下使用也没问题.大多数电焊机可以tig焊接.在电极焊中,电弧长度决定于人的手: 当你改变电极与工件的缝隙时,你也改变了电弧的长度.在大多数情况下,焊接采用直流电, 电极既作为电弧载体,同时也作为焊缝填充材料.电极由合金或非合金金属芯丝和焊条药皮 组成.这层

不锈钢焊接的几种方法
格式:pdf
大小:6KB
页数:2P
4.3
不锈钢焊接的几种方法 对不锈钢最常用的焊接方法是手工焊(mma),其次是金属极气体保护焊(mig/mag) 和钨极惰性气体保护焊(tig)。虽然这些焊接方法对不锈钢工业的大多数人而言 是熟悉的,但是我们认为这个领域值得深入探讨。 1、手工焊(mma):手工焊是一种非常普遍的、易于使用的焊接方法。电弧 的长度靠人的手进行调节,它决定于电焊条和工件之间缝隙的大小。同时,当作 为电弧载体时,电焊条也是焊缝填充材料。 这种焊接方法很简单,可以用来焊接几乎所有材料。对于室外使用,它有 很好的适应性,即使在水下使用也没问题。大多数电焊机可以tig焊接。在电极 焊中,电弧长度决定于人的手:当你改变电极与工件的缝隙时,你也改变了电弧 的长度.在大多数情况下,焊接采用直流电,电极既作为电弧载体,同时也作为 焊缝填充材料。电极由合金或非合金金属芯丝和焊条药皮组成。这层药皮保护焊
低碳钢A-TIG焊接法的试验研究 低碳钢A-TIG焊接法的试验研究
格式:pdf
大小:347KB
页数:未知
4.8
研究了一种高效的tig焊接方法a-tig,进行了系列tig焊堆焊试验.结果表明:在相同焊接规范下,涂敷表面活性剂后焊接电弧有明显收缩,熔池深度有显著增加,而熔宽稍有减小.同时还介绍了活性剂成分的调配及活性剂成分对熔深变化的影响,并对熔深增加机理进行了分析
不锈钢管手工TIG焊摇摆法焊接工艺研究 不锈钢管手工TIG焊摇摆法焊接工艺研究
格式:pdf
大小:162KB
页数:未知
4.3
介绍了tig焊摇摆法的焊接工艺特点,通过对不锈钢管手工tig焊摇摆法焊接工艺的研究和应用,保证了其焊接接头的性能。
不锈钢AA-TIG焊接法相关
文辑推荐
知识推荐
百科推荐


职位:建筑工程管理项目经理
擅长专业:土建 安装 装饰 市政 园林


