

ZTW-A-02摩擦片缸套铸铁件平作平浇爬芯工艺
格式:pdf
大小:612KB
页数:3P
人气 :63
 4.3
4.3
石油大型泥浆泵曲杆活塞运动付中,ZTW-A-02摩擦片,材质HT250,由外径φ572 mm,内径φ455 mm,长755 mm,重325 kg的缸套铸件,机械加工后切成4片制成。根据铸铁件均衡凝固技术,采用平作平浇爬芯工艺,中间分型,横浇道在分型面,直浇道位于横浇道中间,4道内浇道,其中2只内浇道与铸件相连,2只内浇道分别通过φ30 mm陶瓷管与位于两侧芯头上端的φ100 mm、高200 mm的顶侧冒口相连,冒口颈35 mm×40 mm。生产1 200余件证明:生产稳定,无缩孔、渣孔、气孔等铸造缺陷,综合废品率小于1.5%,工艺出品率90%,加工工时与原来的立作立浇方案相比节约50%,砂铁比降低30%。



 套筒类铸铁件卧浇爬芯单边浇冒口工艺
套筒类铸铁件卧浇爬芯单边浇冒口工艺 套筒类铸铁件卧浇爬芯单边浇冒口工艺
应用均衡凝固补缩技术,将立浇上雨淋浇口改为卧浇单边顶注浇注系统,消除了套筒类铸件的缩孔、缩松、夹渣、气孔等缺陷,成品率由50%~80%提高到97%以上。实践证明,卧浇“顶注优先冒口靠边”是解决套筒类铸件缩孔、缩松、渣气孔等缺陷的有效途径之一
编辑推荐下载
 大型铸铁件的铁液处理
大型铸铁件的铁液处理 大型铸铁件的铁液处理
格式:pdf
大小:277KB
页数:3P
4.4
介绍大型灰铁和球铁铸件原铁液的推荐化学成分和提高其力学性能的措施;同时介绍生产大型球铁件用的球化剂及球化处理工艺、孕育剂及孕育工艺的选择原则。认为要生产合格大型铸铁件,严格选料是基础,恰当的球化和孕育处理工艺是保证。
ZTW-A-02摩擦片缸套铸铁件平作平浇爬芯工艺热门文档
锻铁件与铸铁件的区别
格式:pdf
大小:6KB
页数:2P
4.6
一般铁艺分锻铁和铸铁之分,艺术性的话,锻铁铁艺居多,铸铁的就不考虑了, 比较粗糙,有毛边,容易生锈,而锻铁的是手工或机械加工的熟铁件,但是价格 很高 铸铁件-分类 灰口铸铁件、白口铸铁件、球磨铸铁件、可锻铸铁件、蠕墨铸铁件。铸铁市含碳 大于2.1%的铁碳合金 它是将铸造生铁(部分炼钢生铁)在炉中重新熔化,并加进铁合金、废钢、回炉 铁调整成分而得到。与生铁区别是铸铁是二次加工,大都加工成铸铁件。铸铁件 具有优良的铸造性可制成复杂零件,一般有良好的切削加工性。另外具有耐磨性 和消震性良好,价格低等特点。工业用铸铁一般含碳量为2%~4%。碳在铸铁 中多以石墨形态存在,有时也以渗碳体形态存在。除碳外,铸铁中还含有1%~ 3%的硅,以及锰、磷、硫等元素。合金铸铁还含有镍、铬、钼、铝、铜、硼、 钒等元素。碳、硅是影响铸铁显微组织和性能的主要元素。 铸铁铁艺 以灰口铸铁为主要材料
铸铁件检验标准
格式:pdf
大小:24KB
页数:3P
4.7
v1.0可编辑可修改 1 铸铁件检验标准 一、检验项目、装配尺寸、性能、外观颜色包装。 二、检验方式:实配、测量。 三、抽样设计及允收水准 3.1依照一般检查水平:ⅰ级进行抽样。 3.2、每批从四点以上分散随机抽样。 3.3严重缺陷[cr]aql=0,主要缺陷[ma]aql=,次要缺陷[mi]aql= 四、检验内容: 4.1尺寸: 4.4.1烤板、烤网类一般检验长度与宽度尺寸,除特殊要求外,公差一般为±1.5mm。 4.4.2炉头类除了检验长度与宽度尺寸外,依照相应进料检验标准对其它重要装配尺寸进 行检验。 4.4.3其它不便检测之装配尺寸可利用检具或实配件进行检验。 4.2外观、亮度及颜色: 4.2.1铸铁烤漆件 a.刮边平直,无披锋、利边及尖角,无裂纹,无气孔起皮,浇铸不足、冷隔、沙粒、蚀料 等铸造缺陷。所有孔洞<3mmx1mm(深),且在1
铸铁件通用检验标准
格式:pdf
大小:120KB
页数:7P
4.7
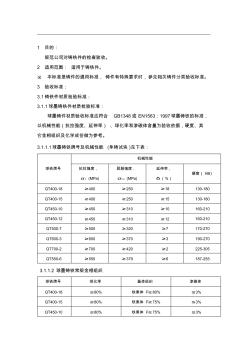
1目的: 规范公司对铸铁件的检查验收。 2适用范围:适用于铸铁件。 ※本标准是铸件的通用标准,铸件有特殊要求时,参见相关铸件分类验收标准。 3验收标准: 3.1铸铁件材质检验标准: 3.1.1球墨铸铁件材质检验标准: 球墨铸件材质验收标准应符合gb1348或en1563:1997球墨铸铁的标准, 以机械性能(抗拉强度、延伸率)、球化率和渗碳体含量为验收依据,硬度、其 它金相组织及化学成份做为参考。 3.1.1.1球墨铸铁牌号及机械性能(单铸试块)见下表: 球铁牌号 机械性能 抗拉强度, σb(mpa) 屈服强度, σ0.2(mpa) 延伸率, δ(%) 硬度(hb) qt400-18≥400≥250≥18130-180 qt400-15≥400≥250≥15130-180 qt450-10≥450≥310≥10160-210
合金材质铸铁气缸套铸造工艺的探讨 合金材质铸铁气缸套铸造工艺的探讨
格式:pdf
大小:250KB
页数:2P
4.8
气缸套作为发动机核心部件之一,其性能直接影响着整机的大修周期与功率稳定,因此需要气缸套采用性能较好、品质优良的合金铸铁。本文分别从合金铸铁铸造的各道工序进行分析,提出影响材质性能的因素,为提高合金铸铁气缸套性能提供研讨。
ZTW-A-02摩擦片缸套铸铁件平作平浇爬芯工艺精华文档

铸铁件冒口设计手册
格式:pdf
大小:1.5MB
页数:29P
4.6
铸铁件冒口设计手册 诸葛胜 福士科铸造材料(中国)有限公司 铸铁冒口设计手册 一、概述 冒口是一个个储存金属液的空腔。其主要作用是在铸件成形过程中提供由于体积 变化所需要补偿的金属液,以防止在铸件中出现的收缩类型缺陷(如图1和图2所 示),而这些需要补偿的体积变化可能有: 图1各种缩孔图2缩孔生产图a)和冒口的补缩图b) 1—一次缩孔2—二次缩孔3—缩松1—缩孔2—型腔胀大3—铸件(虚线以内) 4—显微缩松5—缩陷(缩凹,外缩孔) (1)铸型的胀大 (2)金属的液态收缩 (3)金属的凝固收缩 补偿这些体积变化所需要的金属液量随着铸型和金属种类的不同而异。此外,冒 口还有排气及浮渣和非金属夹杂物的作用。铸件制成后,冒口部分(残留在铸件上的 凸块)将从铸

ZTW-A-02摩擦片缸套铸铁件平作平浇爬芯工艺最新文档
灰铸铁件的生产 灰铸铁件的生产
格式:pdf
大小:147KB
页数:5P
4.7
叙述了灰铸铁的力学性能、工艺性能、使用性能和化学成分,c、si、mn、p、s是灰铸铁的五种基本元素,根据性能需要,有时还加入少量的合金元素。迄今为止,国内外对于孕育处理的作用机理尚未有一致的说法,但一致认为孕育处理具有以下共性:炉前性与随流性;少量性或微量性;形核性。最后,介绍了灰铸铁在缸体、缸盖以及机床铸件上的应用情况:(1)一汽铸造有限公司研究了高ce条件下生产ht300缸体、缸盖铸件的方法,稳定地生产出了载重汽车大功率柴油机的缸体、缸盖铸件,材料牌号达到ht300;(2)烟台冰轮重型机件有限公司出口日本的卧式加工中心床身导轨面的金相组织为a型石墨,珠光体体积分数在98%以上,抗拉强度为310~340mpa,硬度为180~200hb。
运用均衡凝固理论设计铸铁件升降平台的浇冒口系统 运用均衡凝固理论设计铸铁件升降平台的浇冒口系统
格式:pdf
大小:218KB
页数:3P
4.4
橡胶机械产品胶片机升降平台,材质ht200,重85kg,由260/110mm×75mm圆环体与400mm×400mm×40mm方板相接组成。为防止环板交接处的收缩缺陷,采用圆环体在下、方板在上的浇注工艺。侧注式浇注系统,在浇注系统对侧安置补缩-溢流冒口。运用均衡凝固收缩模数法设计冒口尺寸,用大孔出流理论设计浇注系统。设计结果:直浇道35mm,双向横浇道24/27mm×28mm,4道内浇道10/12mm×34mm,浇口截面比∑a直∶∑a横∶∑a内=1.0∶1.5∶1.6。两只冒口70mm×130mm,冒口颈厚7mm,长8mm。生产表明铸件上表面光洁,无气孔,渣孔缺陷,机加工后铸件没有缩孔、缩松缺陷,工艺出品率88.5%。证明采用均衡凝固技术设计的浇冒口系统是可靠的。
关于征集《灰铸铁件》和《球墨铸铁件》标准反馈意见的通知 关于征集《灰铸铁件》和《球墨铸铁件》标准反馈意见的通知
格式:pdf
大小:12KB
页数:1P
4.5
各有关单位:经全国铸造标准化技术委员会申报,国家标准化管理委员会批准将现行国家标准gb/t9439-1988《灰铸铁件》和gb/t1348-1988《球墨铸铁件》列入2006年第一批制修订国家标准项目计划中,并于2006年6月30日
气缸体类铸铁件厚大热节处冒口的优化设计 气缸体类铸铁件厚大热节处冒口的优化设计
格式:pdf
大小:1.2MB
页数:4P
4.5
分析了目前砂型铸造生产中气缸体类铸铁件厚大热节处常用的传统补缩冒口(耳冒口)或出气冒口(飞边冒口的补缩情况)的补缩情况,简要介绍了压边冒口应用于气缸体类铸铁件的作用和效果;重点论述在气缸体类铸铁件"中部"厚大热节处应用缩颈冒口的工艺优化设计理念和技巧,及其所达到的良好技术经济效果。

典型铸铁件铸造工艺设计与实例
格式:pdf
大小:65KB
页数:2P
4.4
典型铸铁件铸造工艺设计与实例 叙述铸造生产中典型铸铁件——气缸类铸件、圆筒形铸件、环形铸件、球墨铸铁曲轴、盖类铸件、箱体及壳体类铸件、阀体及管件、 轮形铸件、锅形铸件及平板类铸件的铸造实践。内容涉及材质选用、铸造工艺过程的主要设计、常见主要铸造缺陷及对策等。 第1章气缸类铸件 1.1低速柴油机气缸体 1.1.1一般结构及铸造工艺性分析 1.1.2主要技术要求 1.1.3铸造工艺过程的主要设计 1.1.4常见主要铸造缺陷及对策 1.1.5铸造缺陷的修复 1.2中速柴油机气缸体 1.2.1一般结构及铸造工艺性分析 1.2.2主要技术要求 1.2.3铸造工艺过程的主要设计 1.3空气压缩机气缸体 1.3.1主要技术要求 1.3.2铸造工艺过程的主要设计 第2章圆筒形铸件 2.1气缸套 2.1.1一般结构及铸造工艺性分析 2.1.2工作条件
轮盘类铸铁件铸造工艺 轮盘类铸铁件铸造工艺
格式:pdf
大小:181KB
页数:未知
4.6
轮盘类铸铁件是指直径远大于高度的一类铸件。一般中间轴孔加工要求较高,轮毂与轮缘两部分较厚,而辐板处壁较薄,易造成温度不均匀,且温差大。轮毂与轮缘是两个热节区,若铸造工艺不合理,铸件易产生缩孔、缩松及裂纹缺陷。目前,国内多数厂家生产轮盘类铸件都是采用普通粘土砂造型,切线浇口注入,轮毂处采用冒口补缩或与冷铁配合使用的铸造方法,占用场地大,工艺出品率、成品率及生产效率低,铸件表面质量差。我们接到轮盘类铸铁件——冷床滚盘(5700多件)的生产任务后,要解决的首要问题是铸造工艺的研究,要求该工艺简单,使对铸造不熟悉的工人能够进行操作,减少造型及浇注面积,在现有生产条件下能满足生产需要。在研究铸造工艺时又遇到
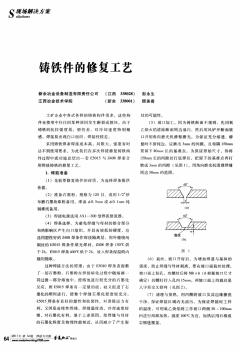
铸铁件焊接修复工艺探索 铸铁件焊接修复工艺探索
格式:pdf
大小:41KB
页数:未知
4.6
笔者长期从事机械设备安装、使用、维修工作,发现在设备运行中如果出现铸铁件断裂,为满足生产需要,需在现场运用焊条电弧焊对铸铁件进行修复,但焊接后铸铁件的焊接处周围易起裂纹,在使用过程中又会重新断裂等。因此笔者在实践中不断摸索,总结出来一种适用于设备现场维修焊接
ZTW-A-02摩擦片缸套铸铁件平作平浇爬芯工艺相关
文辑推荐
知识推荐
百科推荐


职位:高级电气工程师
擅长专业:土建 安装 装饰 市政 园林


