

ZG15Cr1Mo1V阀门镍基焊条冷补修复
格式:pdf
大小:146KB
页数:2P
人气 :90
 3
3
ZG15Cr1Mo1V阀门镍基焊条冷补修复——由于受到结构、外形等因素的影响,对一些大型铸件开裂采用同性热补的方法进行修复和热处理.实施困难且容易导致工件变形.为此介绍了采用镍基焊条分段冷补焊对大型铸钢件进行修复的方法。




 ZG15Cr1Mo1V铸钢水压堵阀裂纹的焊接修复
ZG15Cr1Mo1V铸钢水压堵阀裂纹的焊接修复 ZG15Cr1Mo1V铸钢水压堵阀裂纹的焊接修复
华亭发电有限责任公司1号机组的dg480/13.73-ⅱ2型一次中间再热、单汽包、自然循环、汽冷式旋风分离器循环流化床锅炉配置nzk145-13.2/535/535型超高压、一次中间再热、单轴、冲动式、双缸双排汽、直接空冷凝汽式汽轮机,锅炉汽包工作压力14.95mpa,过热蒸汽出口压力13.73mpa,过热蒸汽温度540℃。
编辑推荐下载
D507Mo阀门堆焊焊条
格式:pdf
大小:29KB
页数:3P
4.4
d507mo阀门堆焊焊条符合gbedcr-a2-15 说明:d507mo是低氢钠型药皮的1cr13阀门型堆焊焊条。堆焊金属为 1cr13半铁素体高铬钢。堆焊层具有空淬特性,堆焊金属具有较高的中 温硬度,良好的热稳定性,抗冲蚀性。如与d577焊条配合使用能获得 很好的抗擦伤性能。堆焊工艺简单,焊前不预热,焊后不用热处理, 采用直流反接。 用途:用来堆焊工作温度在510℃以下的中温高压截止阀密封面。闸阀 密封面应将本焊条与d577焊条配合使用(阀座与阀瓣分别用以上两种 焊条)。 熔敷金属化学成分(%) 化学 成分 cnimocrw其它元素总量 保证 值 ≤0.20≤6.00≤2.50 10.0~16 .0 ≤2.00≤2.50 堆焊层硬度:(焊后空冷)hrc≥37(耐软化至510℃) 参考电流(dc+) 焊条直径 (mm)φ3.2φ4.
D512阀门堆焊焊条
格式:pdf
大小:28KB
页数:3P
4.3
d512阀门堆焊焊条符合gbedcr-b-03 说明:d512是钛钙型药皮的2cr13型阀门堆焊焊条,交直流两用,焊接 工艺良好。堆焊金属为2cr13马氏体高铬钢。堆焊层具有空淬特性,一 般不需进行热处理,硬度均匀,可在750-800℃退火软化,当加热至 950-1000℃空冷或油淬可重新硬化。 用途:d512是一种通用性的表面堆焊用焊条,堆焊层比d502更硬、更 耐磨,较难加工,用于堆焊碳钢或低合金钢轴、过热蒸汽用阀件、搅 拌机桨、螺旋输送机叶片等。 熔敷金属化学成分(%) 化学成分ccr其它元素总量 保证值≤0.2510.0~16.0≤5.00 堆焊层硬度:(焊后空冷)hrc≥45(耐软化至500℃) 参考电流(ac、dc) 焊条直径 (mm)φ3.2φ4.0φ5.0 焊接电流(a)80~120120~160170~
ZG15Cr1Mo1V阀门镍基焊条冷补修复热门文档
D517阀门堆焊焊条
格式:pdf
大小:27KB
页数:3P
4.6
d517阀门堆焊焊条符合gbedcr-b-15 说明:d517是低氢钠型药皮的2cr13型阀门堆焊焊条,采用直流反接。 堆焊金属为2cr13马氏体高铬钢。堆焊层具有空淬特性,一般不需进行 热处理,硬度均匀,可在750-800℃退火软化,当加热至950-1000℃空 冷或油淬可重新硬化。 用途:d517是一种通用性的表面堆焊用焊条,堆焊层比d502更硬、更 耐磨,较难加工,用于堆焊碳钢或低合金钢轴、过热蒸汽用阀件、搅 拌机桨、螺旋输送机叶片等。 熔敷金属化学成分(%) 化学成分ccr其它元素总量 保证值≤0.2510.0~16.0≤5.00 堆焊层硬度:(焊后空冷)hrc≥45(耐软化至500℃) 参考电流(dc+) 焊条直径 (mm)φ3.2φ4.0φ5.0 焊接电流(a)80~120120~160170~210 注意事项
15Cr1Mo1V阀体与WB36配管焊接方法 15Cr1Mo1V阀体与WB36配管焊接方法
格式:pdf
大小:110KB
页数:未知
4.7
介绍了15cr1mo1v阀体与wb36配管材料的特性,提出了特殊的焊接工艺,解决了异种钢焊接性能较差的工艺问题。
D516MA阀门堆焊焊条
格式:pdf
大小:28KB
页数:3P
4.6
d516ma阀门堆焊焊条符合gbedcrmn-a-16 说明:d516ma是低氢钾型药皮的高铬锰钢堆焊焊条,堆焊层金属具有 良好的耐磨、耐热、耐蚀以及抗热裂性能,焊接工艺简单,焊前不预 热,焊后不用热处理,堆焊层可进行切削加工。 用途:用于堆焊工作温度在450℃以下的受水、蒸汽、石油介质作用下 的部件,如25号铸钢、高中压阀门密封面。 熔敷金属化学成分(%) 化学成分cmnsicr 保证值≤0.256.00~8.00≤1.0012.0~14.0 堆焊层硬度:hrc≥38-48 参考电流(ac、dc+) 焊条直径 (mm)φ3.2φ4.0φ5.0 焊接电流(a)80~120120~160180~190 注意事项: 1.焊前焊条须经300-350℃烘焙1h。 2.焊前应将焊件上的油污及杂质清理干净。 阀门堆焊焊条使用说明:
奥氏体焊条AR617在1Cr5Mo钢管焊接中的应用
格式:pdf
大小:261KB
页数:3P
3
奥氏体焊条ar617在1cr5mo钢管焊接中的应用——利用新型低铬高锰奥氏体焊条ar617焊接1crsmo珠光体耐热钢管,做了焊接工艺评定,分别对其焊缝进行了拉伸、弯曲和冲击试验,并通过金相照片对焊缝的微观组织进行了分析。结果证明,工艺评定焊缝的各项力学性能指标均...
D547阀门堆焊焊条
格式:pdf
大小:30KB
页数:3P
4.4
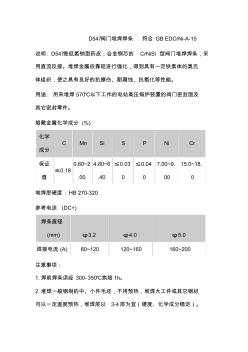
d547阀门堆焊焊条符合gbedcrni-a-15 说明:d547是低氢钠型药皮,合金钢芯的crnisi型阀门堆焊焊条,采 用直流反接。堆焊金属依靠硅进行强化,得到具有一定铁素体的奥氏 体组织,使之具有良好的抗擦伤、耐腐蚀、抗氧化等性能。 用途:用来堆焊570℃以下工作的电站高压锅炉装置的阀门密封面及 其它密封零件。 熔敷金属化学成分(%) 化学 成分 cmnsispnicr 保证 值 ≤0.18 0.60~2 .00 4.80~6 .40 ≤0.03 0 ≤0.04 0 7.00~9. 00 15.0~18. 0 堆焊层硬度:hb270-320 参考电流(dc+) 焊条直径 (mm)φ3.2φ4.0φ5.0 焊接电流(a)80~120120~160160~200 注意事项: 1.焊前焊条须经300-350℃烘焙1h。 2
ZG15Cr1Mo1V阀门镍基焊条冷补修复精华文档
D557阀门堆焊焊条
格式:pdf
大小:29KB
页数:3P
4.4
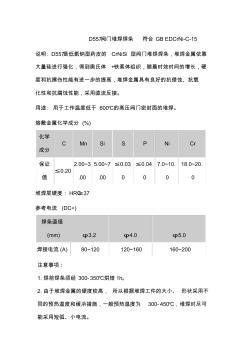
d557阀门堆焊焊条符合gbedcrni-c-15 说明:d557是低氢钠型药皮的crnisi型阀门堆焊焊条,堆焊金属依靠 大量硅进行强化,得到奥氏体+铁素体组织,随着时效时间的增长,硬 度和抗擦伤性能有进一步的提高,堆焊金属具有良好的抗侵蚀、抗氧 化性和抗腐蚀性能,采用直流反接。 用途:用于工作温度低于600℃的高压阀门密封面的堆焊。 熔敷金属化学成分(%) 化学 成分 cmnsispnicr 保证 值 ≤0.20 2.00~3 .00 5.00~7 .00 ≤0.03 0 ≤0.04 0 7.0~10. 0 18.0~20. 0 堆焊层硬度:hrc≥37 参考电流(dc+) 焊条直径 (mm)φ3.2φ4.0φ5.0 焊接电流(a)80~120120~160160~200 注意事项: 1.焊前焊条须经300-350℃烘焙
ZG40Cr30Ni15W5Mo3V离心铸钢管的焊接工艺 ZG40Cr30Ni15W5Mo3V离心铸钢管的焊接工艺
格式:pdf
大小:263KB
页数:4P
4.5
通过对某多晶硅工程项目10万t/a合成装置转化系统离心铸钢管zg40cr30ni15w5mo3v的化学成分分析,评定管道焊接工艺,从而制定了正确的焊接施工工艺,保证了该项目zg40cr30ni15w5mo3v管道的焊接质量,为类似的管道焊接提供了技术工艺参数,具有很好的推广应用价值。

D502阀门堆焊焊条
格式:pdf
大小:30KB
页数:3P
4.4
d502阀门堆焊焊条符合gbedcr-a1-03 说明:d502是钛钙型药皮的1cr13型阀门堆焊焊条,可交直流两用,焊 接工艺良好。堆焊金属为1cr13半铁素体高铬钢。堆焊层具有空淬特性, 一般不须进行热处理,硬度均匀,亦可在750-800℃退火软化,当加热 至900-1000℃空冷或油淬后,可重新硬化。 用途:这是一种通用性的表面堆焊用焊条,用于堆焊工作温度在450℃ 以下的碳钢或合金钢的轴及阀门等。 熔敷金属化学成分(%) 化学成 分 cspcr其它元素总量 保证值≤0.15≤0.030≤0.04010.0~16.0≤2.50 堆焊层硬度:(焊后空冷)hrc≥40 参考电流(ac、dc) 焊条直径 (mm)φ2.5φ3.2φ4.0φ5.0 焊接电流 (a) 50~8080~120120~160160~200 注意事
D507MoNb阀门堆焊焊条
格式:pdf
大小:29KB
页数:3P
4.8
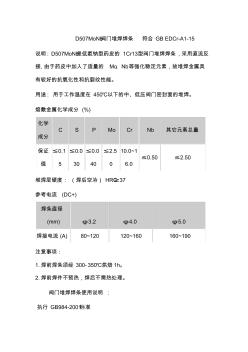
d507monb阀门堆焊焊条符合gbedcr-a1-15 说明:d507monb是低氢钠型药皮的1cr13型阀门堆焊焊条,采用直流反 接,由于药皮中加入了适量的mo、nb等强化稳定元素,故堆焊金属具 有较好的抗氧化性和抗裂纹性能。 用途:用于工作温度在450℃以下的中、低压阀门密封面的堆焊。 熔敷金属化学成分(%) 化学 成分 cspmocrnb其它元素总量 保证 值 ≤0.1 5 ≤0.0 30 ≤0.0 40 ≤2.5 0 10.0~1 6.0 ≤0.50≤2.50 堆焊层硬度:(焊后空冷)hrc≥37 参考电流(dc+) 焊条直径 (mm)φ3.2φ4.0φ5.0 焊接电流(a)80~120120~160160~190 注意事项: 1.焊前焊条须经300-350℃烘焙1h。 2.焊前焊件不预热,焊后不需热处理。

D577阀门堆焊焊条
格式:pdf
大小:30KB
页数:3P
4.7
d577阀门堆焊焊条符合gbedcrmn-c-15 说明:d577是低氢钠型药皮,合金钢芯的铬锰型阀门堆焊焊条。采 用直流反接,堆焊金属为高铬锰型奥氏体钢,故冷作硬化效果显著, 具有良好的抗擦伤性能,有一定的中温硬度,较好的热稳定性,如 与d507mo配合使用,可获得很好的抗擦伤性能,该焊条抗裂性好, 堆焊工艺简单,焊条可不预热,焊后不用热处理,堆焊金属切削加 工性能良好。 用途:用于堆焊工作温度在510℃以下的中温高压阀门密封面,在 闸阀中如与d507mo配合使用,使用寿命更高。 熔敷金属化学成分(%) 化学 成分 cmnsinimocr其它元素总量 保证 值 ≤1. 10 12.0~ 18.0 ≤2.0 0 ≤6.0 0 ≤4.0 0 12.0~1 8.0 ≤3.00 堆焊层硬度:hrc≥28 参考电流(dc+) 焊条直径 (mm)φ3.2
ZG15Cr1Mo1V阀门镍基焊条冷补修复最新文档
发热冒口在ZG1Cr13高压阀门铸件上的应用 发热冒口在ZG1Cr13高压阀门铸件上的应用
格式:pdf
大小:307KB
页数:2P
4.5
井控装置用高压阀门,工作压力高,要求铸件本体组织致密。采用常规的保温冒口工艺,因冒口尺寸很大,造成切割困难,工艺出品率低,同时存在较大的热影响区,对砂芯的散热不利,使冒口下部常出现气缩孔;而使用发热冒口,可使工艺出品率由原来的50%上升到78%,同时改善了砂芯的受热条件,从根本上解决了铸件气缩孔缺陷。
镍基焊条在A335-P12与TP304异种钢的焊接实践 镍基焊条在A335-P12与TP304异种钢的焊接实践
格式:pdf
大小:128KB
页数:未知
4.7
对珠光体耐热钢与奥氏体不锈钢异种接头焊接性进行分析,对镍基焊条与不锈钢焊条在奥氏体不锈钢与珠光体耐热钢异种接头上应用效果进行比较,阐述了镍基焊条的应用实践。
铌对9%Ni钢用镍基焊条熔敷金属组织和性能的影响 铌对9%Ni钢用镍基焊条熔敷金属组织和性能的影响
格式:pdf
大小:906KB
页数:5P
4.4
研制9%ni钢用镍基焊条的难点在于满足熔敷金属强度和塑性指标的前提下提高其低温韧性。在力学性能分析的基础上,采用彩色金相分析、扫描电镜及能谱分析、x射线衍射分析技术研究了铌对9%ni钢用镍基焊条熔敷金属组织和性能的影响。试验结果表明,熔敷金属中铌的加入能明显提高其强度和塑性。但铌的质量分数达到3.5%后,虽然熔敷金属的强度进一步提高,但形成了脆性的金属间化合物laves相,导致熔敷金属低温韧性下降。

碳迁移对镍基和奥氏体焊条焊接的Cr5Mo异种钢焊接接头蠕变破断寿命的影响
格式:pdf
大小:272KB
页数:4P
3
碳迁移对镍基和奥氏体焊条焊接的cr5mo异种钢焊接接头蠕变破断寿命的影响——基于节约费用和施工方便的考虑,工程应用中常采用异种钢焊接。cr5mo异种钢焊接接头广泛应用于炼油、石油化工等过程工业中的高温环境。针对镍基和奥氏体焊条焊接的cr5mo异种钢焊接接头...
具有低回火脆化敏感性的2.25Cr-1Mo合金系焊条研制 具有低回火脆化敏感性的2.25Cr-1Mo合金系焊条研制
格式:pdf
大小:200KB
页数:3P
4.7
通过渣系创新,优化熔敷金属成分等手段成功研制出回火脆化敏感性极低的2.25cr-1mo合金系焊条。该焊条通过苛刻的阶冷试验考核,适用于对回火脆性要求较高的2.25cr-1mo钢重要结构的焊接。
埋弧焊条件下冷却速度对2.25Cr—1Mo钢接头性能的影响
格式:pdf
大小:145KB
页数:3P
3
埋弧焊条件下冷却速度对2.25cr—1mo钢接头性能的影响——根据不同的正火和焊后退火热处理工艺务停下,2.25cr—imo钢埋弧自动焊焊接接头力学性能试验蛄果的分析,选择夸理的热处理工艺。
ZG35Cr1Mo与Q345B异种钢的焊接工艺 ZG35Cr1Mo与Q345B异种钢的焊接工艺
格式:pdf
大小:514KB
页数:2P
4.5
介绍了异种钢焊接技术在盾构机刀盘钢结构中的应用,通过对zg35cr1mo与q345b的焊接性分析,制定了zg35cr1mo与q345b异种钢的焊接工艺。
耐热钢25Cr2Mo1V圆钢
格式:pdf
大小:425KB
页数:2P
4.5
25cr2mo1v圆钢 规格:20—500 材质:20#、35#、45#、50#、55#、60#、20mn、30mn、35mn、40mn、q235(b/d)、q345(b/d/d)、 20cr、40cr、27simn、20mn2、30mn2、35mn2、40mn2、45mn2、65mn、60si2mn、gcr15、 gcr15simn、15crmo、20crmo、35crmo、42crmo、38crmoal、9cr18、9cr18mo、9sicr、 16mncr5、20mncr5、20crnimoa、40crnimoa、20crmnmo、40crmnmo、20crmnti、40crmnti 详讯:山东宝雷钢铁135_6129_1801 山东宝雷钢铁有限公司规格如下 材质规格产地 25cr2mo1v16湖北大冶 25cr2mo1v18湖北大冶 25cr

ZG15Cr1Mo1V阀门镍基焊条冷补修复相关
文辑推荐
知识推荐
百科推荐


职位:质量评估经理
擅长专业:土建 安装 装饰 市政 园林


