

X70管线钢焊接接头断裂韧度试验
格式:pdf
大小:354KB
页数:5P
人气 :84
 4.7
4.7
采用裂纹尖端张开位移(CTOD)测试技术和金相显微组织分析,设计2种三点弯曲试样,测试了X70管线钢埋弧焊焊接接头低温-10℃的断裂韧性,比较接头焊缝、热影响不同区域金属断裂韧性,分析组织结构对力学性能的影响。结果显示,焊缝中心金属性能均匀,裂纹尖端张开位移平均值为0.346 mm,断裂韧性小于热影响区稳定裂纹扩展的CTOD值。热影响区组织不均匀,包括稳定裂纹扩展和中途失稳断裂,出现不同特征的CTOD值。热影响细晶区组织为细小的多边形铁素体和珠光体,在-10℃环境下仍有良好的低温韧性。热影响粗晶区组织主要是板条状贝氏体和粒状贝氏体,而且晶粒尺寸粗大,该区域在-10℃时容易失稳断裂,呈现低温脆性。



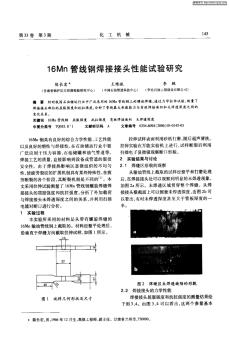
200616Mn管线钢焊接接头性能试验研究
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
 X80管线钢埋弧焊焊接接头的组织和腐蚀性能
X80管线钢埋弧焊焊接接头的组织和腐蚀性能 X80管线钢埋弧焊焊接接头的组织和腐蚀性能
采用h08mnmoa焊丝埋弧焊焊接x80管线钢.利用扫描电镜分析焊接接头微观组织;采用动电位极化和电化学阻抗法研究了x80管线钢其焊接接头在0.5mol/lnahco3+0.02mol/lnacl溶液中的腐蚀行为.结果表明,在0.5mol/lnahco3+0.02mol/lnacl溶液中,由于显微组织上的差异,x80钢母材的耐点蚀性能最好;焊缝在短时间内的耐点蚀性能基本与母材处于同一水平,但长时间浸泡后的耐点蚀性能却比母材要差;热影响区的耐点蚀性能最差,且相对于母材和焊缝的差值较大.
编辑推荐下载
喷丸处理对X70管线钢埋弧自动焊接接头拉伸性能的影响 喷丸处理对X70管线钢埋弧自动焊接接头拉伸性能的影响
格式:pdf
大小:385KB
页数:5P
4.5
利用机械喷丸技术对x70管线钢焊接接头进行了表面强化处理,对x70管线钢基材、原始状态焊接接头和喷丸处理后焊接接头试样的拉伸力学性能进行了分析,用扫描电镜观察了其断口形貌,对其断裂机理进行了探讨。试验结果表明,x70管线钢基材具有连续屈服特征,无明显的屈服平台,延伸率达到38%,拉伸断口出现明显的分层开裂现象;x70管线钢经过焊接后,原始状态焊接接头屈服强度、抗拉强度、断后收缩率明显小于基材;经喷丸处理后,x70管线钢焊接接头抗拉强度、屈服强度和延伸率有了明显的提高。喷丸处理使得焊接接头表面发生塑性变形,表面裂纹和孔洞减少,是提高x70管线钢焊接接头的抗拉强度的主要因素。
X80管线钢焊接接头表面自身纳米化 X80管线钢焊接接头表面自身纳米化
格式:pdf
大小:1.9MB
页数:5P
4.5
采用表面机械研磨(smat)技术对x80管线钢的焊接接头进行了表面自身纳米化处理,利用金相显微镜(om)、透射电子显微镜(tem)和x射线衍射技术(xrd)研究了表面自身纳米化处理后试样表面微观结构的变化。结果表明:经smat处理后,可以在x80管线钢的焊接接头表面形成一定厚度的等轴、取向随机的纳米晶粒;随距处理表面深度的增加,晶粒尺寸逐渐增大;smat处理时间的进一步延长对表层晶粒尺寸影响不大;smat处理可以实现x80管线钢的焊接接头组织的连续化和均匀化。
X70管线钢焊接接头断裂韧度试验热门文档
X70管线钢焊接接头慢拉伸应力腐蚀行为 X70管线钢焊接接头慢拉伸应力腐蚀行为
格式:pdf
大小:827KB
页数:5P
4.5
利用金相显微镜观察了x70管线钢焊接接头组织结构,通过慢拉伸试验分析了x70管线钢焊接接头在nace溶液中应力腐蚀行为,测试了x70管线钢焊接接头在不同h2s浓度下电化学腐蚀电位,讨论了x70管线钢焊接接头自腐蚀电位形成机理。结果表明,x70管线钢焊接接头熔合区中m-a组元所产生的微裂纹是焊接接头应力腐蚀产生裂纹的主要来源,使得其耐腐蚀性能下降;焊接接头在腐蚀初期主要表现为典型的点腐蚀特征,点蚀坑相互连接不断扩展,点蚀坑被生成的腐蚀产物所覆盖;焊接接头自腐蚀电位随着h2s浓度的增加而发生负移,应力腐蚀敏感性增加,在含饱和h2snace溶液中具有明显的应力腐蚀倾向。
X70管线钢焊接工艺研究 X70管线钢焊接工艺研究
格式:pdf
大小:1.3MB
页数:2P
4.7
x70是国外20世纪70年代初发展起来的一种微合金高强度管线钢,采用控轧控冷工艺,得到以针状铁素体为主的组织,强度、韧性和焊接性等性能非常好,已在工程中大量使用,技术已很成熟。文章主要探讨了巴西管线建设中x70管线钢的自动焊工艺,以此为鉴,从而改进我国的管线自动焊焊接施工工艺,促进我国管线建设的发展。
X70管线钢的气体保护焊试验研究
格式:pdf
大小:379KB
页数:3P
3
x70管线钢的气体保护焊试验研究——本文按照“西气东输”管线钢焊接技术条件,对武钢开发研制的板厚为10.3mmx70管线钢进 行了气体保护焊试验。焊接材料为高韧性气保焊丝wer60及富氩保护气体。研究结果表明,焊缝具有优良的强韧性匹配,焊接接头强度及冲击...
管线钢X70
格式:pdf
大小:25KB
页数:3P
4.5
安阳国丰商贸有限公司 管线钢用途 管线钢是指用于输送石油、天然气等的大口经焊接钢管用于热轧卷板或宽厚 板。管线钢在使用过程中,除要求具有较高的耐压强度外,还要求具有较高的低温韧 性和优良的焊接性能 联系方式 联系人:李经理 电话:0372-5568044 手机:13526160557 传真:0372-2150103 qq:50602104 邮箱:50602104@.qqcom 联系地址:安阳市殷都区枫林水郡a区 公司介绍 安阳国丰商贸有限公司主要经营安钢生产的各种优质钢材,年销售钢材五 万多吨。销售网络遍布全国。 公司位于河南省的最北部,地处山东、山西、河北、河南四省毗邻处,历 史八大古都之首、人工天河红旗渠故乡—安阳,京广铁路、京珠高速、京深高 铁,107国道贯穿南北,交通十分便利,古城安阳西依八百里太行山脉,矿产资 源储备极其丰富。 公司主要经营安钢、邯钢、
X80钢管焊接接头断裂韧性试验分析 X80钢管焊接接头断裂韧性试验分析
格式:pdf
大小:273KB
页数:5P
4.8
通过对进口钻井隔水管x80钢管进行理化性能分析,了解了国外钻井隔水管材料的性能水平,为隔水管国产化工作的开展提供了一些参考数据;通过对x80管线钢焊接接头的ctod试验研究,发现焊接接头的断裂韧性在热影响区相对较弱;通过对比分析焊接接头的夏比冲击功和ctod试验结果,表明ctod试验对材料的断裂韧性评价是可靠的。
X70管线钢焊接接头断裂韧度试验精华文档

Nb-Cr X80管线钢管焊接接头断裂韧性的研究
格式:pdf
大小:785KB
页数:5P
4.4
对低温环境下nb-crx80管线钢管及其焊接接头的断裂韧性进行了深入研究。研究发现,nb-crx80管线钢母材的抗开裂性能要优于热影响区,纵焊缝介于二者之间。对于kobelb52uφ3.2mm低氢焊条上向根焊+hobartx80φ2.0mm自保护药芯焊丝半自动下向填充盖面焊环焊接头,焊缝nq方向的抗开裂能力优于np方向,但热影响区的性能却是np方向优于nq方向;而对于kobelb52uφ3.2mm低氢焊条上向根焊+金桥jc-30φ2.0mm自保护药芯焊丝半自动下向填充盖面焊环焊接头,焊缝及haz试样,nq方向ctod平均值要高于np方向,说明nq方向抗开裂能力更好。
X120管线钢焊接试验及分析 X120管线钢焊接试验及分析
格式:pdf
大小:802KB
页数:5P
4.4
采用焊接热模拟方法研究了线能量对x120管线钢haz韧性的影响,并通过3种不同成分焊丝与焊剂的匹配试验,确定了x120管线钢的最佳焊材匹配方案。以确定的工艺参数对jco成型的x120管线钢进行了焊接实践,并对焊后钢管的性能进行了分析。研究表明,当线能量为35kj.cm-1时,x120管线钢haz具有最高的韧性值;目前现有的焊接材料较难实现x120管线钢的过匹配焊接,应重点开发x120管线钢专用焊材;与普通管线钢具有较佳的弯曲变形能力不同,x120钢管在8倍壁厚的弯轴直径下弯曲出现裂纹,这主要是因为x120钢管焊缝cghaz晶粒长大明显,组织中m/a数量多,呈长条状分布,导致了x120钢管焊缝cghaz的脆化。
X80管线钢焊接接头拉伸断裂行为与断口形貌分析 X80管线钢焊接接头拉伸断裂行为与断口形貌分析
格式:pdf
大小:298KB
页数:6P
4.4
通过拉伸试验分析了x80管线钢母材及其焊接接头拉伸性能,采用扫描电镜及其能谱分析仪观察了上述材料的断口形貌与化学成分,并对其断裂行为进行了研究.结果表明:母材延伸率和断面收缩率大于焊接接头,母材为韧性断口,而焊接接头为出现分层现象的韧断+脆断断口;母材纤维区面积及韧窝尺寸均大于焊接接头,母材放射区形貌为韧窝结构,而焊接接头为解理形貌,母材与焊接接头的剪切唇区均为解理形貌;焊接接头中夹杂物以硫化物和氧化物为主,是焊接接头力学性能降低的重要因素.
钢箱梁焊接接头的断裂韧度评定 钢箱梁焊接接头的断裂韧度评定
格式:pdf
大小:754KB
页数:6P
4.8
采用冲击试验评定钢箱梁焊接工艺存在局限性,指出用裂纹尖端张开位移(ctod)试验评定钢箱梁焊接工艺的优越性。介绍了焊接工艺ctod断裂韧度评定的方法。针对港深西部通道香港段后海湾大桥钢箱梁焊接建造,运用英国标准bs7448对两项拟用焊接工艺进行ctod试验评定。结果表明,埋弧自动焊工艺焊接接头的ctod断裂韧度较高,该工艺可以直接用于钢箱梁焊接施工;而焊条电弧焊工艺焊接接头的ctod断裂韧度较低,经扫描电子显微镜断口分析和x射线分析,发现其原因是焊缝中心存在气泡、微裂纹、夹杂物和硫等有害元素。试验评定结果为港深西部通道香港段后海湾大桥钢箱梁焊接质量控制提供了依据。
焊接热输入对X70级管线钢埋弧焊接头组织的影响 焊接热输入对X70级管线钢埋弧焊接头组织的影响
格式:pdf
大小:501KB
页数:3P
4.7
采用埋弧焊的方法,研究了热输入对x70钢接头组织的影响。采用olympus分析软件分析了焊接接头的宏观结构尺寸。采用olympus-pmg3金相显微镜对埋弧焊接头显微组织进行了观察。结果表明,由于x70级管线钢为采用控扎控冷工艺获得的细晶粒钢,焊接热影响区晶粒长大倾向严重。随着热输入的增加,热影响区宽度明显增加、母材和焊丝熔化量增加、焊缝深宽比减小;在单道焊的情况下,随着热输入的增加,侧板条铁素体含量增加,针状铁素体含量减小,不利于焊接接头性能的提高。
X70管线钢焊接接头断裂韧度试验最新文档
 X70管线钢冷丝填充埋弧焊焊接工艺
X70管线钢冷丝填充埋弧焊焊接工艺 X70管线钢冷丝填充埋弧焊焊接工艺
格式:pdf
大小:189KB
页数:3P
4.6
根据x70管线钢的焊接性,提出了采用冷丝埋弧焊的工艺方法来解决焊接接头热影响区的脆化现象,通过向熔池中添加"冷丝",消耗过热能量来提高焊接接头的韧性。确定x70管线钢在不同线能量下的最佳冷丝填充速度;最终得出x70管线钢冷丝埋弧焊焊接工艺参数。
X100管线钢管埋弧焊焊接接头性能分析 X100管线钢管埋弧焊焊接接头性能分析
格式:pdf
大小:369KB
页数:4P
4.7
对x100管线钢管直缝双面埋弧焊接头进行了微观组织、显微硬度、拉伸及冲击试验。试验结果表明:x100管线钢双面埋弧焊焊缝金属的显微硬度高于母材,热影响区的显微硬度低于母材,焊接接头存在haz软化问题;横向焊接接头的抗拉强度满足iso3183—2007的要求,抗拉强度值高于母材纵向,但低于母材横向;埋弧焊焊缝金属的韧性良好,韧脆转变温度为-53℃;焊接热影响区的韧性较差,韧脆转变温度约为7℃。
X70管线钢在役条件下的焊接热循环 X70管线钢在役条件下的焊接热循环
格式:pdf
大小:651KB
页数:4P
4.8
焊接热循环参数t8/5和t8/3是影响焊接质量的主要参数.应用自行设计建造的平板腔室装置研究了在役焊接条件下的焊接热循环.结果表明:冷却速度越大,t8/5,t8/3和内表面峰值温度tmax就越小;其中在水速为2.75m/s时最小,空气中冷却最大.焊接线能量增大,t8/5和t8/3也明显增大,这对防止氢致裂纹有利.在板厚分别为6,8,10,12mm时,板厚对焊接参数t8/5和t8/3影响不大;在板厚为4mm时,t8/5和t8/3最小,内表面温度tmax最高,达635℃.
焊接接头拉伸试验
格式:pdf
大小:14KB
页数:2P
4.6
焊接接头拉伸试验 原理 拉伸试验按gb/t228进行 除非另有规定,试验应在环境温度为23℃±5℃条件下进行。 样品制备 取样位置 试样应从焊接接头垂直于焊缝轴线方向截取,试样加工完成后,焊缝的轴线 应位于试样平行长度部分的中间,对小直径管试样可采用整管。相关标准或协议 未做特殊规定时,“小直径管”是指外径小于或等于18mm的管子。 标记 每个试件应做标记以便识别其他产品或接头中取出的位置。 如果相关标准有要求,应标记机加工方向。 每个试样应做标记以便识别其在试件中的准确位置。 热处理及/或时效 焊接接头或试样一般不进行热处理,但相关标准标准规定或允许被试验的焊 接接头进行热处理除外,这时应在试验报告中详细记录热处理的参数。对于会产 生自然时效的铝合金,应记录焊接至开始试验的间隔时间。 取样 一般要求 取样所采用的机械加工方法或加工方法不得对试样性能产生影响。 钢
X70管线钢焊接工艺研究 X70管线钢焊接工艺研究
格式:pdf
大小:74KB
页数:未知
4.3
x70是一种微合金高强度管线钢,起源于上个世纪的70年代的国外。本文通过对巴西管线建设中x70管线钢的自动焊工艺的系统分析,进行了优势对比和特性探究,以便改进我国的管线自动焊焊接施工工艺,提高我国管线建设技术。
X70厚壁海底管线钢管研制 X70厚壁海底管线钢管研制
格式:pdf
大小:505KB
页数:未知
4.3
根据我国南海深海管线用钢管的技术要求,开发出了厚壁x70钢级φ765.2mm×31.8mm海底管线钢管。通过对钢管进行检测:钢管管体纵向和横向屈服强度≥550mpa,抗拉强度≥660mpa,屈强比最低达到0.81,焊缝抗拉强度达695mpa,均匀延伸率达到了7.6%,断后伸长率达到54%;在-20℃下管体冲击功平均值为340j,焊接接头冲击功平均值最低为168j;在0℃下管体ctod特征值δm最高达到0.688mm,焊接接头最小为0.222mm,热影响区最小为0.280mm。钢管管体母材、热影响区、焊缝部位的抗氢致开裂、硫化物应力腐蚀及盐雾腐蚀性能良好。试验结果表明研制的x70钢管具有优良的强塑性、低温韧性、断裂韧性及耐腐蚀性能,适用于海洋服役环境的油气输送。
X70管线钢微观组织分析
格式:pdf
大小:397KB
页数:5P
4.5
!"#管线钢微观组织分析 王春明 $鞍钢集团公司% 吴杏芳 $北京科技大学% 摘要!"#管线钢的微观组织表现为多种类型混合组织&主要有多边形铁素体’块状铁素 体$准多边形铁素体%’针状铁素体’粒状贝氏体’珠光体和()*岛等+各类组织的比例随加工 工艺不同变化较大+提高冷却速度和降低终冷温度可以增加针状铁素体的比例+冷却速度较 低$,-).%时&组织中出现明显的珠光体+ 关键词!"#管线钢显微组织针状铁素体 */012.3.4/(3564.768578694:!"#;3?@abcd@ef@a $*/.g0/h64/0/i=7991j648dmf@an?@a $o93p3/q=539/590/ir95g/414q2s
 热轧管线钢X70开发
热轧管线钢X70开发 热轧管线钢X70开发
格式:pdf
大小:256KB
页数:3P
4.6
通过对成分的优化,试验不同的精轧出口温度与卷取温度;研究各温度对管线钢性能及组织的影响;结果表明:降低精轧出口温度可提高强度,降低层流温度可获得管线钢所需的针状铁素体组织,落锤改善较明显。
X70管线钢焊接接头断裂韧度试验相关
文辑推荐
知识推荐
百科推荐

职位:机电造价工程师
擅长专业:土建 安装 装饰 市政 园林


