

基于PLC的电渣焊焊丝摆动控制系统的研制
格式:pdf
大小:93KB
页数:2P
人气 :80
 4.3
4.3
利用PLC技术实现了电渣焊焊丝摆动系统的控制;根据设备的技术要求设计了系统硬件和PLC应用软件,该系统已用于自制双丝电渣焊设备。在实际生产中的应用表明:该控制系统的软硬件设计合理,满足生产要求。




钢筋电渣焊
钢筋电渣压力焊工艺标准(415-1996) 1范围 本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径14~40mm的ⅰ~ⅱ级竖向或斜向(倾 斜度4﹕1范围内)钢筋的连接。 22施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应有化 学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2焊剂。 2.1.2.1焊剂的性能应符合gb5293碳素钢埋弧焊用焊剂的规定。焊剂型号为hj401,常用的为熔炼型 高锰高硅低氟焊剂或中锰高硅低氟焊剂。 2.1.2.2焊剂应存放在干燥的库房内,防止受潮。如受潮,使用前须经250~300℃烘焙2h。 2.1.2.3使用中回收的焊剂,应除去熔渣和杂物,并应与新焊剂混合均匀后使用。 2.1.2.4焊剂应有出厂合格证。 2.

电渣焊焊接工艺
电渣焊(熔嘴)焊接工艺要领 一、焊前准备: 1、熔嘴(管状焊条)不应有明显锈蚀和弯曲,用前250℃保温1小时烘干,在80℃左右存放和待用。按所焊接的 焊缝长度确定焊管的使用长度,即:焊缝实际长度加250~350则为焊管所须长度。 2、按指定焊丝的牌号和规格使用。焊丝的盘绕应整齐紧密,没有硬碎弯、锈蚀和油污。焊丝盘上的焊丝量最少不 得少于焊一条焊缝所须的焊丝用量。一条焊缝所须焊丝量按下式计算: q=k(l+100)×t×b×g×10 -7 kg 式中:q——每条焊缝所需用焊丝重量(kg) k——常数=1.1 l——焊缝实际长度(mm) t、b—t为隔板厚度,b为焊口宽度(mm) g——焊缝金属比重=7.85,(克/cm3) 3、所有焊机的各部位均应处于正常工作状态,不得有带病作业现象,焊机的电流表、电压表和调节旋钮刻度指数 的指示正确性和偏差数
编辑推荐下载
 成都振中电焊机厂——ZHS丝极电渣焊机
成都振中电焊机厂——ZHS丝极电渣焊机 成都振中电焊机厂——ZHS丝极电渣焊机
格式:pdf
大小:59KB
页数:未知
4.7
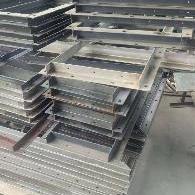
zhs丝极电渣焊机是采用焊丝为电极,焊丝通过非消耗的电渣焊枪和导电嘴送入渣池的电渣焊设备。主要用于钢结构垂直焊缝的高效焊接,特别适用于箱型柱和箱型梁隔板的焊接。
电渣焊质量技术交底
格式:pdf
大小:55KB
页数:5P
4.7
钢筋电渣压力焊分项工程质量技术交底卡 gd2301003 施工单位汕头市潮阳第四建筑总公司惠州分公司 工程名称西二环高速公路服务区分部工程基础、主体 交底部位一、二区综合楼及配电房日期200年月日 交 底 内 容 1.1本工程是民用建筑现浇钢筋混凝土结构直径14~40mm的ⅰ~ⅱ级竖向或斜向(倾斜 度4∶1范围内)钢筋的连接。 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。 进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。 2.1.2焊剂。 2.2.2.1焊剂的性能应符合gb5293碳素钢埋弧焊用焊剂的规定。焊剂型号为hj401, 常用的为熔炼型高锰高硅低氟
PLC电渣焊焊丝摆动控制系统研制热门文档
电渣焊(环保)技术交底
格式:pdf
大小:33KB
页数:3P
4.7
电焊技术交底卡 工程名称:华强大厦3~5层室内装饰工程交底日期: 交底人:被交底人: 交底内容: 一、施工准备 工具:电焊条、气焊设备、手砂轮、电锤等。 1、电焊条应涂料均匀、坚固、无显著裂纹,无成片脱落,容易打火,燃烧熔化均匀, 无金属和熔渣过大飞溅,熔渣应均匀盖住熔化金属,冷却后易于除掉,熔化金属无气 孔、夹渣和裂纹。 2、气焊条应熔化稳定,无过大飞溅,焊条表面无氧化皮、油污和锈蚀。 3、严禁在压力作用下的管道和荷载作用下的构件上施焊。 4、管道坡口加工宜采用机械方法,也可采用气割等热加工方法,采用热加工坡口后, 应除去坡口表面的氧化皮、熔渣及影响接头质量的表面层。并应将凹凸不平处打磨平 整。 5、焊口距管道弯管(不含压制、热推和中频弯管)不小于100mm,且不得小于管子 外径(焊接、铸造及热压管件除外),环焊缝距支、吊架边缘的距离不小于50mm。 6、焊
电渣焊技术交底
格式:pdf
大小:42KB
页数:3P
4.8
分项安全技术交底记录 安3—6—2 单位工程名称分项工程名称工程负责人 作业内容竖向电渣压力焊负责部门时间 交底内容:(-)施工准备 1.材料 (1)钢筋:应有出厂合格证,试验报告性能指标应符合有关标准或规范的规定。钢筋的验收和加工, 应按有关的规定进行。 (2)电渣压力焊焊接使用的钢筋端头应平直、干净,不得有马蹄形、压扁、凹凸不平、弯曲歪扭等 严重变形。如有严重变形时应用手提切割机切割或用气焊切割、矫正,以保证钢筋端面垂直于轴线。 钢筋端部200mm范围不应有锈蚀、油污、混凝士浆等污染,受污染的钢筋应清理干净后才能进行电渣 压力焊焊接。处理钢筋时应在当天进行,防止处理后再生锈。 (3)电渣压力焊焊剂:须有出厂合格证,化学性能指标应符合有关规定。在使用前,须经恒温250℃ 烘焙1~2小时。焊剂回收重复使用时,应除去熔渣和杂物并经干燥,一般采用431
电渣焊技术交底21
格式:pdf
大小:256KB
页数:20P
4.3
广西建工集团第二建筑工程有限责任公司 技术交底单 施工单位:广西二建六分公司填发日期:年月日kj-186 建设单位区政府办公厅单位工程名称龙盘小区15#住宅楼 工程部位框架柱电渣压力焊接受交底人 一、工程概况 龙盘住宅小区15#住宅楼位于南宁市竹溪大道段,本工程为现浇框架结构, 基础采用人工挖孔桩,b型住宅地上五层,底层为车库,层高为2.8m,1~5层为 住宅,层高为3.0m。 二、施工准备 1.材料 (1)钢筋:进场时有出厂合格证并必须经过抽样检验,力学性能指标符合 规范的规定。 (2)焊剂:有出厂合格证,化学性能指标应符合有关规定,焊剂应存放在 干燥的库房里,若受潮,在使用前,须在恒温2500c下烘焙2小时。焊剂回收 重复作用时,应除去熔渣和杂物并经干燥,一般采用hj431焊剂。 三、机具设备 1.手工电渣焊机一台; 2.控制箱一
不锈钢带极电渣焊用烧结焊剂JWF205D的研制 不锈钢带极电渣焊用烧结焊剂JWF205D的研制
格式:pdf
大小:293KB
页数:4P
4.5
研制了一种新型的不锈钢带极电渣焊用烧结焊剂jwf205d,其渣系为caf2-al2o3-cao-sio2-mgo。该焊剂在焊接开始时能快速形成电渣熔池,在15m/h快速焊接条件下仍能保持稳定的电渣过程,焊接过程中飞溅小,堆焊层成形质量好,热脱渣性能优良。其为一剂多带设计,可配合多种型号的不锈钢焊带单层或多层堆焊,且熔渣碱度较高,合金元素烧损少,所得堆焊层的化学成分及各项性能指标均符合相关标准规定及用户技术协议要求。
电渣焊技术交底007
格式:pdf
大小:20KB
页数:2P
4.5
安徽阜阳建工集团 交底人:接受人: 技术交底记录 工程名称:合肥华凌电器研发中心及培训中心分项工程名称:电渣焊编号:jd-007 1钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单;焊剂的性 能应符合gb5293碳素钢埋弧焊用焊剂的规定。焊剂型号为hj401,常用的为熔炼型高锰 高硅低氟焊剂或中锰高硅低氟焊剂。 2焊剂应存放在干燥的库房内,防止受潮。如受潮,使用前须经250~300℃烘焙 2h,以防止电渣压力焊接头产生气孔等缺陷。使用中回收的焊剂,应除去熔渣和杂物, 并应与新焊剂混合均匀后使用。焊剂应有出厂合格证。 3焊工必须持有有效的焊工考试合格证。 4设备应符合要求。焊接夹具应有足够的刚度,在最大允许荷载下应移动灵活, 操作方便。焊剂罐的直径与所焊钢筋直径相适应,不致在焊接过程中烧坏。电压表、时 间显示器应配备齐全,以便
PLC电渣焊焊丝摆动控制系统研制精华文档
钢筋电渣焊施工工艺
格式:pdf
大小:61KB
页数:11P
4.6
钢筋电渣压力焊工艺标准 1范围 本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径 14—40mm的i—ⅱ级竖向或斜向(倾斜度4:1范围内)钢筋的连接。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明 书及复试报告单。进口钢筋还应有化学复试单,其化学成分应满足焊 接要求,并应有可焊性试验。 2.1.2焊剂 2.1.2.1焊剂的性能应符合gb5293碳素钢埋弧焊用焊剂的规定。 焊剂型号为hj401,常用的为熔炼型高锰高硅低氟焊剂或中锰高硅低 氟焊剂。 2.1.2.2焊剂应存放在干燥的库房内,防止受潮。如受潮,使用 前须经250—300℃烘焙2h。 2.1.2.3使用中回收的焊剂,应除去熔渣和杂物,并应与新焊剂 混合均匀后使用。 2.1.2.4焊剂应有出厂合格证。 2.1.3主要机具 2.1.3.1

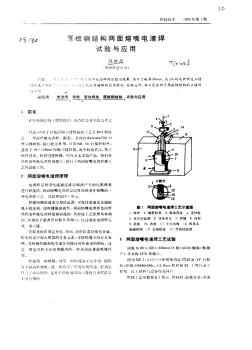
钢结构熔嘴电渣焊施工工艺规程 (2)
格式:pdf
大小:123KB
页数:11P
4.4
1 3.3钢结构熔嘴电渣焊施工工艺标准 3.3.1总则 3.3.1.1适用范围 本规程适用于桁架或网架(壳)结构、多层或高层梁、柱框架结构等工业与民用建筑和 一般构筑物的钢结构工程中。指导书规定了碳素结构钢和低合金高强度钢的二氧化碳气体保 护焊的基本要求。凡各工程的工艺中无特殊要求的结构件的二氧化碳气体保护焊均应按本规 程规定执行。 3.3.1.2编制参考标准及规范 《焊接用钢丝》gb1300 《钢结构工程施工质量验收规范》gb50205—2001 《建筑钢结构焊接规程》jgj81—2002 3.3.2术语、符号 3.3.2.1术语 母材——被焊接的材料统称。 焊缝金属——构成焊缝的金属,一般是熔化的母材和填充金属凝固形成的那部分金属。 层间温度——多层焊时,再停焊后继续焊之前,其相邻焊道应保持的最低温度。 定位焊缝——焊前为装配和固定焊接
钢结构熔嘴电渣焊施工工艺规程
格式:pdf
大小:109KB
页数:10P
4.5
3.3钢结构熔嘴电渣焊施工工艺标准 3.3.1总则 3.3.1.1适用范围 本规程适用于桁架或网架(壳)结构、多层或高层梁、柱框架结构等工业与民用建筑和 一般构筑物的钢结构工程中。指导书规定了碳素结构钢和低合金高强度钢的二氧化碳气体保 护焊的基本要求。凡各工程的工艺中无特殊要求的结构件的二氧化碳气体保护焊均应按本规 程规定执行。 3.3.1.2编制参考标准及规范 《焊接用钢丝》gb1300 《钢结构工程施工质量验收规范》gb50205—2001 《建筑钢结构焊接规程》jgj81—2002 3.3.2术语、符号 3.3.2.1术语 母材——被焊接的材料统称。 焊缝金属——构成焊缝的金属,一般是熔化的母材和填充金属凝固形成的那部分金属。 层间温度——多层焊时,再停焊后继续焊之前,其相邻焊道应保持的最低温度。 定位焊缝——焊前为装配和固定焊接接头的

工程技术交底表(电渣焊)
格式:pdf
大小:21KB
页数:1P
4.7
工程技术交底表 编号: 工程名称莲坂安置房c标段秋兴阁分部、分项工程名称1-5#楼、综合楼钢筋电渣压力焊工程 交底地点施工现场交底人日期 交底内容被交底人签字 1.电渣压力焊操作人员必须持证上岗. 2.焊机电源线的架设和接通必须由专业的电工进行. 3.所用焊剂必须符合有关规范,且不得受潮,若有受潮结块现象,必须烘干后才能 使用. 4.电渣压力焊焊机容量应满足所焊钢筋直径最大容量. 5.电渣压力焊所用夹具应具有刚度,在最大允许荷载下应移动灵活,操作便利,电 压表和时间显示器应配备齐全;焊剂桶的直径应与所焊钢筋直径相适应. 6.电渣压力焊焊接参数应符合下表: 钢筋直径 (mm) 焊接电流 (a) 焊接电压(v)焊接通电时间(s) 电弧过程电渣过程电弧过程电渣过程 14200-220
PLC电渣焊焊丝摆动控制系统研制最新文档

电渣焊班组施工承诺书
格式:docx
大小:14KB
页数:1P
3
电渣焊班组施工承诺书——电渣焊班组施工承诺书,word格式,可供参考。 本人所承包的车陂小区电渣焊工程,作业期间,保证在渣焊前先将建筑物外围排栅淋湿……
汇金铭城电渣焊合同
格式:pdf
大小:28KB
页数:5P
4.3
劳务分包合同 工程名称:阳东县汇金铭城工程 工程地点:广东省阳东县城工业大道尾育才 路南边4号 二о一四年月日 钢筋电渣焊施工合同 甲方:身份证号: 乙方:身份证号: 依照《中华人民共和国合同法》、《中华人民共和国建筑法》及 其他相关法律、行政法规,结合阳江市有关规定和本工程的具体情况, 遵循平等、自愿、公平和诚实信用的原则,双方就劳务分包事项协商 一致,订立如下合同。 一、工程概况 1、工程名称:阳东县汇金铭城小区。 2、工程地点:本工程位于广东省阳东县城工业大道尾育才路 南边4号。 3、工程量:汇金铭城小区1#至4#楼图纸上所有钢筋电渣焊 工程;共计总建筑面积大约为81000㎡。 二、工程质量及结算方式 1、乙方应认真按照国家颁布的《钢筋焊接技术规程》进行施 工,施工完毕后由乙方自检合格后通知甲方质量员、监理 公司进行复查验收,对检查出质量
jn钢结构熔嘴电渣焊施工工艺规程
格式:pdf
大小:138KB
页数:13P
4.5
1 3.3钢结构熔嘴电渣焊施工工艺标准 3.3.1总则 3.3.1.1适用范围 本规程适用于桁架或网架(壳)结构、多层或高层梁、柱框架结构等工业与民用建筑和 一般构筑物的钢结构工程中。指导书规定了碳素结构钢和低合金高强度钢的二氧化碳气体保 护焊的基本要求。凡各工程的工艺中无特殊要求的结构件的二氧化碳气体保护焊均应按本规 程规定执行。 3.3.1.2编制参考标准及规范 《焊接用钢丝》gb1300 《钢结构工程施工质量验收规范》gb50205—2001 《建筑钢结构焊接规程》jgj81—2002 3.3.2术语、符号 3.3.2.1术语 母材——被焊接的材料统称。 焊缝金属——构成焊缝的金属,一般是熔化的母材和填充金属凝固形成的那部分金属。 层间温度——多层焊时,再停焊后继续焊之前,其相邻焊道应保持的最低温度。 定位焊缝——焊前为装配和固定焊接
005电渣焊焊接标准BZ-005
格式:pdf
大小:77KB
页数:3P
4.4
1 电渣焊焊接标准(ldzg-gx-001) 1.范围:本标准适用于建筑钢结构工程电渣焊焊接施工工艺。 2.施工准备: 2.1电渣焊采用的设备:采用台湾欧淬纵向box流水线或熔嘴电渣焊机。 2.2熔丝电渣焊焊丝选用jw-7,熔嘴电渣焊选用φ2.4mm的h10mn2焊丝,焊丝质量符合 标准《熔化焊用钢丝》(gb/t14957-94)的规定。 2.3熔嘴电渣焊所用的熔化嘴(φ10*3或φ12*3)焊前需经250℃×1h烘培;焊剂选用 kf600,焊剂质量符合标准《低合金钢埋弧焊用焊剂》(gb/t12470-90)的规定,焊 剂使用前必须在200-250℃温度下烘干1h,没有烘干的焊剂严禁使用。 2.4钻电渣焊孔应采用摇臂钻,钻孔过程当中应使用空气冷却,不允许采用水冷却,根 据不同厚度的隔板应采用不同的孔径加工,如下图所示: 2.5电渣焊钻孔工序时,孔加工好
电渣焊技术在钢轨焊接中的应用 电渣焊技术在钢轨焊接中的应用
格式:pdf
大小:340KB
页数:5P
4.6
鉴于钢轨电渣焊在国外具有一定的研究应用,可在国内尚属空白,通过调研和试验,分析了电渣焊技术特点及应用情况、国内外钢轨电渣焊现状、钢轨电渣焊基本工艺参数及焊接难点,为进一步深入研究钢轨电渣焊技术提供基础。
PLC在双电梯联动控制系统中的应用 PLC在双电梯联动控制系统中的应用
格式:pdf
大小:78KB
页数:未知
4.7
本文以电梯为设计对象,利用plc结合通用变频器,开发出了一套交流变频调速的plc双电梯联动控制系统,从而只实现一台plc控制两台电梯的目的。
PLC双电梯联动控制系统 PLC双电梯联动控制系统
格式:pdf
大小:102KB
页数:1P
4.3
电梯性能的好坏对人们生活的影响越来越显著,因此必须努力提高电梯系统的性能,保证电梯的运行既高效节能又安全可靠。我国电梯控制系统主要有三种方式:继电器控制系统、微机控制系统和plc控制系统。其中plc控制系统以其显著的优点成为电梯控制系统的主流。plc控制系统主要有双速电梯系统和变压变频调速系统,后者通过改变电机供电的电压和频率,平滑调节电梯速度,可以获得更好的乘坐舒适感,它平层精度高,并具有显著的节能效果,保障了电梯的可靠性,成功地解决了电梯运行的舒适感问题。

建筑工程中的电渣焊技术交底
格式:pdf
大小:26KB
页数:3P
4.7
技术交底记录 表b2编号: 工程名称丽岛漫城23#楼(商业)交底时 间 年月日 交底内容: 关于电渣压力焊的技术交底主记录 1、施工准备 (1)作业条件 1、作业人员必须持证上岗。 2、电渣压力焊钢筋在竖向或倾斜度在4:1范围内应用。 3、电压表、时间显示器应齐全,焊剂筒的直径应与所焊钢筋的直 径相适应。 4、在正式焊接前,每一个作业人员应对其在工程中准备进行电渣 压力焊的钢筋各做3个模拟试件,经拉伸试验合格后,方能上 岗操作。 (2)材质要求 钢筋的级别、规格应符合设计要求,并且有材质证明及复试报 告。 (3)工器具 主要器具有:焊接电源、控制箱、焊接机头等。 2、质量要求 《钢筋焊接及验收规程》jgj18规定。 1、焊接生产中,焊工应对焊接接头进行自检。
安全技术交底(电渣焊)
格式:pdf
大小:45KB
页数:3P
4.5
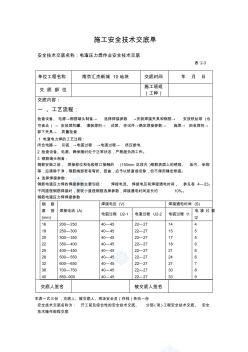
施工安全技术交底单 安全技术交底名称:电渣压力焊作业安全技术交底 表2-3 单位工程名称南京汇杰新城10地块交底时间年月日 交底部位 施工班组 (工种) 交底内容: 一、工艺流程: 检查设备、电源→钢筋端头制备→选择焊接参数→安装焊接夹具和钢筋→安放铁丝球(也 可省去)→安放焊剂罐、填装焊剂→试焊、作试件→确定焊接参数→施焊→回收焊剂→ 卸下夹具→质量检查 .1电渣电力焊的工艺过程: 闭合电路→引弧→电弧过程→电渣过程→挤压断电 2检查设备、电源、确保随时处于正常状态,严禁超负荷工作。 3钢筋端头制备: 钢筋安装之前,焊接部位和电极钳口接触的(150mm区段内)钢筋表面上的锈斑、油污、杂物 等,应清除干净,钢筋端部若有弯折、扭曲,应予以矫直或切除,但不得用锤击矫直。 4选择焊接参数: 钢筋电渣压力焊的焊接参数
PLC电渣焊焊丝摆动控制系统研制相关
文辑推荐
知识推荐
百科推荐

职位:幕墙设计师
擅长专业:土建 安装 装饰 市政 园林


