

14Cr17Ni2托板自锁螺母热处理工艺
格式:pdf
大小:1.4MB
页数:3P
人气 :64
 4.7
4.7
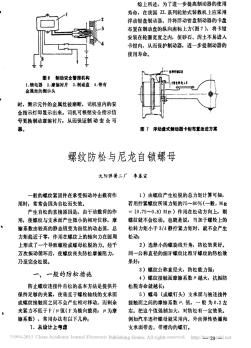
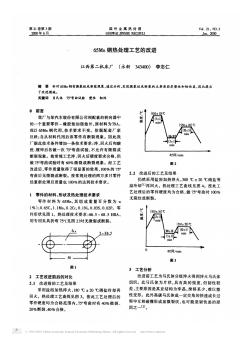
托板自锁螺母是一种制造工艺复杂、技术难度较大、具有较高附加值的自锁类军用紧固件产品,主要用于飞机上钣金件和冲压件的联接,广泛地应用于航天航空领域。产品包括单耳、双耳、角形、游动及气密托板螺母等多种型号,如图1所示。



编辑推荐下载

 六角开槽自锁螺母工艺的改进
六角开槽自锁螺母工艺的改进 六角开槽自锁螺母工艺的改进
格式:pdf
大小:136KB
页数:未知
4.5
六角开槽自锁螺母(图1)在进行锁紧力矩试验时,要求第一次拧入试验螺栓的力短值不大于anm,而第15次拧出试验螺栓的力短值不小于bnm。由于螺母的锁紧性与其收口大小和热处理变形等有关,所以不易控制力短值。经过反复试验,找出了行之有效的方法,这就是采用锥度螺纹塞规直接控制锁紧区的收口大小。

CrNi2托板自锁螺母热处理工艺热门文档
 钛合金螺栓与自锁螺母咬死故障原因分析
钛合金螺栓与自锁螺母咬死故障原因分析 钛合金螺栓与自锁螺母咬死故障原因分析
格式:pdf
大小:341KB
页数:5P
4.5
某型号用tb3钛合金螺栓与tb3钛合金自锁螺母在拆卸过程中发现相互咬死,取故障批螺栓与故障批自锁螺母进行重复装配试验,均发生咬死故障。通过对故障影响因素排查与验证试验,对故障螺栓进行了形貌观察及金相分析,并对比研究了3种不同工艺生产的螺栓。结果表明:螺栓涂覆mos2之前缺失喷砂处理,使螺栓基体表面mos2涂层的厚度减小、附着力显著降低,从而严重降低了mos2涂层的润滑作用,导致螺栓螺齿基体与螺母螺齿基体裸露并发生粘着磨损,致使螺齿发生塑性变形,出现咬死故障。
CrNi2托板自锁螺母热处理工艺精华文档
 TC16钛合金六角自锁螺母加工技术研究
TC16钛合金六角自锁螺母加工技术研究 TC16钛合金六角自锁螺母加工技术研究
格式:pdf
大小:633KB
页数:4P
4.4
tc16钛合金六角自锁螺母是飞机结构中一种先进的连接件,具有质量轻、强度高、耐腐蚀、抗振动等特点,大量应用于新型飞机中。本文在tc16钛合金自锁螺母加工技术研究中,解决了热处理加工技术,热处理污染去除技术,缩紧工艺技术,性能试验技术,完成了工艺路线设计,收口尺寸的确定等加工技术关键,全面掌握钛合金六角自锁螺母加工技术。
热处理工艺有哪些
格式:pdf
大小:43KB
页数:4P
4.4
热处理工艺有哪些 1.退火 操作方法:将钢件加热到ac3+30~50度或ac1+30~50度或ac1以下的温度(可 以查阅有关资料)后,一般随炉温缓慢冷却。 目的:1.降低硬度,提高塑性,改善切削加工与压力加工性能;2.细化晶粒,改 善力学性能,为下一步工序做准备;3.消除冷、热加工所产生的内应力。 应用要点:1.适用于合金结构钢、碳素工具钢、合金工具钢、高速钢的锻件、焊 接件以及供应状态不合格的原材料;2.一般在毛坯状态进行退火。 2.正火 操作方法:将钢件加热到ac3或accm以上30~50度,保温后以稍大于退火的 冷却速度冷却。 目的:1.降低硬度,提高塑性,改善切削加工与压力加工性能;2.细化晶粒,改 善力学性能,为下一步工序做准备;3.消除冷、热加工所产生的内应力。 应用要点:正火通常作为锻件、焊接件以及渗碳零件的预先热处理工序。对于性
热处理工艺规范
格式:pdf
大小:24KB
页数:1P
4.8
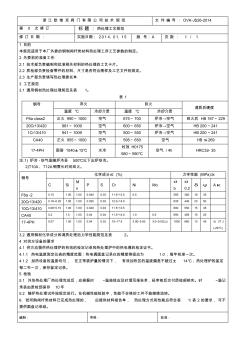
浙江欧维克阀门有限公司技术规范文件编号:ovk-js26-2014 第0次修订标题:热处理工艺规范 修订日期:实施日期:2014.01.15版号:a页数:1/1 1目的 本规范适用于本厂外委的钢制阀杆类材料热处理工序工艺参数的制定。 2外委前的准备工作 2.1技术部负责编制和批准相关材料的热处理的工艺卡片。 2.2质检部负责检查零件的材料、尺寸是否符合图样及工艺文件的规定。 2.3生产部负责填写热处理委托单 3工艺规范 3.1通用钢材热处理处理规范见表1。 表1 钢号淬火回火 调质后硬度 温度℃冷却介质温度℃冷却介质 f6aclass2正火990~1000空气675~700炉冷→空气回火后hb167~229 20cr13/420981
CrNi2托板自锁螺母热处理工艺最新文档
 双头螺栓辊锻热处理工艺研究
双头螺栓辊锻热处理工艺研究 双头螺栓辊锻热处理工艺研究
格式:pdf
大小:3.4MB
页数:7P
4.3
本文研究了18cr2ni4wa钢880℃奥氏化后不同冷却速度后的组织。随着冷却速度的减慢,其组织为板条马氏体、板条马氏体加粒状贝氏体和粒状贝氏体三种形态。研究和测试了(形变和未形变)空冷样品不同温度回火后的组织和机械性能。试验结果表明,在辊锻压缩率26.9%情况下,回火温度在550~600℃范围内,形变样品与未形变样品,塑性和韧性指标基本相同,但强度和硬度前者均高于后者。
热处理工艺流程 (2)
格式:pdf
大小:18KB
页数:7P
4.8
热处理说明 热处理 开放分类:工艺、机械、冶金、金属材料、材料加工 热处理是将材料放在一定的介质内加热、保温、冷却,通过改变材料表面或内部的组织结构,来控制其性能的一 种综合工艺过程。 热处理名词: 金属:具有不透明、金属光泽良好的导热和导电性并且其导电能力随温度的增高而减小,富有延性和展性等特 性的物质。金属内部原子具有规律性排列的固体(即晶体)。 合金:由两种或两种以上金属或金属与非金属组成,具有金属特性的物质。 相:合金中成份、结构、性能相同的组成部分。 固溶体:是一个(或几个)组元的原子(化合物)溶入另一个组元的晶格中,而仍保持另一组元的晶格类型的 固态金属晶体,固溶体分间隙固溶体和置换固溶体两种。 固溶强化:由于溶质原子进入溶剂晶格的间隙或结点,使晶格发生畸变,使固溶体硬度和强度升高,这种现象 叫固溶强化现象。 化合物:合金组元间发生化合作用,生成一种具有金属性能的新的晶体固
 钛合金六角法兰面自锁螺母的冷挤压工艺及模具设计
钛合金六角法兰面自锁螺母的冷挤压工艺及模具设计 钛合金六角法兰面自锁螺母的冷挤压工艺及模具设计
格式:pdf
大小:112KB
页数:4P
4.8
详细介绍了钛合金六角法兰面自锁螺母用冷挤工艺代替热镦加工方法的优点。对钛合金六角法兰面自锁螺母进行了工艺分析、制订了冷挤压工艺路线、计算了毛坯尺寸及冷挤压力。根据实践经验总结了毛坯的制备处理、冷挤压模具结构设计及加工技术要求。
汽车自攻螺栓的热处理工艺分析 汽车自攻螺栓的热处理工艺分析
格式:pdf
大小:707KB
页数:3P
4.4
分析了汽车用自攻螺栓的受力状态及自攻螺栓的技术要求,依据汽车自攻螺栓的服役特征制定了相应的热处理工艺,研究分析了热处理工艺参数与产品性能之间的关系,提出了自攻螺栓的最佳热处理工艺参数。
细牙螺丝硬度不足与热处理工艺改进研究 细牙螺丝硬度不足与热处理工艺改进研究
格式:pdf
大小:235KB
页数:2P
4.4
细牙螺丝热处理后经检测发现,常出现心部硬度不足现象。通过对成分和心部组织结构的分析得出,材料及热处理工艺参数是造成心部硬度不足的主要因素,在调整原材料和改进热处理工艺参数后,经过热处理实验表明,产品符合要求。
铝合金热处理工艺
格式:pdf
大小:43KB
页数:5P
4.6
铝合金热处理工艺 3.1铝合金热处理原理 铝合金铸件的热处理就是选用某一热处理规范,控制加热速度升到某一相应温 度下保温一定时间并以一定得速度冷却,改变其合金的组织,其主要目的是提高合 金的力学性能,增强耐腐蚀性能,改善加工型能,获得尺寸的稳定性。 3.1.1铝合金热处理特点 众所周知,对于含碳量较高的钢,经淬火后立即获得很高的硬度,而塑性则很 低。然而对铝合金并不然,铝合金刚淬火后,强度与硬度并不立即升高,至于塑性 非但没有下降,反而有所上升。但这种淬火后的合金,放置一段时间(如4,6昼夜 后),强度和硬度会显著提高,而塑性则明显降低。淬火后铝合金的强度、硬度随 时间增长而显著提高的现象,称为时效。时效可以在常温下发生,称自然时效,也 可以在高于室温的某一温度范围(如100,200?)内发生,称人工时效。 3.1.2铝合金时效强化原理 铝合金的时效硬化是一个相当复杂的
CrNi2托板自锁螺母热处理工艺相关
文辑推荐
知识推荐
百科推荐

职位:项目建筑师
擅长专业:土建 安装 装饰 市政 园林


