




苏州海普威精锻有限公司 http://www.szhaipuwei.com/ 苏州海普威精锻有限公司 http://www.szhaipuwei.com/ 锻件质量检验 (一) 锻件质量检验的内容 锻件缺陷的存在, 有的会影响后续工序处理质量或加工质量, 有的则严重影响锻件的性 能及使用, 甚至极大地降低所制成品件的使用寿命, 危及安全。 因此为了保证或提高锻件的 质量,除在工艺上加强质量控制, 采取相应措施杜绝锻件缺陷的产生外, 还应进行必要的质 量检验,防止带有对后续工序(如热处理、表面处理、冷加工)及使用性能有恶劣影响的缺 陷的锻件流入后续工序。 经质量检验后, 还可以根据缺陷的性质及影响使用的程度对已制锻 件采取补救措施,使之符合技术标准或使用的要求。 因此,锻件质量检验从某种意义上讲, 一方面是对已制锻件的质量把关, 另一方面则是 给锻造工艺指出改进方向, 从而保证锻件质量符
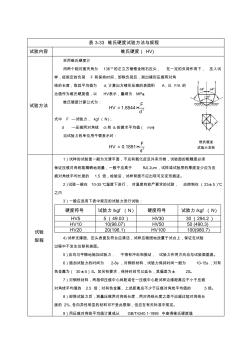
表 3-33 维氏硬度试验方法与规程 试验内容 维氏硬度( HV) 试验方法 采用维氏硬度计 用两个相对面夹角为 136°的正立方棱锥金刚石压头, 在一定的负荷作用下, 压入试 样,经规定的负荷 F 和保持时间,卸除负荷后,测出棱形压痕两对角 线的长度,取其平均值为 d,计算出方棱形压痕的表面积 A,以 F/A 的 比值作为维氏硬度值,以 HV表示,量纲为 MPa。 维氏硬度计算公式为: 式中 F —试验力, kgf (N); d —压痕两对角线 d1和 d2的算术平均值( mm) 当试验力的单位用牛顿表示时: 试验 规程 1)试样的试验面一般为光滑平面,不应有氧化皮及外来污物,试验面的粗糙度必须 保证压痕对角线能精确地测量,一般不应高于 Ra0.2um,试样或试验层的厚度至少应为压 痕对角线平均长度的 1.5 倍,检验后,试样背面不应出现可见变形痕迹。 2)试验一般在
专题概述
筒类锻件知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关筒类锻件最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:筒类锻件
相关话题
资料下载
-
`
- 锻件质量检验规范 `
- 带法兰封头锻件研究 `
- 锻件超声波探伤 `
- 铸锻件标准检测 `
- 大型锻件的质量检验 `
- 连接支座锻件优化设计 `
- 锻件质量检验的内容和方法 `
- 管板类锻件“反向锻造法” `
- 碳钢轴锻件的开裂与分析 `
- 锻件质量的检验方法
相关资讯
筒类锻件相关专题
- 开关插座属于哪一类商标
- 开挖三类土隧道
- 可塑红粘土是几类土
- 可塑性红粘土属于几类土
- 立式砂轮机用什么类砂轮
- 梁配钢筋类
- 临建在造价中属于哪一类
- 六类灭火系统有哪些
- 六类网线一箱多少米
- 六类网线报价就多少
- 张峰水库2号倒虹预应力钢筒混凝土管道安装施工工艺
- 基于粗糙集和灰聚类理论的IT项目评标决策模型
- 工程类投标文件范本
- 各类商业对建筑要求
- 关于高职土建类建筑力学与结构教学内容设计探索
- 各类泵曲线及知识
- 关于建筑施工企业安全生产许可证和三类人员安全生产
- 广州市建筑施工企业三类人员继续教育培训学习心得
- 广西大学园林专业建筑与工程技术类课程教学改革思考
- 基于CDIO工程教育理念电类基础实验教学改革探索
- 基于ABAQUS风力机塔筒螺栓连接接触非线性分析
- 各类接插头焊接方法(HDMIDVIVGA等等)
- 各类玻璃传热系数
- 机电类技术技能人才培养
- 机械类工业设计专业应用型人才培养与实践教学改革
- 广州新电视塔核心筒整体自升式钷平台空中分体施工技术
- 广西水利水电建设项目鱼类保护措施落实情况及效果分析