




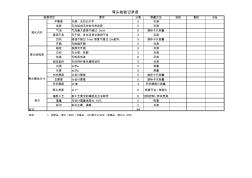
要求 分值 测量方法 自检 复检 终检 平整度 光滑,无凹凸不平 5 目测 杂质 无与组成无关的外来杂质 5 目测 气泡 气泡最大直径不超过 3mm 6 游标卡尺测量 浸润不良 无干斑、发白及其它浸润不良 3 目测 凹坑 直径不超过 1mm,深度不超过 2mm凹坑 5 游标卡尺测量 开裂 无树脂开裂 5 目测 裂纹 表面无开裂 5 目测 白纱 无分层、炸裂 3 目测 色差 无明显色差 6 目测 刮伤垫伤 无任何纤维外漏和划伤 5 目测 内径 ±5‰ 5 测量 长度 ±5‰ 5 测量 内衬厚度 ≥设计厚度 5 游标卡尺测量 总厚度 ≥设计厚度 5 游标卡尺测量 巴氏硬度 ≥36 3 巴氏硬度计测量 弯头角度 ±1° 8 角度平台 /角度仪 铺层工艺 按工艺要求的铺层及方法制作 8 过程控制 /样块焚烧 重量 与设计重量误差≤ 10% 5 称重 标识 标识正确、清晰 2 目测 合计 94 说明
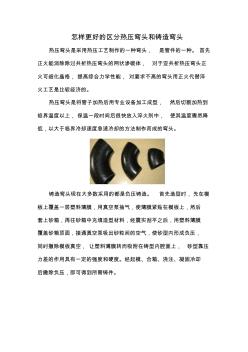
怎样更好的区分热压弯头和铸造弯头 热压弯头是采用热压工艺制作的一种弯头, 是管件的一种。 首先 正火能消除除过共析热压弯头的网状渗碳体, 对于亚共析热压弯头正 火可细化晶格, 提高综合力学性能, 对要求不高的弯头用正火代替淬 火工艺是比较经济的。 热压弯头是将管子加热后用专业设备加工成型, 然后切割加热到 临界温度以上, 保温一段时间后很快放入淬火剂中, 使其温度骤然降 低,以大于临界冷却速度急速冷却的方法制作而成的弯头。 铸造弯头现在大多数采用的都是负压铸造。 首先造型时,先在模 板上覆盖一层塑料薄膜,用真空泵抽气,使薄膜紧贴在模板上,然后 套上砂箱,再往砂箱中充填造型材料,经震实刮平之后,用塑料薄膜 覆盖砂箱顶面,接通真空泵吸出砂粒间的空气,使砂型内形成负压, 同时撤除模板真空, 让塑料薄膜转而吸附在铸型内腔面上, 砂型靠压 力差的作用具有一定的强度和硬度。经起模、合箱、浇注、凝固冷却
热门知识
热熔弯头-
话题: 工程造价xiaoxiao9653
精华知识
热熔弯头-
话题: 工程造价xiaobao516
-
话题: 项目管理danghui1111
-
话题: 地产家居simon19888
最新知识
热熔弯头-
话题: 工程造价czlfl168362
热熔弯头相关专题
- 管件热熔连接套什么定额
- 钢塑复合管可以热熔连接吗
- 塑料水管热熔机价格
- 室外热熔PP-R管如何套定额
- 双热熔截止阀套什么定额
- 热熔车位划线多少钱一个
- 热熔管件怎么套用定额
- 热熔胶枪多少钱
- 热熔胶枪最贵多少钱
- 热熔管熔接多少钱一米
- 基于随形冷却电熔管道弯头注塑成型残余应力控制
- 中华人民共和国建材行业标准中空玻璃用丁基热熔封胶
- PB管、PE-RT管、PP-R管等承插热熔连接操作步骤
- 地下室外墙sbs改性沥青卷材防水施工技术交底热熔法
- 常用钢制管件弯头、三通、异径管、管帽理论重量体积表
- 制作大口径ф450、ф500、ф630PE管弯头
- 引进TS290TE型划线机提高热熔反光标线的施工质量
- 冲压弯头尺寸重量照表
- 管弯头价格行情走势工程造价规格型号大全
- 水泥混凝土路面热熔型标线耐久性不足的原因分析
- 各种弯头规格尺寸大全
- 热煨弯管(弯头)双层环氧粉末外涂层技术规格书
- 高密度聚乙烯(HDPE)管道热熔焊接技术资料
- PE管热熔对接接头主要缺陷形式和质量检测上课讲义
- SS4改进型机车铜排塑料夹板组热熔原因分析与处理
- 各类弯头45°、90°及180°规格及尺寸照表
- CQH-A型保温管弯头CO2气体保护焊专机研制