

PB管、PE-RT管、PP-R管等承插热熔连接操作步骤
格式:pdf
大小:698KB
页数:5P
人气 :53
 4.3
4.3
PB管、PE-RT管、PP-R管等承插热熔连接操作步骤 一、切管 连接前应检查管材和管件要进行连接的部分是否清洁、 无损和无毛刺。使用专用 的切管器把管材按实际所需要的长度切断。 切管时,应将切管器沿与管轴线的方 向旋转,旋转同时进刀, 进刀深度不可太大, 确保切面平整并且与管材轴线相垂 直,以防止讲管材压扁。 二、划线 使用硬度大于 2B的铅笔或炭化铅笔(不得使用油性水笔)在管材上画出相应的 插入深度。具体的插入深度要求请见表 1 管材公称直径 dn 插入深 度 mm 加热时间 秒 保持时间 秒 至少冷却时间 分 16 13 5 15 2 20 15 5 15 2 25 16 6 15 2 32 18 10 20 4 三、剥皮 使用切管器将管材压住后,将切管器手把方向右旋转 90°(分两次完成,每次 45°),将切管器旋转两圈后取下切管器即可, 然后用手据在铝合金管材管口




管材热熔连接操作步骤
pe-rt热熔连接操作步骤 1、焊接温度设定:ⅰ型pe-rt设定240±5℃,ⅱ型pe-rt设定为 260℃±5℃的范围内。温度过高,容易造成过焊,管材通径变小,影 响使用;温度过低,容易造成虚焊,打压渗水。 2、剪管:用伟星公司提供的专用剪管刀切断pp-r管材,切面应平齐 垂直于管材轴线(整个根管材建议两端各剪去4-5cm)。 3、标记:热熔前必须用尺子在管材的熔合面画对应管径的插入深度 做标记(注:不得用油笔)该标记应在加热时和连接后仍可隐约可见。 4、热熔加热:将清洁过的管材和管件同时插入加热器的焊头上,不 要旋转,在要求的加热时间管材和管件插入到位(具体参考附录表)。 5、热熔承插:管材和管件从加热器上取下后,应在3秒之内完成承 插,不可移动和转动。 6、冷却把持:在把持时间内管件与管材不得发生转动,冷却时间未 完之前不得进行下一步的组装工作。 ⅰ型pe-
PE管道热熔连接操作规程
pe管道热熔连接操作规程 1、目的 为规范热熔连接操作程序,提高管道操作的可靠性,保证焊接质量,特指定本规程。 2、焊接准备 焊接准备是焊接前必须进行的步骤,操作人员必须予以充分的重视。 2.1设备应置于平整、干燥、并有足够操作空间的场地,否则,应采取相应的措施。 2.2检查整个机具各个部位的紧固件有无脱落或松动,并予以必要的处理。 2.3检查整机电器线路有无损坏,并予以必要的处理。 2.4检查液压箱内液压油是否充足。 2.5确认电源与机具输入要求是否匹配。 2.6将与规格一致的卡瓦装入机架。 2.7准备足够的支撑物,以保证待焊接管材可与机架中心线处于同一高度,并能方便移动。 2.8将焊机各部件按照要求插装连接好并检查无误。 2.9设定加热板温度在200~220℃。 2.10接通焊机电源,打开加热板、铣刀和油泵开关并试运行,检查各自工作是否正常。 3、焊接 ???
编辑推荐下载
PE管道热熔连接操作规程
格式:pdf
大小:32KB
页数:3P
4.6
v1.0可编辑可修改 1 pe管道热熔连接操作规程 1、目的 为规范热熔连接操作程序,提高管道操作的可靠性,保证焊接质量,特指定本规程。 2、焊接准备 焊接准备是焊接前必须进行的步骤,操作人员必须予以充分的重视。 设备应置于平整、干燥、并有足够操作空间的场地,否则,应采取相应的措施。 检查整个机具各个部位的紧固件有无脱落或松动,并予以必要的处理。 检查整机电器线路有无损坏,并予以必要的处理。 检查液压箱内液压油是否充足。 确认电源与机具输入要求是否匹配。 将与规格一致的卡瓦装入机架。 准备足够的支撑物,以保证待焊接管材可与机架中心线处于同一高度,并能方便移 动。 将焊机各部件按照要求插装连接好并检查无误。 设定加热板温度在200~220℃。 接通焊机电源,打开加热板、铣刀和油泵开关并试运行,检查各自工作是否正常。 3、焊接 在焊接过程中,操作人员一般应参照焊接工艺卡各项参数进行操作。
 PP-R管承插热熔连接“不规则缩径”现象剖析
PP-R管承插热熔连接“不规则缩径”现象剖析 PP-R管承插热熔连接“不规则缩径”现象剖析
格式:pdf
大小:573KB
页数:4P
4.7
针对“一户一表”改造项目实施过程中存在的pp-r管承插热熔“不规则缩径”现象,收集了数十组现场测试数据,对该现象的成因进行了分析,并提出了检测方法与相应的防治对策。
PB管、PE-RT管、PP-R管等承插热熔连接操作步骤热门文档
PPR管热熔连接操作要点
格式:pdf
大小:11KB
页数:1P
4.7
ppr管热熔连接操作要点 1、在安装ppr水管之前,首先应该严格的检查水管的内外壁是 否存在有裂口、凹陷、气泡等问题,其次是材料的好坏直接影响水管 的质量以及后期的隐患。 2、用卷尺量出水管所需要的管材的长度,在用专用的剪刀或者 是切割器切管材,管材的切口应该平整,没有飞边,切完之后要记得 去掉管材的毛刺。 3、热熔的时候要把水管的端头导语加热的模头套里面,放入到 适当的深度,同时吧管件推到在加热模头上,达到一样的深度即可。 4、待到加热的时间之后,要立即的把管材和管件从加热模具上 取下来,再迅速的放到已经热熔好了的深度内,让接头处形成一个均 匀的凸形状,并且还需要控制住放进去之后的管材和管件没有反弹的 现象。

铝合金衬塑PE-RT管材承插热熔连接有哪些缺点?
格式:pdf
大小:2.2MB
页数:4P
4.6
铝合金衬塑pe-rt管材承插热熔连接有哪些缺点? 铝合金衬塑pe-rt复合管 目前行业中铝合金衬pe-rt复合管道系统传统的连接方式主要是热熔连接:热熔 连接的工作原理是首先将热熔机加热到所规定的温度,将管材与管件通过人工操 作分别承插到热熔机两边的凸模和凹模中,等到管材与管件的表面完全熔化后将 管材与管件从热熔模头中拔出,再快速的将管材无旋转、垂直的插入管件中,等 到完全冷却后松开。 这种连接方式的主要缺点有: (1)管材与管件在整个承插连接的过程中都需要采用人工操作完成,其中某一 个环节操作不当都会影响的安装的质量。例如:当管材与管件同时进入热熔机凸 模和凹模时,由于管材与管件尺寸的差异,会出现一边加热快,一边加热慢,加 热快的一边容易造成整个材料软化变形,而加热慢的一边表面还没有完全融化, 管材与管件连接后会出现缩径、连接层分离的情况; 小口径铝合金衬塑复合管采用
PE给水管热熔连接步骤说课讲解
格式:pdf
大小:152KB
页数:3P
4.4
pe给水管热熔连接步 骤 精品文档 收集于网络,如有侵权请联系管理员删除 我国塑料管道发展很快,质量在不断提高。其中聚乙烯pe管不会生锈, 所以,是替代普通铁给水管的理想管材。由于其强度高、耐腐蚀、无毒等特 点,被广泛应用于应用于建筑给水,建筑排水,埋地排水管,建筑采暖、输气 管,电工与电讯保护套管、工业用管、农业用管等。其主要应用于城市供水、 城市燃气供应及农田灌溉等领域。聚乙烯管材与管材、管材与pe管、管材与 配件,以及聚乙烯管与金属管之间的连接方式很多,不同的连接方式都有自身 的优点和局限性,用户可根据管道直径、工作压力、使用场所等环境,选择合 适的连接方式。最常用的连接方式有:热熔连接、电熔连接、承插式柔性连接、 法兰连接、钢塑过渡接头连接等。下面就一起来看看pe给水管热熔连接施工 步骤。 热熔连接是用专用加热工具,在压力下加热聚乙烯管材或管件的待连接部 位,使其熔融后,
PP-R管热熔插接
格式:pdf
大小:49KB
页数:4P
4.4
试题三、pp-r管热熔插接 1.准备要求: (1).材料、设备准备 序号名称规格数量备注 1pp-r管dn202米 2热熔器1台 (2).工具准备 序号名称规格数量备注 1管子剪1把 2抹布若干 3砂布1张 4标识笔1支 5卷尺1个 2.操作程序规定说明 (1).操作程序说明: 1)准备工作。 2)pp-r管热熔插接前处理。 3)pp-r管的热熔插接。 (2).考核规定说明: 1)如违章操作该项目终止考核。 2)考核采用百分制,考核项目得分按组卷比重进行折算。 3)考核方式说明:该项目为实际操作题,全过程按操作标准结果进行评分。 4)测量技能说明:本项目主要测量考生对pp-r管热熔插接的掌握程度。 3.考核时限 (1).准备时间:1min(不计入考核时间)。 (
PE管电熔机的操作步骤
格式:pdf
大小:24KB
页数:3P
4.4
pe管电熔机的操作步骤: 1,准备电熔焊机,需要焊接的pe管材、管件。 2,去除pe管材插入端的氧化层然后插入电熔管件中。插入管件的管 件以轻松插入为宜,不要强行将管材敲入管件中,管件插入太紧在焊 接时由于pe材料加热后膨胀过程中容易引起电加热的移位,从而改 变加热产生的温度变化,容易引起局部加热温度过高而引起焊接冒烟 等失败现象。特殊情况如管材插入管件不是在一条直线上,也就是说 管材与管件不是同轴的,这种情况下需要用专用直线器来固定管材与 管件,以减小管材插入管件的应力。 3,准备就绪后将电熔焊机焊机的输出电极插入管件的电极柱上。 4,启动电熔焊机,扫描条形码或输入需要焊接的电压与时间参数后 开始焊接。 5,在焊接倒计时结束后,在不影响管材冷却熔接的情况下可以取下 输出电缆线,开始准备下一个焊接。 pe管电熔机功能特点: 1、输出电压可在20~40vac之间预先设定,
PB管、PE-RT管、PP-R管等承插热熔连接操作步骤精华文档

PE管道电熔操作步骤
格式:pdf
大小:10KB
页数:1P
4.7
pe管道电熔操作步骤 1、焊接前准备: 1).测量电源电压,确认焊机工作时的电压符合要求。 2).清洁电源输出接头,保证良好的导电性。 2、管材截取:管材的端面应垂直轴线,其误差<5mm。 3、焊接面清理:测量电熔管材的长度或者中心线,在焊接的管材表面上划线标识,将大 于划线区域约5mm内的焊接面刮削约0.2mm厚,以去除氧化层。 4、管材与管件承插:在管材上重新划线,位置距端面为1/2管件长度。拆开管件包装,将 清洁的电熔管件与需要焊接的管材承插,保持管件外侧边缘与标记线平齐。安装电熔夹具, 不得使电熔管件承受外力,管材与管件的不同轴度应当小于管材外径尺寸的1.5%。 5、输出接头连接:焊机输出端与管件接线柱牢固连接,不得虚接。 6、焊接模式设定:按焊机说明书要求,将焊机调整到“自动”或“手动”模式。 7、焊接数据的输入:按自动或者手动方式输入焊接数据。 8、
PE-RT系列大孔径管材承插热熔连接与电熔连接的安装成本对比
格式:pdf
大小:1.9MB
页数:4P
4.7
pe-rt系列大孔径管材承插热熔连接与电熔连接的安装成本对比 承插热熔连接和电熔连接安装成本对比表 铝合金衬塑pe-rt复合管与普通pe-rt管材都是常用的给水管材,在大孔径安装 时,通常会使用承插热熔与电熔两种连接方式,安装效率与施工安全是必须要考 虑的因素,那么,承插电熔连接相较于热熔连接在安装成本上会有多大优势呢? 一、人工费 承插热熔: 以dn160弯头为例:安装人数:5人:大工:2人,300元/每人每天;小工:3 人,180元/每人每天;共计1140元/每天。按照每天工作8小时计算143元/每 小时。按每天安装6个产品计算,安装费190元/每个产品。 承插电熔: 以dn160弯头为例:安装人数:2人:大工:1人,300元/每人每天;小工:1 人,180元/每人每天;共计480元/每天。按照每天工作8小时计算60元/每小 时。按每天安装
PE管_PP-R管、PVC-U管、HDPE管、PE-RT管_区别
格式:pdf
大小:16KB
页数:2P
4.4
cpvc管耐热性能突出,热变形温度为100℃,耐化学性能优良粘接、法兰螺纹 连接热水管 pe管重量轻、韧性好,耐低温性能较好,无毒,价格较便宜,抗冲击强度高, 但抗压、抗拉强度较低热溶焊接、法兰螺纹连接饮水管、雨水管、气体管道、 工业耐腐蚀管道 pp管耐腐蚀性好,具有较好的强度、较高的表面硬度、表面光洁度,具有一定 的耐高温性能热溶焊接、法兰螺纹连接化学污水、海水、油和灌溉的管道,用 于室内混凝土地坪作采暖系统加热管 abs管耐腐蚀性优良,重量较轻,耐热性高于pe、pvc,但价格较昂贵。粘 接、法兰螺纹连接卫生洁具用下水管、输乞管、污水管、地下电缆管、高防腐 工业管道等 pb管强度介地pe和pp之间,柔性介于ldpe和hdpe之间,其突出特点是 抗蠕变性能(冷变形),反复绕缠而不断,耐温,化学性能也很好热熔焊接、法 兰螺纹连接给水管、冷热水管
PB管、PE-RT管、PP-R管等承插热熔连接操作步骤最新文档
PP-R管道热熔连接技术培训 (2)
格式:pdf
大小:37KB
页数:3P
4.6
pp-r给水管道热熔连接操作技术要点 我工程的给水立管、支管采用pp-r给水管道,热熔连接, 工程质量的好坏很大程度上取决于工人热熔技术的高低,只有按 照热熔技术规范操作,才能保证管道的安装质量,所以针对pp-r 管热熔这一具体施工工艺作如下的技术交流,以便保证管道的安 装质量。 一、pp-r给水管热熔连接应按下列步骤进行: 1.接通热熔器电源,到达工作温度指示灯亮后方能开始操作; 2.切割管材时,必须使端面垂直于管轴线。管材切割一般使用 管子剪或管道切削机。必要时可使用锋利的钢锯,但切割后管材 断面应去除毛边和毛刺; 3.管材与管件连接端面必须清洁、干燥、无油; 4.用卡尺和合适的笔在管端测量并标绘出热熔深度,热熔深度 应符合表1。 表1热熔连接技术要求 公称外径 (mm) 热熔深度 (mm) 加热时间 (mm) 加工时间 (s) 冷
pe管热熔连接要点
格式:pdf
大小:9KB
页数:1P
4.4
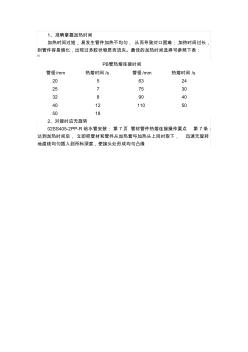
1、准确掌握加热时间 加热时间过短,易发生管件加热不均匀,从而导致对口困难;加热时间过长, 则管件容易熔化,出现过多胶状物质而流失。最佳的加热时间选择可参照下表: [1] pb管热熔连接时间 管径/mm热熔时间/s管径/mm热熔时间/s 2056324 2577530 3289040 401211050 5018 2、对接时应无旋转 02ss405-2pp-r给水管安装:第7页管材管件热熔连接操作要点第7条: 达到加热时间后,立即把管材和管件从加热套与加热头上同时取下,迅速无旋转 地直线均匀插入到所标深度,使接头处形成均匀凸缘
热熔连接、电熔连接操作规程
格式:pdf
大小:8KB
页数:4P
4.5
热熔对接连接操作规程 1、目的 为规范热熔连接操作程序,提高pe管道连接的可靠性,保证焊接质量,特制 定本规程。 2、焊接准备 焊接准备是焊接前必须进行的步骤,操作人员必须予以充分的重视。 2.1设备应置于平整、干燥、并有足够操作空间的场地,否则,应采取相应的 措施。 2.2检查整个机具各个部位的紧固件有无脱落或松动,并予以必要处理。 2.3检查整机电器线路有无损坏,并予以必要处理。 2.4检查液压箱内液压油是否充足。 2.5确认电源与机具输入要求相匹配。 2.6将与管材规格一致的卡瓦装入机架。 2.7准备足够的支撑物,以保证待焊接管材可与机架中心线处于同一高度,并 能方便移动。 2.8将焊机各部件按照要求插装连接好并检查无误。 2.9设定加热板温度至220±10℃。 2.10接通焊机电源,打开加热板、铣刀和油泵开关并试运行,检查各自工作是
PE管,PP-R管、PVC-U管、HDPE管、PE-RT管区别
格式:pdf
大小:20KB
页数:3P
4.7
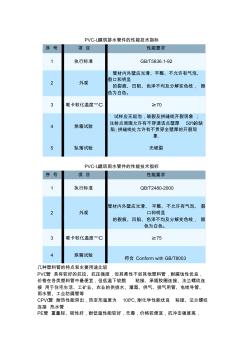
pvc-u建筑排水管件的性能技术指标 序号项目性能要求 1执行标准gb/t5836.1-92 2外观 管材内外壁应光滑、平整、不允许有气泡、 裂口和明显 的裂痕、凹陷、色泽不均及分解变色线,颜 色为白色。 3唯卡软化温度°c≥70 4烘箱试验 试样应无起泡,破裂及拼缝线开裂现象; 注射点周围允许有不穿透该点壁厚50%的缺 陷;拼缝线处允许有不贯穿全壁厚的开裂现 象. 5坠落试验无破裂 pvc-u建筑雨水管件的性能技术指标 序号项目性能要求 1执行标准qb/t2480-2000 2外观 管材内外壁应光滑、平整、不允许有气泡、裂 口和明显 的裂痕、凹陷、色泽不均及分解变色线,颜 色为白色。 3唯卡软化温度°c≥75 4烘箱试验 符合conformwithgb/t8003 几种塑料管的特点和主要用途比较 pvc管具有较
![[专题]PE管,PP-R管、PVC-U管、HDPE管、PE-RT管区别](https://files.zjtcn.com/group1/M00/93/98/CgoBZ2BbUIuAbAyBAAA4IoRXn24524.jpg)
[专题]PE管,PP-R管、PVC-U管、HDPE管、PE-RT管区别
格式:pdf
大小:9KB
页数:4P
4.3
[专题]pe管,pp-r管、pvc-u管、hdpe管、pe-rt管区别 pe管,pp-r管、pvc-u管、hdpe管、pe-rt管区别 几种塑料管的特点和主要用途比较 pvc管具有较好的抗拉、抗压强度,但其柔性不如其他塑料管,耐腐蚀性优 良,价格在各类塑料管中最便宜,但低温下较脆粘接、承插胶圈连接、法兰螺纹 连接用于住宅生活、工矿业、农业的供排水、灌溉、供气、排气用管、电线导 管、雨水管、工业防腐管等 cpvc管耐热性能突出,热变形温度为100?,耐化学性能优良粘接、法兰螺纹 连接热水管 pe管重量轻、韧性好,耐低温性能较好,无毒,价格较便宜,抗冲击强度 高,但抗压、抗拉强度较低热溶焊接、法兰螺纹连接饮水管、雨水管、气体管 道、工业耐腐蚀管道pp管耐腐蚀性好,具有较好的强度、较高的表面硬度、表 面光洁度,具有一定的耐高温性能热溶焊接、法兰螺纹
PE管热熔对接与PE管电熔承插连接
格式:pdf
大小:19KB
页数:2P
4.4
pe管热熔对接与pe管电熔承插连接 对于pe管的知识大家对其了解多少呢,在对其使用的时候对于它的 电热熔对接安装的知识我们是应该了解的,下面就为大家介绍pe管的热 熔对接和电熔承插连接安装: pe管热熔对接: 1、将需安装连接的两根pe管材同时放在热熔器夹具上(夹具可根 据所要安装的管径大小更换夹瓦),每根管材另一端用管支架托起至同一 水平面. 2、用电动铣刀分别将管材断面铣平整,确保两管材接触面能充分吻 合. 3、将电加热板升温到210度,放置两管材端面中间,操作电动液压装 置使两管材端面同时完全与电热板接触加热. 4、抽调加热板,再次操作液压装置,使以熔融的两管材端面充分对接 并锁定液压装置(防止反弹). 5、保持一定冷却时间松开,操作完毕. 6、施工完毕,须经试压验收合格后,方可回土投入使用. 7、pe管在加热过程中作好
FRPP管热熔对接方法及步骤
格式:pdf
大小:12KB
页数:2P
4.4
frpp管热熔对接方法及步骤 熔接准备:熔接前首先检查热熔焊接机是否正常,是否满足热熔焊接需求。如检 查机具各个部位的紧固件有无脱落或松动;检查焊机线路有无破损:检查液压箱 内油液是否充足;确认电源与热熔对接焊机输人要求电压是否匹配;检查加热板 是否符合要求(涂层是否有损伤);铣刀、油泵开关等运行是否正常等。 然后将与frpp管规格一致的卡瓦装人机架;设定好加热温度至焊接温度 (frpp管的加热温度为210-235'c);加热前,应用软纸或布雌酒精擦拭加热板表 面,擦拭时,动作要轻柔,不要损坏、划伤聚四氟乙烯防粘层。 热熔对接:热熔对接应按照熔接工艺参数进行操作。必要时,应根据天气、环 境温度对其适当调整。 用干净的棉布擦拭管端,清除两管端的污物。 将frpp管置于机架卡瓦内,使两端伸出的长度相等,伸出的长度在满足铣削 和加热要求的情况下应尽可能短,通常为25
PE管材的热熔连接与电熔连接技术
格式:pdf
大小:23KB
页数:2P
4.8
山东亚马逊塑业有限公司 pe管材的热熔连接与电熔连接技术 聚乙烯管道系统的热熔连接方式有热熔对接(包括鞍形连接) 和热熔承插连接。 热熔连接 热熔承插连接适合于直径比较小的pe管材管件(一般直径在 dn63毫米以下),因为直径小的管材管件管壁较薄,截面较小,采 用对接不易保证质量。热熔对接适合于直径比较大的pe管材管件, 比承插连接用料省,易制造,并且因为在熔接前切去氧化表面层, 熔接压力可以控制,质量较易保证。从发展动向看,采用热熔对接 是主流。 试验证明采用不同牌号的聚乙烯管材专用料(符合标{hottag} 准的,熔体流动速率mfr相差不大的)制造的管材管件之间是可以 热熔连接的。但因为国内生产的pe管材管件常常采用的材料并不是 完全符合标准的管材专用料,所以在需要用不同管材品牌和批号的 pe管材管件热熔连接时,建议要先经过试验和检测。 pe管道系统的热熔连接的工艺和设备(工
PB管、PE-RT管、PP-R管等承插热熔连接操作步骤相关
文辑推荐
知识推荐
百科推荐

职位:大数据开发工程师
擅长专业:土建 安装 装饰 市政 园林


