
更新时间:2024.04.27




图 解 承 插 管 件 盐山君政承插管件有限公司 Yanshanjunzhengchengchaguanjianyouxiangongsi 盐山君政承插管件有限公司 第 1 页 共 9 页 承插管件 承插管件: 由圆钢或钢锭模锻成型后机加工的管道连接件,它的连接形式是承插焊接 (Socket Welding-SW),将钢管插入承插孔内进行焊接,因此,被称为“承插管 件”,主要制造标准为 ANSI/ASMEB16.11、、GB/T 14383-2008。 承插管件的品种包括45°弯头、90°弯头、三通、四通、45°斜三通、双承口管 箍、单承口管箍、管帽、活接头、支管座等。其中,三通和四通有等径和异径之 分;双承口管箍同样有等径和异径之分, 异径的双承口管箍还有同心和偏心之分。 承插弯头 螺纹弯头 承插弯头,主要是由圆钢或钢锭模压锻造毛坯成型, 然后经车床机加工成型的 一种高压弯头管道连接配件
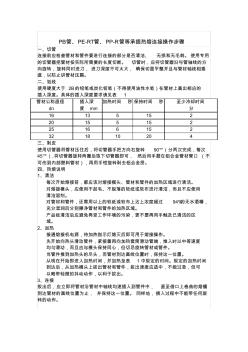
PB管、PE-RT管、PP-R管等承插热熔连接操作步骤 一、切管 连接前应检查管材和管件要进行连接的部分是否清洁、 无损和无毛刺。使用专用 的切管器把管材按实际所需要的长度切断。 切管时,应将切管器沿与管轴线的方 向旋转,旋转同时进刀, 进刀深度不可太大, 确保切面平整并且与管材轴线相垂 直,以防止讲管材压扁。 二、划线 使用硬度大于 2B的铅笔或炭化铅笔(不得使用油性水笔)在管材上画出相应的 插入深度。具体的插入深度要求请见表 1 管材公称直径 dn 插入深 度 mm 加热时间 秒 保持时间 秒 至少冷却时间 分 16 13 5 15 2 20 15 5 15 2 25 16 6 15 2 32 18 10 20 4 三、剥皮 使用切管器将管材压住后,将切管器手把方向右旋转 90°(分两次完成,每次 45°),将切管器旋转两圈后取下切管器即可, 然后用手据在铝合金管材管口
热门知识
PE-RT热熔承插管件-PE-RT过桥弯-
话题: 工程造价1030937192
精华知识
PE-RT热熔承插管件-PE-RT过桥弯-
话题: 工程造价abcde198593
-
话题: 项目管理sunchase22
最新知识
PE-RT热熔承插管件-PE-RT过桥弯
专题概述
PE-RT热熔承插管件-PE-RT过桥弯知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关PE-RT热熔承插管件-PE-RT过桥弯最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:PE-RT热熔承插管件-PE-RT过桥弯
相关话题
资料下载
相关资讯
PE-RT热熔承插管件-PE-RT过桥弯相关专题
- 可胶粘pe泡沫材料的胶带
- 联塑pe给水管500多少钱一米
- 中财pe管110四通一个多少钱
- 中财PE管
- 铸铁管与PE管连接问题
- 自来水pe管价格大概多少
- 最新pe价格聚乙烯塑料
- 照明的PE线的算法
- 聚丙烯就是PE管材
- 聚乙烯管材PE和HDPE的区别
- 基于PERT图LMRP集油罩深水井喷应急作业设计
- 冷热水用耐热聚乙烯(PERT)管材检测原始记录
- 中建七局三确保PERT塑铝稳态复合管热熔接头施工质量
- 中华人民共和国建材行业标准中空玻璃用丁基热熔封胶
- PERT/CPM在烟印企业MRPⅡ中采购周期与成本分析
- PB管、PE-RT管、PP-R管等承插热熔连接操作步骤
- PERT技术在供应链管理环境下企业业务流程重构中的应用
- 屋面板岩sbs改性沥青卷材防水层热熔法施工工艺标准
- PERT技术在EPR核岛蒸发器采购延误控制中的应用研究
- 水地暖、PERT地暖安装流程知识注意事项
- PERT与CPM的船舶分段建造计划协调与优化
- 水泥混凝土路面热熔型标线耐久性不足的原因分析
- PERT技术的机电安装工程工期-人力资源优化
- PERT技术在电子信息工程项目进度评估和预测中的应用
- PE给水管的热熔方法
- 中空玻璃用热熔丁基密封胶配方及新生产工艺报告
- PE管热熔对接接头主要缺陷形式和质量检测上课讲义
- PE-RT热熔承插管件-PP-R/PE-RT转换弯头
- PE-RT热熔承插管件-PP-R/PE-RT转换接头
- PE-RT热熔承插管件-堵头
- PE-RT热熔承插管件-塑料法兰
- PE-RT热熔承插管件-异径三通
- PE-RT热熔承插管件-异径弯头
- PE-RT热熔承插管件-异径管套
- PE-RT热熔承插管件-活接头熔件
- PE-RT热熔承插管件-稳态绕曲管
- PE-RT热熔承插管件-等径三通
- PE-RT热熔承插管件-等径四通
- PE-RT热熔承插管件-等径管套
- PE-RT热熔承插管件-金属法兰片
- PE-RT热熔阀门
- PE-RT热镀锌复合钢管
- PE-RT热镀锌复合钢管(热水用)
- PE-RT熔内丝三通
- PE-RT电容直接
- PE-RT电熔45°弯头
- PE-RT电熔45度弯头
- PE-RT电熔90°弯头
- PE-RT电熔90度弯头
- PE-RT电熔内丝三通
- PE-RT电熔异径三通
- PE-RT电熔异径直接
- PE-RT电熔正三通
- PE-RT电熔直接
- PE-RT盘管
- PE-RT直接
- PE-RT直管