




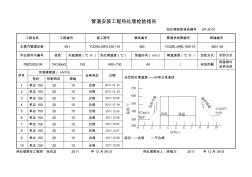
管道安装工程热处理检验报告 热处理检验报告编号: BYJZ-01 工程名称 工程编号 施工图号 管线编号 管道单线图编号 焊缝编号 主蒸汽管道安装 5E1 YG290.49RL160116 MS YG290.49RL160116 MS1-50 作业指导书编号 材质 升温速度(℃ /h) 热处理温度(℃) 恒温时间( min) 降温速度(℃ /h) 加热方式 冷却方式 PBZ2002-08 15CrMoG 150 690~730 40 / 电加热器 保温棉内 自然冷却 序号 实测硬度值( HV10) 合格判定 日期 设定热处理温度——时间记录曲线 结论:□合格 □不合格 母材 热影响区 焊缝 1 单边 150 20 15 合格 2011.12. 01 2 单边 150 20 15 合格 2011.12. 02 3 单边 150 20 15 合格 2011.12.03 4 单边 15
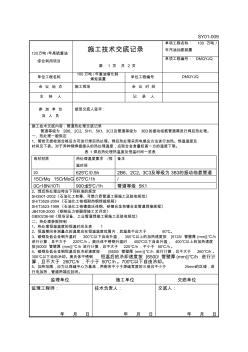
SY01-009 120万吨 /年高硫重油 综合利用项目 施工技术交底记录 第 1 页 共 2 页 单项工程名称: 100 万吨 / 年汽油加氢装置 单项工程编号: DMQYJQ 单位工程名称 100万吨 /年重油催化制 烯烃装置 单位工程编号 DMQYJQ 会 议 地 点 施工现场 会 议 时 间 主 持 人 记 录 人 参 加 单 位 及 人 员 接受交底人签字: 施工技术交底内容:管道热处理交底记录 管道等级为 2B6、2C2、5H1、5K1、3C3及管道等级为 3B3的振动临氢管道需进行焊后热处理。 一、热处理一般规定 1、管线无损检测合格后方可进行焊后热处理。焊后热处理采用电感应方法进行加热。恒温温度及 时间见下表。对于异种钢焊接接头的热处理温度,应取合金含量较高一方的温度下限。 表 1 焊后热处理热温度及恒温时间一览表 母材材质 热处理温度要求 /恒 温时间 备注 20
热门知识
焊缝热处理是热加工-
话题: 工程造价lishaofu205
精华知识
焊缝热处理是热加工-
话题: 工程造价weiwei77-88
-
话题: 工程造价wwg22226010
-
话题: 工程造价swoblatus9
-
话题: 工程造价wli123456123
-
话题: 工程造价wangpwngxian
最新知识
焊缝热处理是热加工-
话题: 室内设计jidongwang
焊缝热处理是热加工相关专题
- 开封地热哪家最专业
- 开2个空调总跳闸怎么办
- 开个地暖店需多少钱
- 开关柜温度检测系统
- 开空调跳闸怎么回事
- 开利风冷模块机怎么转制冷
- 开冷水龙头为什么出来热水
- 开空调漏电开关自动跳闸
- 开利冷藏车制冷机多少W
- 开式冷却塔与闭式区别
- 中国机械工程学会授予材料热处理工程师资格人员名单
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 工艺参数对铝合金激光填丝搭接焊缝成形影响
- 国家电网公司明确Q420高强钢焊接及热加工技术要求
- 国内外钢结构设计规范关于角焊缝限值及计算方法比较
- 末级过热器U型管与不锈钢吊挂板连接角焊缝泄漏原因
- 预算外资金管理是缓解西部地区财政困难有效途径
- 山西省造价工程师安装计量热处理考试题
- 中华人民共和国国家标准焊缝符号表示方法
- 三菱PLC控制器在SX2-5-12型热处理炉中的应用
- 森林草原防火和国土绿化工作是生态保护和建设的重要环节
- 低碳超高强度Q&P钢板的热处理工艺和组织性能
- Super-MIG复合技术在高强钢角焊缝焊接领域的应用
- 包钢无缝钢管厂热处理部油管管端加厚生产线培训试题
- PE管道对接焊缝的X射线检测安庆特种设备监督检验中心
- 博远物流有限公司是一家专注于钢铁与包装物流的服务提供商
- 16Mn钢混合气体保护焊时焊缝金属中气体含量变化的规律
- 焊缝图纸上怎么表示
- 焊缝为什么要进行热处理
- 焊缝系数如何计算
- 焊缝咬边的相关规范和要求
- 焊缝余高标准多少合格
- 焊缝长度计算问题
- 焊缝长度如何计算
- 焊缝质量检测仪多少钱
- 焊个狗笼子焊多大的合适
- 焊个小铁门需多少钱
- 焊工工作服多少钱一套
- 焊工工作服是什么材料
- 焊工绝缘鞋耐电压多少
- 焊工一天工资多少钱
- 焊管dn50是什么
- 焊管道需要什么证件
- 焊管的重量计算方式
- 焊管的重量计算公式
- 焊管钢管价格多少钱一吨
- 焊管规格有多少
- 焊管和镀锌管的区別
- 焊管和镀锌管叫法有什么区别
- 焊后热处理标准查什么
- 焊后热处理的作用是什么
- 焊后热处理的作用是怎样的
- 焊机输出电流多大
- 焊机铜线好还是铝线好
- 焊脚尺寸hf≤6.0是什么意思
- 焊脚尺寸的介绍
- 焊脚尺寸如何确定