





针对生产刀具规格和材料品种较多的情况,就C25型摩擦焊机代替闪光对焊机应用在刀具焊接上进行了一系列工艺调试和生产应用,认为摩擦焊机焊接性能优于闪光焊机。
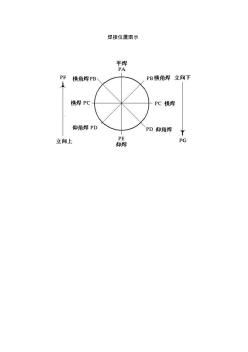
焊接位置图示 不锈钢焊接要点及注意事项 简介: 1、采用垂直外特性的电源,直流时采用正极性(焊丝接负极) 2、一般适合于 6mm 以下薄板的焊接,具有焊缝成型美观,焊接变形量小的特点 3、保护气体为氩气,纯度为 99.99% 。当焊接电流为 50~150A 时,氩气流量为 8~10L/min ,当电流为 150~250A 时,氩气流量为 12~15L/min 。 4、钨极从气体喷嘴突出的长度,以 4~5mm 为佳,,在角焊等遮蔽性差的地方是 2~3mm ,在开槽深的地 方是 5~6mm ,喷嘴至工作的距离一般不超过 15mm 。 5、为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。 6、焊接电弧长度,焊接普通钢时,以 2~4mm 为佳,而焊接不锈钢时,以 1~3mm 为佳,过长则保护效 果不好。 7、对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。 8、为使
热门知识
焊接刀具-
话题: 工程造价sq19790120
-
话题: 工程造价fengluyao86
精华知识
焊接刀具-
话题: 工程造价yzh-8861353
最新知识
焊接刀具-
话题: 工程造价wenjie_meng
-
话题: 工程造价fei_ms0317
-
话题: 工程造价dabendan520
相关问答
焊接刀具-
话题: 工程造价jiayuwoaini
-
话题: 造价软件mushroomding

焊接刀具相关专题
- 铸铁阀门有裂缝怎么焊接
- 建筑施工中钢筋焊接长度
- 焊接法兰阀门需要法兰片不
- 焊接钢管内防腐怎么施工
- 焊接施工单价如何确定
- 焊接式阀门如何试压
- 工地大门是怎么焊接的
- 现执行的国家焊接施工标准
- 干挂石材挂件能否焊接
- 高层建筑均压环焊接
- 在数控机床上通过监视主轴电机负荷实时监控刀具寿命
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 中国工程建设焊接协会全国优秀焊接工程
- 制作质量对塔式起重机结构件焊接节点疲劳性能的影响
- 关于白车身装焊夹具设计及点焊机器人焊接仿真分析
- 基于BP神经网络5A06铝合金电子束焊接熔深预测
- 抗震焊接接头在模拟地震循环载荷作用下累积损伤
- 具有优异低温韧性APIX80级别电阻焊接管线钢
- 基于灰色马尔可夫理论纳米复合陶瓷刀具磨损量预测
- 建筑工程钢结构焊接质量审查要点培训
- 减温器12Cr1MoVG集箱三通焊接裂纹补焊修复
- GB-T-3091-93-低压流体输送用镀锌焊接钢管
- 1000MW超超临界塔式锅炉T23钢管焊接接头裂纹分析
- 40Mn2钢在不同焊接工艺下焊接接头显微组织与硬度分布
- 无缝及焊接的铁素体奥氏体不锈钢公称管
- CEFR进口部件与国产管道的焊接件在410℃钠中的腐蚀
- 金属材料焊接的破坏试验弯曲试验