

CEFR进口部件与国产管道的焊接件在410℃钠中的腐蚀
格式:pdf
大小:831KB
页数:3P
人气 :97
 4.4
4.4
中国实验快堆(CEFR)的钠存在信号装置管道材料为俄罗斯进口的12X18H10T,它与国产304L不锈钢的焊接处位于410℃流动钠的运行工况中。另外,CEFR一回路的净化支路电磁泵为意大利



 OEFR进口部件与国产管道的焊接件在410℃钠中的腐蚀
OEFR进口部件与国产管道的焊接件在410℃钠中的腐蚀 OEFR进口部件与国产管道的焊接件在410℃钠中的腐蚀
中国实验快堆(cefr)的钠存在信号装置管道材料为俄罗斯进口的12x18h10t,它与国产304l不锈钢的焊接处位于410℃流动钠的运行工况中。另外,cefr一回路的净化支路电磁泵为意大利pec堆的电磁泵,电磁泵进出口管的材料为aisi316不锈钢,在系统中与国产304l不锈钢管道相焊接,此焊接件所处环境为410℃流动钠。进口的与国产的不同材料间的焊接件在快堆实际运行工况下与钠的相容性如何,是否会发生晶间腐蚀,这直接关系到cefr部件的安全稳定运行。
编辑推荐下载
CEFR中间热交换器出口管焊接件与高温钠的相容性 CEFR中间热交换器出口管焊接件与高温钠的相容性
格式:pdf
大小:2.1MB
页数:4P
4.7
cefr工程中的一些关键部件由俄罗斯材料制造,这些部件大多需与国产管道焊接,中间热交换器便是其中之一。众多快堆的运行经验表明,焊接件是结构部件的薄弱环节,需要特别关注。cefr中间热交换器出口管为俄罗斯进口的08x16h11m3钢,与国产304h不锈钢焊接,这种焊接件所处环境为495℃高温流动钠。两种不同材料的焊接件在500℃左右的高温钠中是否有晶间腐蚀倾向,材料力学性能是否发生改变,这些问题将直接影响到cefr的安全运行,
E410NiMo进口焊条国产化的研究
格式:pdf
大小:346KB
页数:7P
3
e410nimo进口焊条国产化的研究——针对aisi/410钢大型复杂构件焊前不预热,焊后不热处理,处于循环温度下工作的焊接接头容易产生冷裂纹的技术难题,提出降低熔敷金属含碳量,限制硫、磷、硅等有害杂质,提高镍铬比(ni//cr)的措施,并进行了相关工艺性能试验...
CEFR进口部件与国产管道的焊接件在410℃钠中的腐蚀热门文档

26OK管道(管件、部件)焊接记录GD3010226
格式:pdf
大小:23KB
页数:1P
4.4
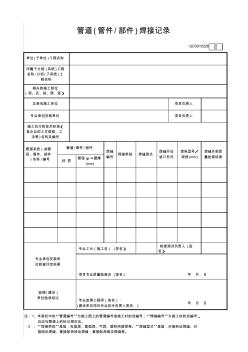
管径φ×壁厚 (mm) 项目专业质量检查员(签名):年月日 注:1、本表栏中的“管道编号”为施工图上的管道编号或施工时的自编号;“焊缝编号”为施工时的自编号, 且应与管道上的标记相对应。 2、“焊接类别”是指:电弧焊、氩弧焊、气焊、塑料热熔焊等。“焊缝型式”是指:对接转动焊缝、对 接固定焊缝、套接贴角转动焊缝,套接贴角固定焊缝等。 监理(建设) 单位验收结论专业监理工程师(签名): (建设单位项目专业技术负责人签名):年月日 专业承包安装单 位检查评定结果 专业工长(施工员)(签名)检查测试负责人(签名) 焊条型号/ 规格(mm) 焊缝外观质 量检查结果 材质 管道系统(或管 段、管件、部件 )名称/编号 管道/管件/部件 焊缝 编号 焊接类别焊缝型式 焊缝开设 坡口型式 专业承包安装单位
焊接件检验标准
格式:pdf
大小:65KB
页数:4P
4.6
精品 感谢下载载 ○程序文件●作业指导书文件编号 文件名称:焊接件类 版本a/0 页码1of2 制订:审核:批准: 检验方法:目视√测量√测试√装配√抽样方式:抽检□全检√免检□ 抽样计划:mil—sid—105e正常检验ii级加严√正常□减量□特殊□ aql基准:maj特殊特性0.65;min一般特性2.5;cr关键特性0收1退 序 号 检验 项目 检验及 判定标准 检验 量具 检验方法 注意事项 及管制重点 aql crmami 0 0. 65 1. 5 1外观 依图纸、标准样品检验; 目测 与标准样品或图纸比对是否相符, 孔及焊接位置、焊接方向是否正确; √ 表面无明显毛刺、变形, 无假焊、虚焊、错焊; 触摸无刮手,焊接应牢固可靠,无 焊接时未溶合、未
焊接件检验标准
格式:pdf
大小:40KB
页数:2P
4.6
○程序文件●作业指导书文件编号 文件名称:焊接件类 版本a/0 页码1of2 制订:审核:批准: 检验方法:目视√测量√测试√装配√抽样方式:抽检□全检√免检□ 抽样计划:mil—sid—105e正常检验ii级加严√正常□减量□特殊□ aql基准:maj特殊特性0.65;min一般特性2.5;cr关键特性0收1退 序 号 检验 项目 检验及 判定标准 检验 量具 检验方法 注意事项 及管制重点 aql crmami 00.651. 1外观 依图纸、标准样品检验; 目测 与标准样品或图纸比对是否相符,孔及 焊接位置、焊接方向是否正确; √ 表面无明显毛刺、变形, 无假焊、虚焊、错焊; 触摸无刮手,焊接应牢固可靠,无焊接 时未溶合、未
焊接件检验记录
格式:pdf
大小:18KB
页数:1P
4.7
焊接件检验记录表 时间: 产品名称料号生产数量 合格数量图号检验数量 检验项目检验结果单项判定 外观不允许有焊穿、弧坑、咬边、未焊 透、虚焊、夹渣、裂纹等现象 焊缝宽度应均匀,在焊缝30mm长度上不 允许超过1mm,不许出现焊缝长度不均、 高度不均、波形粗糙的缺陷。 不允许有焊瘤、焊渣、飞溅等 漏水试验 在焊件中灌满水,检查焊缝,应无漏水现 象 结论:该批焊件□合格□不合格检验员/日期: 表单编号: 焊接件检验记录表 时间: 产品名称料号生产数量 生产数量图号检验数量 检验项目检验结果单项判定 外观不允许有焊穿、弧坑、咬边、未焊 透、虚焊、夹渣、裂纹等现象 焊缝宽度应均匀,在焊缝30mm长度上不 允许超过1mm,不许出现焊缝长度不均、 高度不均、波形粗糙的缺陷。 不允许有焊瘤、焊渣、飞溅等 漏水试验 在焊件中灌满水,检查焊缝,应无漏水现 象 结论
环卫车焊接件焊接质量管理 环卫车焊接件焊接质量管理
格式:pdf
大小:99KB
页数:未知
4.7
焊接是汽车制造业中的关键工序,其质量直接影响整个产品的外观和质量.因而焊接质量管理也是重点研究课题之一,各公司都会配置相应的焊接管理人员负责本公司焊接质量管理.论文从管理控制、现场质量控制、检查控制三个方面出发,叙述了焊接质量管理的重点控制因素,给出了质量管理的控制要求.
CEFR进口部件与国产管道的焊接件在410℃钠中的腐蚀精华文档
ZZ001机加件、焊接件检验规范
格式:pdf
大小:26KB
页数:4P
4.3
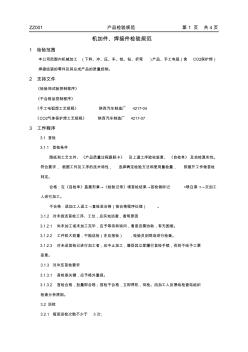
zz001产品检验规范第1页共4页 机加件、焊接件检验规范 1检验范围 本公司范围内机械加工(下料、冲、压、车、铣、钻、折弯)产品、手工电弧(含co2保护焊) 焊接组装的零件及其总成产品的质量控制。 2支持文件 《检验和试验控制程序》 《不合格品控制程序》 《手工电弧焊工艺规程》陕西汽车制造厂4217-04 《co2气体保护焊工艺规程》陕西汽车制造厂4217-07 3工作程序 3.1首检 3.1.1首检条件 图纸和工艺文件、《产品质量过程跟踪卡》及上道工序验收签章、《自检单》及自检真实性。 符合要求,根据工件及工序的技术特性,选择确定检验方法和使用量检量,即展开工作做首检 判定。 合格:在《自检单》盖菱形章→《检验记录》填首检结果→首检做标记→交加工 人进行加

管道焊接常用标准 (4)
格式:pdf
大小:281KB
页数:50P
4.4
管道焊接常用标准 金属管道种类繁多、数量大,使用工况千差万别。我国不同行业采用不同的应用标准体系,标准之间差别很大。当然,由于金属管道的工况,如温度、压 力、介质、环境等不同,标准有差距是客观存在的。例如,电力电站管道高压、高温、蒸汽介质居多;石化、石油管道受压、腐蚀介质居多;化工行业管道还有剧毒介质(如 氯气);机械行业压力容器,按使用情况及工况分成低压、中压、高压、超高压,按容器类别分成第一类压力容器、第二类压力容器、第三类压力容器。船舶管道有高压的 蒸汽管道、主机冷却的海水管道(承压及受腐蚀)、污水管道(承压及受高温)、燃油输送管道、压缩空气管道等,在不同的工况条件下运行。以下择要介绍一些基本标准。 一、压力管道分类 1. 压力管道的定义 压力管道是指在生产、生活中使用的可能引爆或中毒等危险性较大的特种设备及管道。 ① 输送gb5044①《职业性接触毒物性危害程度分级》中规定的毒
1043.26.管道(管件、部件)焊接记录GD3010226
格式:pdf
大小:23KB
页数:1P
4.6
管径φ×壁厚 (mm) 项目专业质量检查员(签名):年月日 注:1、本表栏中的“管道编号”为施工图上的管道编号或施工时的自编号;“焊缝编号”为施工时的自编号, 且应与管道上的标记相对应。 2、“焊接类别”是指:电弧焊、氩弧焊、气焊、塑料热熔焊等。“焊缝型式”是指:对接转动焊缝、对 接固定焊缝、套接贴角转动焊缝,套接贴角固定焊缝等。 监理(建设) 单位验收结论专业监理工程师(签名): (建设单位项目专业技术负责人签名): 年月日 专业承包安装单 位检查评定结果 专业工长(施工员)(签名) 检查测试负责人(签 名) 焊条型号/ 规格(mm) 焊缝外观质 量检查结果 材质 管道系统(或管 段、管件、部件 )名称/编号 管道/管件/部件 焊缝 编号 焊接类别焊缝型式 焊缝开设 坡口形式 专业承包安装单位项
焊接技术在管道施工中的应用
格式:pdf
大小:291KB
页数:5P
4.4
随着天然气与石油工业的发展,长输管道越来越向大口径、高压输送发展,对施工中的焊接技术提出了更高的要求。文章简单地论述了国内引进的一些新焊接技术:手工下向焊、半自动气体保护焊技术以及全自动气体保护焊技术。
CEFR进口部件与国产管道的焊接件在410℃钠中的腐蚀最新文档
焊接技术在管道建设中的应用
格式:pdf
大小:123KB
页数:1P
4.4
管道作为油气田行业中一个单独的运输系统,是需要长期稳定连续运行的。因为管道长年深埋于地下,在它的运行状态中不易发现潜在的危险,并且由于管道里流动大量的油、气,对地面建筑和其它设施所带来的威胁是相当巨大的,尤其是煤气、lpg、天然气等易燃气体管道,其威胁程度更大。
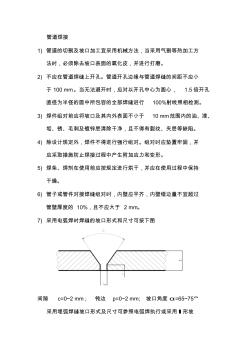
管道焊接
格式:pdf
大小:56KB
页数:3P
4.4
管道焊接 1)管道的切割及坡口加工宜采用机械方法,当采用气割等热加工方 法时,必须除去坡口表面的氧化皮,并进行打磨。 2)不应在管道焊缝上开孔。管道开孔边缘与管道焊缝的间距不应小 于100mm。当无法避开时,应对以开孔中心为圆心,1.5倍开孔 直径为半径的圆中所包容的全部焊缝进行100%射线照相检测。 3)焊件组对前应将坡口及其内外表面不小于10mm范围内的油、漆、 垢、锈、毛刺及镀锌层清除干净,且不得有裂纹、夹层等缺陷。 4)除设计规定外,焊件不得进行强行组对。组对时应垫置牢固,并 应采取措施防止焊接过程中产生附加应力和变形。 5)焊条、焊剂在使用前应按规定进行烘干,并应在使用过程中保持 干燥。 6)管子或管件对接焊缝组对时,内壁应平齐,内壁错边量不宜超过 管壁厚度的10%,且不应大于2mm。 7)采用电弧焊时焊缝的坡口形式和尺寸可按下图 间隙c=0~2
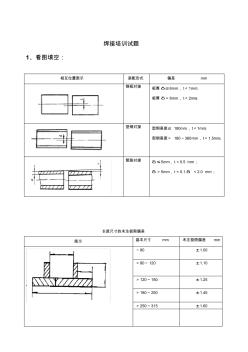
焊接件通用技术条件试题
格式:pdf
大小:90KB
页数:2P
4.4
焊接培训试题 1、看图填空: 相互位置图示装配形式偏差mm 钢板对接板厚δ≤6mm,t<1mm; 板厚δ>6mm,t<2mm。 型钢对接型钢高度≤180mm,t<1mm; 型钢高度>180~360mm,t<1.5mm。 管路对接δ≤5mm,t<0.5mm; δ>5mm,t<0.1δ<2.0mm; 长度尺寸的未注极限偏差 图示基本尺寸mm未注极限偏差mm ~80±1.00 >80~120±1.10 >120~180±1.25 >180~250±1.45 >250~315±1.60 焊缝外形尺寸及焊接缺陷单位为mm图示 焊缝外形尺寸及焊接缺陷单位为mm图示 气孔或夹渣δδ≤0.10δ≤1.5 累积长度不超过焊缝全长的10%。 在50mm的焊缝长度上,单个气孔 不大于0.5δ,但不得大于3mm, 气
纯铜焊接件清洗液的研发 纯铜焊接件清洗液的研发
格式:pdf
大小:220KB
页数:未知
4.4
比较几种酸对纯铜焊接件中氧化皮、表面杂质的去除能力,确定基础酸。选定几种表面活性剂与其配伍,通过比较除油效果,确定清洗液的最终成分和用量,同时确定焊接件清洗后的钝化处理方法,以达到保色防腐效果。结果表明,磷酸、氢氟酸、氟硼酸和柠檬酸可作基础酸,与聚醚npe-108配伍可达到清洗效果,苯并三氮唑与硅酸钠有理想的保色性。

焊接件通用技术条件(20200813221912)
格式:pdf
大小:587KB
页数:12P
4.4
1.主题内容与适用范围 本标准规定了本公司产品焊接件的技术要求,试验方法和检验规则。 本标准适用于本公司生产的造纸机械、矿山机械、环保设备及其它产品焊接件的制造和检 验。若本标准规定与图纸要求相矛盾时,应以图纸要求为准。 本标准适用于碳素结构钢、低合金结构钢和不锈钢材料,采用手工电弧焊、co2气体保护 焊及氩弧焊方法制造的焊接件。 2.技术要求 材料 用于制造焊接结构件的原材料(板材、型材等)的牌号、规格、尺寸应符合图样或技 术文件的要求,若不符时,应按公司内材料代用制度办理材料代用。 用于焊接件的材料(钢板、型钢、铸钢、焊条、焊丝等)购进时,应有质量证明书, 并按材料标准规定检验合格后,方准入库使用。 对无牌号、无质证书的原材料和焊材,必须进行检验和鉴定。其成份和性能符合要求 时方准使用。 钢板的初步矫正 各种钢材在划线前,不能有较大的变形,其形状公差不得超出下列规定: a.钢板
焊接件通用技术条件
格式:pdf
大小:460KB
页数:12P
4.7
1范围 本标准规定了锻压机械、金切机床和其它产品用焊接件制造和验收基本要求。 本标准适用于碳素结构钢、低合金结构钢采用气焊、手工电弧焊、埋弧焊、气体保护 焊等方法制造的本集团公司各类产品焊接件。 本标准将零件分为a级和b级,分别适用于a级和b级焊接构件。a级应在图样的技 术要求中注明,b级不需要注明。当图样和技术文件无要求时,按b级。 2引用标准 gb150-89钢制压力容器 gb2649–2655-89焊接接头机械性能试验方法 gb2656-81焊缝金属和焊接接头的疲劳试验法 dinen9013气割件质量级别 dinen13920焊接构件的普通公差 kes04.052.3焊接构件的普通公差(komatsu) 3焊工资格 焊工必须持有焊工技术资格证和焊工安全技术操作证方可进行独立焊接工作。 4材料 4.1制造焊接件的

管道、管件制作及结构焊接工艺
格式:pdf
大小:15KB
页数:11P
4.8
管道、管件及结构焊接工艺 编制人: 批准人: xx专业项目部 本工艺标准适用于一般建筑工程中管道、管件、结构制作与安装手工 电弧焊焊接工程。 1.1材料及主要机具: 1.1.1电焊条:其型号按设计要求选用,必须有质量证明书。 按要求施焊前经过烘焙。严禁使用药皮脱落、焊芯生锈的焊条。设计 无规定时,焊接q235钢时宜选用e43系列碳钢结构焊条;焊接16mn 钢时宜选用e50系列低合金结构钢焊条;焊接重要结构时宜采用低 氢型焊条(碱性焊条)。按说明书的要求烘焙后,放入保温桶内,随 用随取。酸性焊条与碱性焊条不准混杂使用。 1.1.2引弧板:用坡口连接时需用弧板,弧板材质和坡口型式 应与焊件相同。 1.1.3主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、 小锤、焊条烘箱、焊条保温桶、钢丝刷、石棉布、测温计等。 1.2作业条件

管道、管件制作焊接工艺
格式:pdf
大小:20KB
页数:15P
4.6
管道、管件制作焊接工艺 编制人: 批准人: xx专业项目部 本工艺标准适用于一般建筑工程中管道、管件制作与安装手工电弧焊 焊接工程。 1.1材料及主要机具: 1.1.1电焊条:其型号按设计要求选用,必须有质量证明书。 按要求施焊前经过烘焙。严禁使用药皮脱落、焊芯生锈的焊条。设计 无规定时,焊接q235钢时宜选用e43系列碳钢结构焊条;焊接16mn 钢时宜选用e50系列低合金结构钢焊条;焊接重要结构时宜采用低 氢型焊条(碱性焊条)。按说明书的要求烘焙后,放入保温桶内,随 用随取。酸性焊条与碱性焊条不准混杂使用。 1.1.2引弧板:用坡口连接时需用弧板,弧板材质和坡口型式 应与焊件相同。 1.1.3主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、 小锤、焊条烘箱、焊条保温桶、钢丝刷、石棉布、测温计等。 1.2作业条件
焊接件外观质量的检验规范
格式:pdf
大小:6KB
页数:2P
4.3
jl焊接件外观质量的检验规范 一、焊接件的检验标准 1.严格按图纸制作,加工件需预留加工量。 2.角焊高要达到6mm。平焊宽7mm,焊高3mm,直线宽1mm 以内。 3.工件外表打磨光滑、平整、锐边倒角。 4.气割渣、焊渣必须清理干净。 5.气割直线度,垂直度在1mm内。 6.属于重型工件,必须开坡口焊接。 7.工件不能有裂纹、气孔、夹渣等缺陷。 8.焊缝成型美观正常,不允许有弧坑、焊缝间断、烧穿和裂 纹存在。 9.补焊件在补焊前,必须先把缺陷处彻底铲除干净,再进行 补焊。 10.所有焊接件的尺寸变形量不得大于加工余量的1/3—1/2 二、焊接产品的检验范围 1.焊接车间所有的气割件、焊接件及成品的检验,各生产 车间所涉及到焊接制品的检验。 2.外协供应焊接制品的检验。 三、检验方式 目测、过角尺、卷尺 四、不合格品的处理措施 1、
CEFR进口部件与国产管道的焊接件在410℃钠中的腐蚀相关
文辑推荐
知识推荐
百科推荐

职位:中级环保工程师
擅长专业:土建 安装 装饰 市政 园林


