




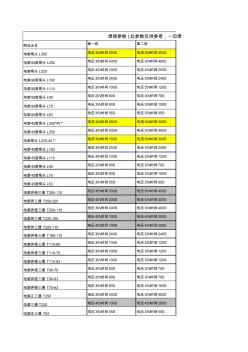
商品全名 第一段 第二段 电熔弯头 L355 电流30A时间250S 电流35A时间450S 电熔90度弯头 L250 电压30V时间400S 电压30V时间400S 电熔弯头 L225 电压40V时间100S 电压45V时间250S 电熔90度弯头 L160 电压30V时间240S 电压35V时间240S 电熔90度弯头 L110 电压30V时间100S 电压35V时间120S 电熔90度弯头 L90 电压20V时间60S 电压30V时间70S 电熔90度弯头 L75 电压35V时间90S 电压35V时间150S 电熔90度弯头 L63 电压35V时间55S 电压35V时间55S 电熔45度弯头 L355*45° 电流30A时间260S 电流35A时间300S 电熔45度弯头 L250 电压30V时间400S 电压30V时间400S 电熔弯头 L225-45° 电流30A时间150S 电

本实用新型公开了一种电熔管件焊接电热丝包覆模头装置,包括模头主体、前嵌件、后嵌件和注射头,模头主体设置有互通的前安装孔、后安装孔和流体注入孔,前嵌件固定安装在前安装孔处,后嵌件固定安装在后安装孔处,前嵌件设置有进线孔,后嵌件设置有出线孔,进线孔正对出线孔,注射头的一端与流体注入孔对接,注射头的另一端与塑料挤出机的塑料挤出口对接。本实用
热门知识
电熔管件焊接参数-
话题: 地产家居123009123009
-
话题: 工程造价guozheng5566
精华知识
电熔管件焊接参数-
话题: 工程造价zh665hi21198
-
话题: 室内设计qq463760797
最新知识
电熔管件焊接参数-
话题: 工程造价xiaogang7065
电熔管件焊接参数相关专题
- pe电熔管件
- 电熔pe管件
- 160电熔三通焊接视频
- pe管电熔焊三通接视频
- 全自动电熔焊接机
- pe全自动电熔焊机
- pe管电熔对接焊机
- 电熔管件焊接时间
- 电熔管件焊接参数
- pe套筒电熔焊接时间
- 中国焊接学会堆焊及表面工程专委会
- 圆锥碎矿机工作原理、技术参数、安装调试及维护检修
- 影响方管柱H型钢梁隔板贯通式节点承载力的参数分析
- 起重机主梁工字钢磨损及焊接变形的检验案列分析
- 有限元解Biot固结方程时初始参数选取方法
- 新型高压输电线路电量参数测量装置与设计
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 异种钢焊接接头退火工艺
- 圆钢管混凝土T型焊接节点应力强度因子计算方法
- 圆钢管KK型搭接节点内隐藏焊缝焊接与否有限元分析
- 圆钢管混凝土K型焊接管板节点试验和有限元分析
- 中国工程建设焊接协会全国优秀焊接工程
- 制作质量对塔式起重机结构件焊接节点疲劳性能的影响
- 工艺参数对铝合金激光填丝搭接焊缝成形影响
- 关于超超临界1000MW机组参数选型报告(锅炉)
- 工程陶瓷超精加工工艺参数对表面粗糙度影响实验
- 功率参数对超音速等离子制备高铝铜合金涂层组织影响