





本实用新型公开了一种电熔管件焊接电热丝包覆模头装置,包括模头主体、前嵌件、后嵌件和注射头,模头主体设置有互通的前安装孔、后安装孔和流体注入孔,前嵌件固定安装在前安装孔处,后嵌件固定安装在后安装孔处,前嵌件设置有进线孔,后嵌件设置有出线孔,进线孔正对出线孔,注射头的一端与流体注入孔对接,注射头的另一端与塑料挤出机的塑料挤出口对接。本实用
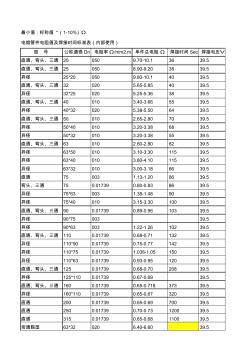
型 号 公称通径 Dn 电阻率Ω/mm2.m 单件总电阻 Ω 焊接时间 Sec 焊接电压V 直通、弯头、三通 20 050 9.70-10.1 36 39.5 直通、弯头、三通 25 050 8.90-9.20 38 39.5 异径 25*20 050 9.80-10.1 40 39.5 直通、弯头、三通 32 020 5.65-5.85 40 39.5 异径 32*25 020 5.25-5.36 38 39.5 直通、弯头、三通 40 010 3.40-3.66 55 39.5 异径 40*32 020 5.38-5.50 64 39.5 直通、弯头、三通 50 010 2.65-2.80 70 39.5 异径 50*40 010 3.20-3.38 68 39.5 异径 50*32 010 3.20-3.38 55 39.5 直通、弯头、三通 63 010 2.60-2.80 82
热门知识
电熔管件焊接时间-
话题: 工程造价guozheng5566
-
话题: 地产家居shufanggan
精华知识
电熔管件焊接时间-
话题: 工程造价zh665hi21198
-
话题: 室内设计qq463760797
-
话题: 工程造价xiaogang7065
最新知识
电熔管件焊接时间
专题概述
电熔管件焊接时间知识来自于造价通云知平台上百万用户的经验与心得交流。 注册登录 造价通即可以了解到相关电熔管件焊接时间最新的精华知识、热门知识、相关问答、行业资讯及精品资料下载。同时,造价通还为您提供材价查询、测算、询价、云造价等建设行业领域优质服务。手机版访问:电熔管件焊接时间
相关话题
资料下载
-
`
- 电熔管件的焊接操作过程 `
- 电熔管件使用说明 `
- 燃气用PE电熔管件加热时间表 `
- 燃气用PE电熔管件加热时间表 (2) `
- 电熔管件参数 `
- PE电熔管件熔接工艺 `
- PE电熔管件熔接工艺 `
- 电熔焊机管件焊接参数表 `
- PE电熔管件的焊接及安装注意事项 `
- 对开管件焊接文章
相关资讯
电熔管件焊接时间相关专题
- pe电熔管件
- 电熔pe管件
- 160电熔三通焊接视频
- pe管电熔焊三通接视频
- 全自动电熔焊接机
- pe全自动电熔焊机
- pe管电熔对接焊机
- 电熔管件焊接时间
- 电熔管件焊接参数
- pe套筒电熔焊接时间
- 制定机械加工劳动定额切削用量时间标准若干问题
- 引子渡水电站溢洪道弧形工作闸门焊接变形与处理
- 中国工程建设焊接协会全国优秀焊接工程
- 制作质量对塔式起重机结构件焊接节点疲劳性能的影响
- 杭州空港经济区工业园区环境综合整治设计工程发布时间
- 关于白车身装焊夹具设计及点焊机器人焊接仿真分析
- 基于BP神经网络5A06铝合金电子束焊接熔深预测
- 基于AT89C2051电子表及时间表控制器设计
- 抗震焊接接头在模拟地震循环载荷作用下累积损伤
- 建筑物施工和受采动过程在时间上并行时地面允许倾斜
- 冷热水用无规共聚聚丙烯(PPR)管材管件质量分析
- 具有优异低温韧性APIX80级别电阻焊接管线钢
- 基于国内生产总值城市轨道交通项目节约时间效益计算
- 基于时间序列ARMA模式识别基坑监测预警优化
- 基于改进RBFNN配电网停电时间自动识别模型
- 基于时间优先级变频恒压供水系统泵组控制方式
- 建筑工程钢结构焊接质量审查要点培训