




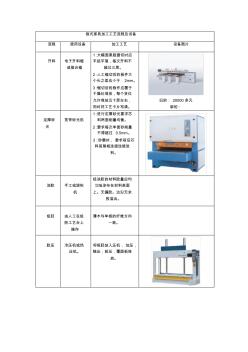
板式家具加工工艺流程及设备 流程 使用设备 加工工艺 设备图片 开料 电子开料锯 或推台锯 1:大幅面素版据切时应 平起平落,每次开料不 超过三层。 2:人工锯切后的板件大 小头之差应小于 2mm。 3:锯切后的板件应置于 干燥处堆放,每个货位 允许堆放五十层左右, 同时将工艺卡片写清。 旧的: 20000多元 新的: 定厚砂 光 宽带砂光机 1:进行定厚砂光要求芯 料两面削量均衡。 2:要求每次单面砂削量 不得超过 0.5mm。 3:砂磨时, 要求前后芯 料首尾相连接连续进 料。 涂胶 手工或滚轮 机 经涂胶的材料胶量应均 匀地涂布在材料表面 上。无漏胶。边沿无余 胶溢出。 组胚 由人工在组 胚工艺台上 操作 薄木与单板的纤维方向 一致。 胶压 冷压机或热 压机。 将板胚放入压机, 加压, 稳压,卸压,覆面板堆 放。 裁边 精密裁边圆 锯机和双面 裁边锯机 覆面板裁边时先经刻痕 锯在其背

热门知识
板式家具流程-
话题: 地产家居fangwenchang
-
话题: 地产家居lmj562307317
精华知识
板式家具流程-
话题: 地产家居qiukang0751
最新知识
板式家具流程-
话题: 装修工程daxiong01224
板式家具流程相关专题
- 板式实木家具
- 酒店板式家具
- 板式屏风
- 板式餐桌
- 板式餐厅家具
- 板式家具书柜
- 板式办公台
- 板式大班桌
- 板式酒柜
- 时尚板式家具
- 制度流程管理规定发布、作废、制定、审核、批准
- 中海地产广州公司精装修工程管理流程之工程管理资料
- 引进10000m^3/h空分设备的流程及安装特点
- 制造流程中卧式离心水泵与立式离心水泵应该怎么挑选
- 招标代理工作流程(20200730121529)
- 招标代理工作流程(20200730121318)
- 以浸没式超滤膜为核心的短流程净水工艺的应用与思考
- 制定、优化和监控产品线路标规划的流程、方法和工具
- 在一项工程中预算员所需要了解的的八大工作流程资料
- 关于桉叶油素提取工艺流程设计
- 公路工程施工、桥涵施工工艺大全造桥机造桥工艺流程
- 工程项目管理流程图
- 工程部管理制度流程图
- 工程建设项目流程与管理工作制度
- 各种施工工序流程图(主体、二次结构、电气、给排水)
- 公路工程施工工艺大全路基工程砂垫层施工工艺流程图
- 公路工程施工隧道施工工艺大全小导管注浆工艺流程图