

徐家沟铜选厂尾矿输送系统的改造
格式:pdf
大小:145KB
页数:2P
人气 :99
 4.7
4.7
针对PZNB型注水泥浆泵在尾矿输送过程中存在故障率较高的问题,对尾矿泵的喂料系统、冲洗注水系统、压力安全保护装置进行了改造,从而降低了故障率,提高了尾矿设备的安全运行效率。



徐家沟选矿厂尾矿输送系统的改造实践
针对pznb型注水泥浆泵在尾矿输送过程中存在维修率较高的问题,对尾矿泵的喂料系统、冲洗注水系统、压力安全保护装置进行了技术改造。该系统经实际运行解决了故障率高的问题,提高了尾矿设备安全运行效率。
石人沟铁矿尾矿输送系统改造实践
为应对冶金矿山行业新常态,石人沟铁矿组织实施了选矿扩能技改工程。但随着铁精粉产量增加,尾矿量也随之增大,原处理尾矿生产工艺设备不能满足生产需要,受场地限制又无法新增尾矿处理设备。通过对浓密机作业状况进行深入研究分析,决定对浓密机的下矿方式与尾矿输送矿浆泵进行改造,提高浓密机的处理能力,同时提高尾矿输送浓度,带来较大的经济效益和社会效益。
编辑推荐下载
黄麦岭磷化工程尾矿输送系统改造
格式:pdf
大小:233KB
页数:3P
4.4
对矿山尾矿输送系统中存在的爆管、压力波动大等问题进行了分析,通过对尾矿输送系统的设计改造,提出了解决尾矿输送系统中的爆管和泵站匹配不合理的措施。
钾肥工程尾矿输送系统的改造
格式:pdf
大小:73KB
页数:3P
4.7
某钾肥加工厂在尾矿输送过程中由于其流量和扬程变化较大,出现爆管、压力波动等问题,在对生产和尾矿输送系统进行全面调查和分析的基础上,提出了解决尾矿输送系统中爆管和运行不合理的措施。
徐家沟铜选厂尾矿输送系统改造热门文档
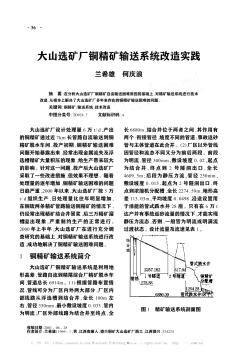
大山选矿厂铜精矿输送系统改造实践
格式:pdf
大小:476KB
页数:5P
4.8
在分析大山选矿厂铜精矿自流输送困难原因的基础上,对精矿输送系统进行技术改造,从根本上解决了大山选矿厂多年来存在的铜精矿输送困难的问题。
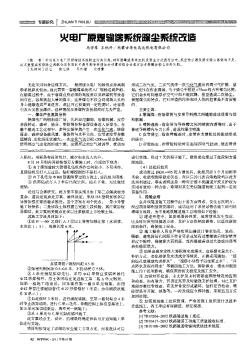
火电厂原煤输送系统除尘系统改造
格式:pdf
大小:221KB
页数:2P
4.4
针对某火电厂原煤输送系统粉尘污染问题,对原煤输送系统流程及除尘方式进行分析,找出粉尘源及原有除尘系统的不足,运用复膜扁布袋除尘器配合双侧密封可调弓形导料槽加水喷雾的综合治理方法有效解决粉尘污染问题。
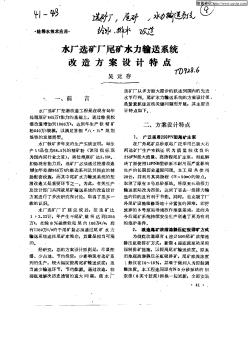
水厂选矿厂尾矿水力输送系统改造方案设计特点
格式:pdf
大小:153KB
页数:3P
4.8
卜够 ·给捧水技术应用· 蛐。,毛 龇.砰:)f 水厂选矿厂尾矿水力输送系统 改造方案设计特点 吴元存 · 、 一 、 刖舀—l— 水厂选矿厂挖潜改造工程是在现有每年 处理原矿845万t能力的基础上,通过维简挖 潜改造增加到1800万t,达到年生产铁精矿 粉640万t规模'以满足首钢八·五矽规戈u 炼铁的发展需要。 水厂铁矿多年来的生产实践证明,每生 产lt品位为68.5%的精矿粉(该项指标现 为国内同行业之首),需处理原矿达3.33t。. 扣除现有能力后,选矿厂必须通过挖潜改造 增加年处理955万t的磨选系列及其相应的辅 助配套设施,而其中尾矿水力输送系统的挖 潜改造又是重要环节之一。为此,有关生产 及设计部门共同就尾矿输送系统的改造设计 方案进行了多次研究和讨论,取得了基本一 致的
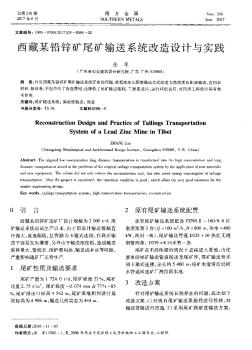
西藏某铅锌矿尾矿输送系统改造设计与实践
格式:pdf
大小:126KB
页数:2P
4.3
针对西藏某铅锌矿尾矿输送系统存在的问题,将低浓度长距离输送方式改造为高浓度长距离输送,应用新材料、新设备,不但节约了改造费用,还降低了尾矿输送能耗.工程建成后,运行状况良好,对同类工程设计具有参考作用.
某硫化铜钼选厂尾矿回水利用研究
格式:pdf
大小:647KB
页数:4P
4.3
某铜钼选厂采用磨矿-混合浮选-分离流程,经一粗一扫三精得到铜钼混合精矿,最后进行铜钼分离。该选厂的尾矿水碱度高,硫化钠含量高,如果直接返回利用会对铜矿物产生一定的抑制作用。尾矿回水试验表明,未经处理的尾矿回水和经阴离子絮凝剂或阳离子絮凝剂处理过的尾矿回水试验均得不到理想的试验结果。而采用kmg处理的尾矿回水进行试验,结果表明,回水对选矿技术指标影响不大,可循环利用。
徐家沟铜选厂尾矿输送系统改造精华文档
选矿厂尾矿输送系统的节能改造
格式:pdf
大小:770KB
页数:5P
4.5
本文通过白银公司选矿厂尾矿输送系统节能改造实例,介绍了利用科学有效地配置设备,满足复杂工况条件下大流量浆体输送需要的成功尝试。分析了改造后输送系统满足生产需要,提高系统可靠性的前提下节能降耗所获得的巨大经济效益,从而得出有关浆体输送的老企业中进行节能改造将大有可为的结论。
水厂铁矿尾矿高效浓缩输送系统技术改造
格式:pdf
大小:83KB
页数:3P
4.6
针对尾矿浓缩输送系统存在的溢流水质差、底流浓度低、输送能耗高、生产组织管理复杂及尾矿浓度低影响尾矿资源综合利用率等问题,水厂铁矿选矿厂在考察国内各大矿山尾矿高浓度输送的基础上,将普通浓密机改造为高效浓密机,同时进行了尾矿一级泵站输送系统技术改造,使浓缩过程由2段缩减为1段,并可将底流输送浓度提高至45%以上,经济效益显著。
东沟钼矿选铁厂工艺改造实践
格式:pdf
大小:227KB
页数:4P
4.8
对金堆城钼业汝阳有限责任公司选铁厂现有生产工艺进行流程考察分析,找出了生产中存在的问题,如选别流程过长、粗选回收率低、设备老化和铁精矿脱水工艺效率低等,提出技术改造方案。经专家论证后进行了工业试验,在保证铁精矿品位60%以上,选铁总回收率由改造前的41.75%提高到55.00%。铁精矿月均增产1000t,铁精矿水分为9.50%,脱水时间较改造前缩短了15~20d,取得了较高的经济效益和社会效益。
酸刺沟选煤厂生产系统改造
格式:pdf
大小:170KB
页数:4P
4.3
为了解决酸刺沟选煤厂煤泥产量大、介耗高的问题,根据生产、销售需要及环保要求,对原煤处理系统、介质回收系统的相关工艺、设备进行改造,并增加煤泥干燥系统。改造后,煤泥不再影响正常生产,重介生产系统介耗降低,脱介筛筛板磨损减缓,经济效益显著。
徐家沟铜选厂尾矿输送系统改造最新文档
浅谈大宝山矿铜选厂选别技术改造
格式:pdf
大小:74KB
页数:2P
4.4
对大宝山矿铜选厂选矿工艺的现状及存在的问题进行了分析,提出了铜硫等可浮选的工艺流程,有利于提高选硫生产指标,并大大降低了选矿用药成本,为企业创造了可观的经济效益。

广东某矿山选厂选铜技术改造
格式:pdf
大小:1.9MB
页数:5P
4.4
针对某矿山选厂选铜指标差,以生产过程存在的各种问题为导向,开展了从原矿工艺矿物学分析、工业用水治理、选矿设备与工艺流程改造等一系列的科学研究,找出生产指标低的原因并进行了解决,其中浮选机-浮选柱联合技术和工业水质治理是解决生产问题的关键.新技术投入生产应用后,选铜品位提高了0.55个百分点,回收率提高了12个百分点,选矿技术全面迈上新台阶,技术改造效果显著.本次技术改造的成功经验可为公司近期新建的7000t/d铜硫新选厂提供直接的选矿技术支持,也可为国内硫化矿选矿厂的科技攻关方向提供参考.
广东某矿山选厂选铜技术改造
格式:pdf
大小:908KB
页数:5P
4.6
针对某矿山选厂选铜指标差,以生产过程存在的各种问题为导向,开展了从原矿工艺矿物学分析、工业用水治理、选矿设备与工艺流程改造等一系列的科学研究,找出生产指标低的原因并进行了解决,其中浮选机-浮选柱联合技术和工业水质治理是解决生产问题的关键。新技术投入生产应用后,选铜品位提高了0.55个百分点,回收率提高了12个百分点,选矿技术全面迈上新台阶,技术改造效果显著。本次技术改造的成功经验可为公司近期新建的7000t/d铜硫新选厂提供直接的选矿技术支持,也可为国内硫化矿选矿厂的科技攻关方向提供参考。
云锡老厂采选厂羊坝底选厂处理尾矿技术改造实施意见
格式:pdf
大小:229KB
页数:8P
4.6
本文对羊坝底选厂处理阿西寨老尾矿的可行性进行了分析。矿砂采用螺旋溜槽粗选,摇床床粗精矿用磁选精选;矿泥用离心选矿机粗选,新型细泥摇床精选的工艺流程。日处理规模2000吨,原矿品位0.145%,年工作270天,产精矿锡176吨,富中矿锡39吨,可实现减亏100万元。
桦甸矿业公司三道沟选厂磨选工艺改造实践
格式:pdf
大小:698KB
页数:4P
4.4
针对桦甸矿业公司三道沟铁矿矿石性质及选矿厂原有磨选工艺流程存在的问题,通过合理的选配工艺设备,调整设备布局,优化工艺流程,使选矿厂相关生产技术指标均得到了提高,满足了三道沟选厂生产的需要。
 聚酯装置PTA输送系统改造
聚酯装置PTA输送系统改造 聚酯装置PTA输送系统改造
格式:pdf
大小:135KB
页数:未知
4.5
介绍了精对苯二甲酸(pta)输送系统的改造,直接利用pta装置产生的剩余尾气来输送pta,取代压缩机压缩氮气输送pta。同时,两种输送方式可以相互切换,并且还可以用尾气完全取代氮气。
大屯选煤厂选高灰动力精煤工艺系统改造
格式:pdf
大小:131KB
页数:2P
4.6
分析了大屯选煤厂现有工艺流程选高灰动力精煤存在的问题,提出了工艺流程的改造方案,并对改造后的工艺流程的经济效益进行了分析
徐家沟铜选厂尾矿输送系统改造相关
文辑推荐
知识推荐
百科推荐


职位:钢结构设计工程师
擅长专业:土建 安装 装饰 市政 园林


