

向家坝电站800MW超大型水轮机蜗壳制造质量控制
格式:pdf
大小:847KB
页数:3P
人气 :53
 4.5
4.5
简述了金沙江向家坝右岸地下电站世界最大混流式水轮发电机组(单机容量800 MW)超大型金属蜗壳的结构形式和结构特点及制造难点,重点介绍了其制造过程的质量控制要点,对瓦片组装、蜗壳焊接、最终验收等关键环节进行了较为详细的叙述。



向家坝电站800MW水轮发电机组动平衡试验
水轮发电机组的振动、摆度多数情况是由于转子质量不平衡造成的,开展动平衡试验是水轮发电机组启动试验的一项重要内容。向家坝水电站800mw水轮发电机组是目前世界上单机容量最大的巨型机组,本文结合向家坝电站机组动平衡试验详细介绍了试验方法和关键技术,重点在于配重相位的选择和配重质量计算。
向家坝电站800MW水轮发电机组动平衡试验
水轮发电机组的振动、摆度多数情况是由于转子质量不平衡造成的,开展动平衡试验是水轮发电机组启动试验的一项重要内容。向家坝水电站800mw水轮发电机组是目前世界上单机容量最大的巨型机组,本文结合向家坝电站机组动平衡试验详细介绍了试验方法和关键技术,重点在于配重相位的选择和配重质量计算。
编辑推荐下载

溪洛渡水电站800MW级水轮机技术研究与实践
格式:pdf
大小:104KB
页数:4P
4.6
本文介绍了溪洛渡水电站800mw级水轮机主要参数(水头、出力、稳定性指标、效率和流量、空化性能等)和主要部件结构(转轮、蜗壳和座环、导水机构、圆筒阀、主轴和主轴密封、水导轴承、补气系统和尾水管等)的设计成果。研究成果可供水电站设计和施工参考。
 溪洛渡水电站800MW级水轮机技术研究与实践
溪洛渡水电站800MW级水轮机技术研究与实践 溪洛渡水电站800MW级水轮机技术研究与实践
格式:pdf
大小:335KB
页数:4P
4.3
本文介绍了溪洛渡水电站800mw级水轮机主要参数(水头、出力、稳定性指标、效率和流量、空化性能等)和主要部件结构(转轮、蜗壳和座环、导水机构、圆筒阀、主轴和主轴密封、水导轴承、补气系统和尾水管等)的设计成果。研究成果可供水电站设计和施工参考。
向家坝电站800MW超大型水轮机蜗壳制造质量控制热门文档
三峡右岸电站水轮机蜗壳工地制作质量控制
格式:pdf
大小:482KB
页数:4P
4.4
三峡右岸电站水轮机蜗壳在三峡工地制作,外形尺寸大,质量要求高,制作难度大,制作时采取了增加、细化检测项目,缩小尺寸允许偏差的范围等一系列控制措施,确保了蜗壳制作质量,在工地安装一次到位。

三峡电站水轮机蜗壳焊接及质量控制
格式:pdf
大小:447KB
页数:3P
4.7
三峡电站水轮机蜗壳结构尺寸大,钢板厚,材质好,目前已经完成8台机组的焊接施工并通过联合验收;从对蜗壳焊缝的无损检测结果来看,5台机组的蜗壳焊接质量良好。

三峡电站水轮机蜗壳焊接及质量控制
格式:pdf
大小:92KB
页数:2P
4.3
三峡电站水轮机蜗壳结构尺寸大,钢板厚,材质好,目前已经完成8台机组的焊接施工并通过联合验收;从对蜗壳焊缝的无损检测结果来看,5台机组的蜗壳焊接质量良好。

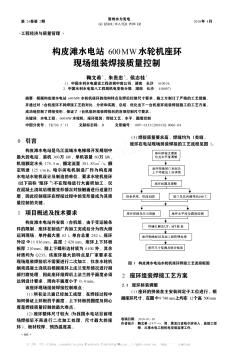
构皮滩电站600MW水轮机蜗壳安装焊接质量控制
格式:pdf
大小:199KB
页数:3P
4.4
构皮滩电站600mw机组是大型混流式机组,水轮机部分由哈尔滨电机厂设计制造。水轮机蜗壳采用国产adb610d高强度合金钢制作,由水电八局安装。本文从构皮滩电站工程实际出发,整理了水轮机蜗壳安装、焊接、探伤的质量控制要求及其实施办法,对大型水轮机埋件安装工程具有技术参考意义。
三峡电站700MW水轮机座环监造质量控制
格式:pdf
大小:114KB
页数:1P
4.6
针对三峡电站700mw水轮机座环的监造工作,重点阐述了座环焊接和装配过程中监造控制要点,总结了监造工作的经验和体会。
向家坝电站800MW超大型水轮机蜗壳制造质量控制精华文档
龙滩水电站700MW水轮机蜗壳现场焊接 龙滩水电站700MW水轮机蜗壳现场焊接
格式:pdf
大小:562KB
页数:3P
4.6
龙滩水电站机组蜗壳结构尺寸大,安装精度和焊接要求高,焊接环境差,工期要求短。为此,对焊接工艺、标准、质量控制制定了一系列要求,并取得了很好的效果。针对安装完毕的5、6号机蜗壳焊接工艺、探伤要求所作的介绍,对同类机组有一定的借鉴作用。

大型水轮机埋件三峡左岸电站ALSTOM蜗壳制造工艺
格式:pdf
大小:124KB
页数:5P
4.4
介绍三峡alstom蜗壳从原材料检验、下料切割、压头卷板、放样拼装、蜗壳焊接、支撑加固、喷砂防腐、验收出厂等整个制造过程。
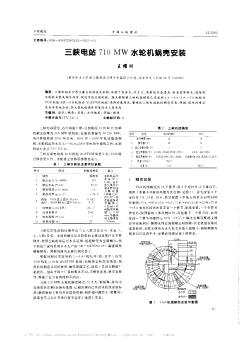
三峡电站710MW水轮机蜗壳安装
格式:pdf
大小:621KB
页数:4P
4.7
三峡机组是世界上最大的混流式机组,体现了容量大、尺寸大、高新技术含量高、标准高等特点,现有的水轮机安装及相关标准、规范不适应该机组。现主要根据三峡机组蜗壳已完成的1#~6#(1#~3#机组为vgs机组,4#~6#机组为alstom机组)实际安装情况,整理出三峡电站机组蜗壳安装、焊接、探伤的要求及具体实施办法,供大型机组埋件安装技术人员参考。
拉西瓦水电站700 MW巨型水轮机转轮现场制造及质量控制 拉西瓦水电站700 MW巨型水轮机转轮现场制造及质量控制
格式:pdf
大小:515KB
页数:4P
4.7
拉西瓦水电站安装6台700mw水轮发电机组,水轮机转轮采用现场加工制造方案。从进货检验、现场装配、整体加温预热、焊接、焊后消应、转轮加工、静平衡试验等方面论述了拉西瓦水电站水轮机转轮的现场加工制造及质量控制。对加工工序、工艺及质量进行了全面的检查、检测,结果表明,工地现场制造的水轮机转轮各项指标均达到优良等级,制造质量完全满足设计及合同要求。
水电站超大型水轮机主进水蝶阀组装 水电站超大型水轮机主进水蝶阀组装
格式:pdf
大小:119KB
页数:2P
4.8
本文全面描述了巴基斯坦塔贝拉水电站4期工程水轮机进水蝶阀装配过程.本工程水轮机进水蝶阀,属于超大型主进水蝶阀,蝶阀直径为7500mm,工地现场组装.到货重量分别为阀体总重量约为205t,活门总重约为262t,工地组装后总重量约为500t.本文主要描述工地现场组装的主要流程,安装尺寸质量控制.
向家坝电站800MW超大型水轮机蜗壳制造质量控制最新文档
向家坝电站大断面变顶高尾水洞开挖及支护施工的质量控制 向家坝电站大断面变顶高尾水洞开挖及支护施工的质量控制
格式:pdf
大小:1.2MB
页数:7P
4.4
介绍向家坝水电站大断面变顶高尾水洞第ⅰ层开挖、支护施工质量控制。由于尾水隧洞的地质条件差、断面大、地质情况极为复杂,尾水洞第ⅰ层开挖支护为整个尾水洞开挖的重中之重。在工序施工中,对开挖施工、锚杆施工、喷混凝土施工,均采取了严密有效的质量控制措施,最终保证了大断面变顶高尾水洞开挖、支护的施工质量。
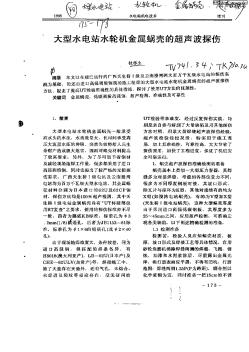
大型水电站水轮机金属蜗壳的超声波探伤
格式:pdf
大小:142KB
页数:4P
4.6
本文以在建已运行广西天生桥i级及云南漫湾两大百万千瓦级水电站的探伤实践为基础,论述由进口高强度调质钢现场施工组焊的大型水电站水轮机金属蜗壳的超声波探伤方法,提出了提高ut检验准确性的具体措施,探讨了使用ut方法的优越性。
大型水轮机低碳调质高强钢蜗壳电站现场焊接技术 大型水轮机低碳调质高强钢蜗壳电站现场焊接技术
格式:pdf
大小:438KB
页数:6P
4.8
随着水轮发电机组的大容量、高参数化,大型水轮机蜗壳用钢参数(强度、厚度等)也在同步发展。介绍了大型水轮机低碳调质高强钢蜗壳的结构特点及其现场焊接特点;论述了其电站现场焊接方法及焊接材料的选用原则,选材时应综合考虑焊缝的强韧性匹配问题;结合葛洲坝集团机电建设有限公司在三峡右岸、龙滩、瀑布沟、水布桠等大型水利水电工程蜗壳现场焊接实践,详细阐述了大型水轮机低碳调质高强钢蜗壳的现场焊接技术,明确了周密细致的焊前准备工作,特别是焊接工艺评定试验及焊接技术培训与考核工作对于大型低碳调质高强钢蜗壳焊接的重要性,对同类蜗壳的现场焊接管理具有借鉴作用。
构皮滩水电站600MW水轮机座环现场组装焊接质量控制
格式:pdf
大小:761KB
页数:4P
4.3
根据构皮滩水电站600mw水轮机座环的结构特点及焊后控制尺寸要求,施工方制订了严格的工艺措施,并通过对5台机座环不同焊接工艺的对比、分析和实践,总结、优化出下一台机座环组装焊接施工的工艺方案,成功地控制了焊接变形,保证了5台机座环组装焊接后的各项控制尺寸要求。
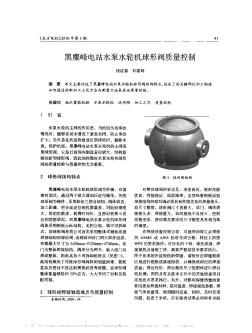
黑麋峰电站水泵水轮机球形阀质量控制
格式:pdf
大小:1.0MB
页数:4P
4.6
本文主要论述了黑麋峰电站水泵水轮机球形阀结构特点,论述了其关键部位加工制造如何通过创新加工工艺方法与测量方法来保证质量控制。
大朝山水电站水轮机安装质量控制 大朝山水电站水轮机安装质量控制
格式:pdf
大小:376KB
页数:3P
4.4
论述大朝山水电站转轮与筒形阀现场组焊、安装过程的质量控制及对相关问题的处理。介绍了安装工作中的重点和难点,及质量检测中各主要技术指标,分析了安装过程中存在的问题,提出了改进意见。
大朝山水电站水轮机安装质量控制 大朝山水电站水轮机安装质量控制
格式:pdf
大小:305KB
页数:3P
4.8
本文主要论述大朝山水电站转轮与筒形阀现场组焊、安装过程的质量控制及对相关问题的处理。初步实现了业主要求的机组安装质量一台比一台好的目标。
黄鱼塘水电站1~#水轮机浆叶固定及质量控制
格式:pdf
大小:232KB
页数:3P
4.3
黄鱼塘水电站1#机组开机过程中,发生桨叶操作架断裂事故。为减小经济损失,采取在转轮轮毂外围将浆叶固定的方式。文章论述了浆叶固定的必要性和可行性,并详细介绍了浆叶固定实施过程中质量控制的测量方式。
向家坝电站800MW超大型水轮机蜗壳制造质量控制相关
文辑推荐
知识推荐
百科推荐


职位:总监理工程师
擅长专业:土建 安装 装饰 市政 园林


