

虾米腰弯头
格式:pdf
大小:375KB
页数:2P
人气 :87
 4.3
4.3
虾米腰弯头 虾米腰是管件中弯头的一种, 虾米腰弯头很常用, 下料制造很简单, 但传统方法对现在工业 的大管径弯头就操作困难,且很难保证精度。 现可利用计算机制图放样计算出各点处素线 长度,然后将卷管按同样的份数等份, 在素线上用计算出的长度截取线段, 连接端点即可画 出切割线。 壁厚处理方法: 放样时, 先划理论切割线, 然后根据壁厚确定最高、 最低点(开 出坡口后)切割线的位置,将两点连线后再计算各等分点素线的长度,在卷管上划线切割, 组对后就可以保证所需的角度。国家标准为 S02403钢制管件建筑标准。材质一般为碳钢、 不锈钢及合金钢。 在日常施工中, 虾米腰弯头比用原管及中板焊制的弯头使用要少得多。 河 北泰丰公司就有各种虾米腰弯头管件出售。 焊接弯头的分类方法, 按它的曲率半径来分, 可分为长半径弯头和短半径弯头。 长半径弯头 指它的曲率半径等于 1.5 倍的管子外径,即 R=1.




切焊弯头(虾米弯)的设计
切焊弯头的设计 切焊弯头(也称虾米弯)是由多块斜切的短管组合而成的。切焊 弯头应用在直径较大(dn≥500)的管道上,因为没有成型的弯头可 以选用。 通常管道布置完成之后,管道的转角也就确定了。接下来要确定 的就是转弯半径r和片数n。 常用的转弯半径为1倍外径或1.5倍外径,这个规定不太严格,在 特殊情况下这个倍数也可以在1~1.5之间,甚至小于1。一般dn1800 及以下的管道采用1.5d,dn2000及以上采用1d。 片数要综合考虑管道直径、转角和介质洁净度等因素来确定。对 干净介质,单片最大转角不宜大于22.5度,同时还要考虑焊接的影响, 一般每片的短边的长度不小于100mm。而对含尘气体,每片转角就小 于15度。 这是一个片数为五片(n=5)的切焊弯头图。图中r为转弯半径, d为管道外径,α为管道的转角,α应该小于90度。2β为一片的转角
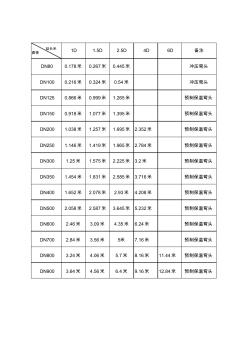
弯头延长米
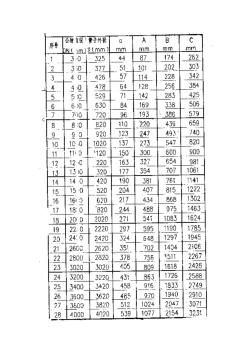
直径 延长米1d1.5d2.5d4d6d备注 dn800.178米0.267米0.445米冲压弯头 dn1000.216米0.324米0.54米冲压弯头 dn1250.866米0.999米1.265米预制保温弯头 dn1500.918米1.077米1.395米预制保温弯头 dn2001.038米1.257米1.695米2.352米预制保温弯头 dn2501.146米1.419米1.965米2.784米预制保温弯头 dn3001.25米1.575米2.225米3.2米预制保温弯头 dn3501.454米1.831米2.585米3.716米预制保温弯头 dn4001.652米2.078米2.93米4.208米预制保温弯头 dn5002.058米2.587米3.645米5.232米预制保温弯
编辑推荐下载
弯头检验要求(弯头)
格式:pdf
大小:26KB
页数:2P
4.8
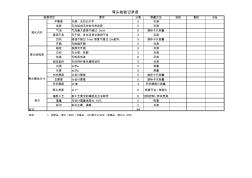
要求分值测量方法自检复检终检 平整度光滑,无凹凸不平5目测 杂质无与组成无关的外来杂质5目测 气泡气泡最大直径不超过3mm6游标卡尺测量 浸润不良无干斑、发白及其它浸润不良3目测 凹坑直径不超过1mm,深度不超过2mm凹坑5游标卡尺测量 开裂无树脂开裂5目测 裂纹表面无开裂5目测 白纱无分层、炸裂3目测 色差无明显色差6目测 刮伤垫伤无任何纤维外漏和划伤5目测 内径±5‰5测量 长度±5‰5测量 内衬厚度≥设计厚度5游标卡尺测量 总厚度≥设计厚度5游标卡尺测量 巴氏硬度≥363巴氏硬度计测量 弯头角度±1°8角度平台/角度仪 铺层工艺按工艺要求的铺层及方法制作8过程控制/样块焚烧 重量与设计重量误差≤10%5称重 标识标识正确、清晰2目测 合计94 说明
弯头分类
格式:pdf
大小:19KB
页数:3P
4.6
弯头分类 弯头在管路系统中,弯头是改变管路方向的管件。按角度分,有 45°及90°180°三种最常用的,另外根据工程需要还包括60°等其 他非正常角度弯头。弯头的材料有铸铁、不锈钢、合金钢、可煅铸铁、 碳钢、有色金属及塑料等。与管子联结的方式有:直接焊接(最常用 的方式)法兰联接、热熔连接、电熔连接、螺纹联接及承插式联接等。 按照生产工艺可分为:焊接弯头、冲压弯头、推制弯头、铸造弯头等。 其他名称:90度弯头、直角弯、爱而弯等。 1.以材质划分碳钢,铸钢,合金钢,不锈钢,铜,铝合金,塑料, 氩硌沥,pvc,ppr等。 2.以制作方法划分可分为推制、压制、锻制、铸造等。 3.以制造标准划分可分为国标、电标、水标、美标、德标、日标、 俄标等。 4.按它的曲率半径来分:可分为长半径弯头和短半径弯头。长半 径弯头指它的曲率半径等于1.5倍的管子的外径,即r=1.5d。短半
虾米腰弯头热门文档

常用弯头
格式:pdf
大小:247KB
页数:6P
4.7
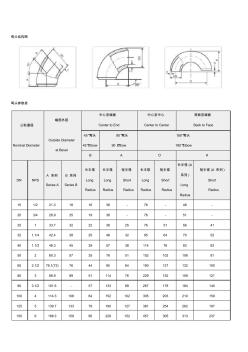
常用弯头、三通、异径管尺寸表 一、弯头 国内常用无缝弯头和焊接弯头 45°弯头90°弯头和180°弯头尺寸mm 公称通径 dn 端部外径 d 中心至端部尺寸中心至端部尺寸背面至端面尺寸 45°h90°f180°p180°k a系列b系列长半径长半径短半径长半径短半径长半径短半径 1521.31816381676324828 2026.92516381876325136 2533.73216382576515641 3242.43820483295647052 4048.345245738114768362 5060.35732765115210210681 657376409564191127132100 8
弯头
格式:pdf
大小:47KB
页数:1P
4.8
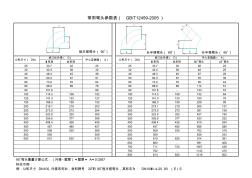
常用弯头参数表(gb/t12459-2005) 短半径弯头(90 o )长半径弯头(90o)长半径弯头(45o) 公称尺寸(dn) 坡口处外径(d) 中心至端面(a)公称尺寸(dn) 坡口处外径(d)中心至端面(a) ⅰ系列ⅱ系列ⅰ系列ⅱ系列90o弯头45o弯头 2533.732252533.7323822 3242.438323242.4384825 4048.345384048.3455729 5060.357515060.3577635 6573.076646573.0769544 8088.989768088.98911451 90101.6-8990101.6-13357 100114.3108102100
弯头放样
格式:pdf
大小:829KB
页数:10P
4.4
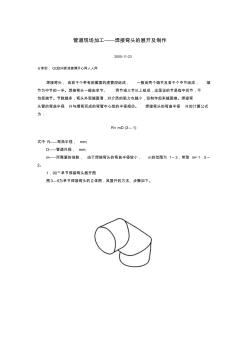
管道现场加工——焊接弯头的展开及制作 2005-11-23 分享到:qq空间新浪微博开心网人人网 焊接弯头,由若干个带有斜截面的直管段组成,一般由两个端节及若干个中节组成,端 节为中节的一半。焊接弯头一般由单节、两节或三节以上组成,这里说的节是指中间节,不 包括端节。节数越多,弯头外观越圆滑,对介质的阻力也越小,但制作起来越困难。焊接弯 头管的弯曲半径r与煨弯而成的弯管中心线的半径相仿。焊接弯头的弯曲半径r的计算公式 为: r=md(3—1) 式中r——弯曲半径,mm; d——管道外径,mm; m——所需要的倍数,由于焊接弯头的弯曲半径较小,m的范围为1~3,常取m=1.5~ 2。 1.90°单节焊接弯头展开图 图3—6为单节焊接弯头的立体图,其展开的方法、步骤如下。 图3—6单节焊接弯头立体图 ①作∠aob=90°(见图3—7),以o为圆心,
虾米腰弯头精华文档
弯头知识详解
格式:pdf
大小:37KB
页数:3P
4.7
碳钢弯头的基本工艺- 碳钢弯头首先按它的曲率半径来分,可分为长半径弯头和短半径弯头。长半径弯头指它的曲率半径 等于1.5倍的管子外径,即r=1.5d。短半径弯头指它的曲率半径等于管子外径,即r=1.0d。(d为弯头 直径,r为曲率半径)若按压力等级来分,大约有十七种,和美国的管子标准是相同的,有:sch5s、sch10s、 sch10、sch20、sch30、sch40s、std、sch40、sch60、sch80s、xs;sch80、sch100、sch120、sch140、 sch160、xxs,其中最常用的是std和xs两种。按弯头的角度分,有45°弯头,有90°弯头和180°弯头。 碳钢弯头的基本工艺过程是:首先焊接一个横截面为多边形的多棱环壳或两端封闭的多棱扇形壳,内 部冲满压力介质后,施以内压,在内压作用下横截面由多边形逐渐变成圆,最终成为
弯头结构参数
格式:pdf
大小:117KB
页数:2P
4.5
弯头结构图 弯头参数表 公称通径 nominaldiameter 端部外径 outsidediameter atbevel 中心至端面 centertoend 中心至中心 centertocenter 背面至端面 backtoface 45°弯头 45°elbow 90°弯头 90°elbow 180°弯头 180°elbow baok dnnps a系列 seriesa b系列 seriesb 长半径 long radius 长半径 long radius 短半径 short radius 长半径 long radius 短半径 short radius 长半径(a 系列) long radius 短半径(a系列) short radius 151/221.318

弯头制作
格式:pdf
大小:1.3MB
页数:9P
4.8
::左右虾米腰交接圆管怎样进行展开放样:: 左右虾米腰交接圆管(见图1a)是在食品工业输送物料中经常碰到的钣金展开项目,展开的难度较大。但是, 将它的展开件分析清楚后,可容易地用虾米腰直角弯头和异径直交/斜交三通两个程序来完成。 现在,以一边虾米腰交接圆管为例说明bjzk系统的实现过程。虾米腰弯头直径为426mm、弯曲半径为1.5倍 和直径为600mm主圆管相交,以48等分展开。 图1 1.已知条件分析(画实样图): 根据已知条件图1a可以看出和主圆管相交的左 右两个虾米腰,实际只要完成一边的展开,另一边 的展开数据是一样的。现在分析一边的展开实样图 (图1b)可以看出: ⑴只需完成一个虾米腰弯头的端节、虾米腰弯头 和主圆管相交而割除小部分的中间节、虾米腰中间 节和主圆管相交而割除大部分后的瓦片三个展开 件就可以了。 ⑵虾米腰弯头两个中间节分别

弯头检验规程
格式:pdf
大小:66KB
页数:6P
4.5
弯头管件检验规程 弯头管件的检验规程 1、范围 本规程规定了以铸钢、碳钢、不锈钢等为主要原料,经加工形成的弯头管件产品的分类、技术要求、 检验方法、标志、包装、运输、贮存。 2、引用标准 下列标准所包含的条文,通过本规程中引用而构成为本规程的条文。本规程的条款会被修订,使用最 新版本的可能性。 gbt12459-2005钢制对焊无缝管件标准 gbt14626-1993锻钢制螺纹管件标准 jsb2311-1997一般配管用钢制突合溶接式管件 gbt12459-2005钢制对焊无缝管件标准 3、定义、符号与代号 3.1、弯头管件的定义:是在管路系统中,弯头是改变管路方向的连接管件。 3.2、弯头的连接方式:1、直接焊接(最常用的方式)。. 2、法兰式有承插式连接等。 3.3、dn—米制单
虾米腰弯头最新文档
PP弯头P对焊弯头规格表
格式:pdf
大小:58KB
页数:1P
4.7
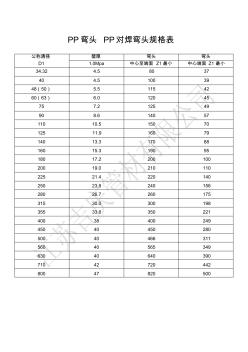
pp弯头pp对焊弯头规格表 公称通径 d1 壁厚弯头弯头 1.0mpa中心至端面z1最小中心端面z1最小 34.324.58037 404.510039 48(50)5.511542 60(63)6.012045 757.212549 908.614057 11010.515070 12511.916079 14013.317088 16015.319095 18017.2200100 20019.0210110 22521.4220140 25023.8240156 28026.7260175 31530.0300198 35533.8350221 40038400249 45040450280 50040466311 56040565349 63
直径D=250弯头(90°,R=D)弯头开料图
格式:pdf
大小:66KB
页数:2P
4.3
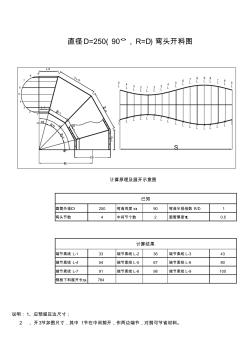
圆管外径d250弯曲角度α90弯曲半径倍数r/d1 弯头节数4中间节个数2圆管厚度t0.5 端节素线l-133端节素线l-236端节素线l-343 端节素线l-454端节素线l-567端节素线l-680 端节素线l-791端节素线l-898端节素线l-9100 钢板下料展开长s784 计算原理及展开示意图 已知 计算结果 说明:1、应预留压边尺寸; 2、开3节如图尺寸,其中1节在中间剪开,作两边端节,对剪可节省材料。 直径d=250(90°,r=d)弯头开料图 r s l- 1 l- 2 l- 3 l- 8 l- 7l- 6l- 5 l- 8 l- 9l -5 l- 6 l- 7 l- 4 l- 5l- 4l- 3 l- 2 l- 2 l- 3l- 4l- 5 l- 4l -7 l- 6 l-
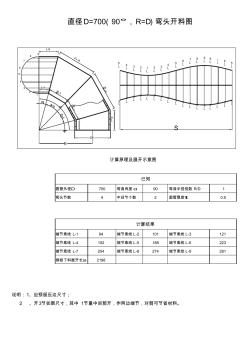
直径D=700弯头(90°,R=D)弯头开料图
格式:pdf
大小:66KB
页数:1P
4.7
圆管外径d700弯曲角度α90弯曲半径倍数r/d1 弯头节数4中间节个数2圆管厚度t0.5 端节素线l-194端节素线l-2101端节素线l-3121 端节素线l-4152端节素线l-5188端节素线l-6223 端节素线l-7254端节素线l-8274端节素线l-9281 钢板下料展开长s2198 计算原理及展开示意图 已知 计算结果 说明:1、应预留压边尺寸; 2、开3节如图尺寸,其中1节重中间剪开,作两边端节,对剪可节省材料。 直径d=700(90°,r=d)弯头开料图 r s l- 1 l- 2 l- 3 l- 8 l- 7 l- 6l- 5 l- 8 l- 9l -5 l- 6 l- 7l -4 l- 5l- 4l- 3 l- 2 l -2l- 3l- 4l- 5 l- 4l -7 l
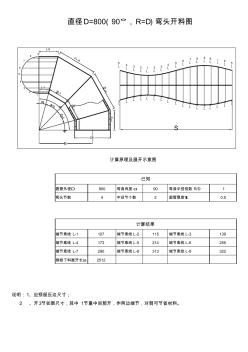
直径D=800弯头(90°,R=D)弯头开料图
格式:pdf
大小:66KB
页数:1P
4.4
圆管外径d800弯曲角度α90弯曲半径倍数r/d1 弯头节数4中间节个数2圆管厚度t0.5 端节素线l-1107端节素线l-2115端节素线l-3139 端节素线l-4173端节素线l-5214端节素线l-6255 端节素线l-7290端节素线l-8313端节素线l-9322 钢板下料展开长s2512 计算原理及展开示意图 已知 计算结果 说明:1、应预留压边尺寸; 2、开3节如图尺寸,其中1节重中间剪开,作两边端节,对剪可节省材料。 直径d=800(90°,r=d)弯头开料图 r s l- 1 l- 2 l- 3 l- 8 l- 7 l- 6l- 5 l- 8 l- 9l -5 l- 6 l- 7l -4 l- 5l- 4l- 3 l- 2 l -2l- 3l- 4l- 5 l- 4l -7

碳钢弯头冲压弯头两个兄弟
格式:pdf
大小:13KB
页数:1P
4.7
在两个不同的地方有两个不同的铁,可以有是冥冥中自有天意吧 公司派出了两辆车开往了两个不同的地方。到了那里现从辆车一会就装满了许多的铁 块,不一会就回来了。 来了公司的空旷的场地后,把所有的铁都倒在了一起,晕晕之中两个铁兄弟就倒在一起 紧挨着,, 碳钢弯头问冲压:“我们是来这作什么的呀?”冲压说听说可能能是制作弯头的,我 们可是两个不同的类型呀,你是作碳钢弯头的,我是作冲压弯头的弯头的呵。” 到了下午,他们一起被送进了厂房,经过了很多的步骤,他们成形了,又被放在了一起, 现在两个兄弟,你看着我我看着你,互相的笑了 冲压问碳钢,你们碳钢弯头有什么好吗,可以说下吗?”碳钢于是就自豪的说了起来 其实碳钢弯头也叫弯头盘,我们碳钢弯头就是两个大口径管道的连接装置。碳钢弯头就 是碳素钢制成的弯头。低碳钢塑性好强度低,加入适量碳元素后就会变得坚硬,塑性降低强 度增强。 碳钢弯头
 一般角度的钢制虾米弯头制作中的几个问题
一般角度的钢制虾米弯头制作中的几个问题 一般角度的钢制虾米弯头制作中的几个问题
格式:pdf
大小:88KB
页数:未知
4.7
由于一般角度的钢制虾米弯头在石油、化工管路中广泛应用而又无标准详尽论述,本文对此在下料尺寸的确定、计算的程序化以及制作过程中应注意的问题结合实例进行了初探。
 等径弯头是90度弯头吗
等径弯头是90度弯头吗 等径弯头是90度弯头吗
格式:doc
大小:27KB
页数:4P
4.6
在建设工程领域,弯头是常见的管道连接件之一。而在选择合适的弯头时,经常会遇到一个问题:等径弯头是否等同于90度弯头?本文将从材料、结构、适用范围和安装方式等方面对等径弯头和90度弯头进行对比,以帮助读者更好地理解它们之间的区别与联系。
虾米腰弯头相关
文辑推荐
知识推荐
百科推荐


职位:岩土设计助理
擅长专业:土建 安装 装饰 市政 园林


