

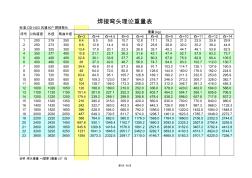
无缝钢制弯头、冲压焊接弯头重量明细表
格式:pdf
大小:56KB
页数:2P
人气 :96
 4.6
4.6
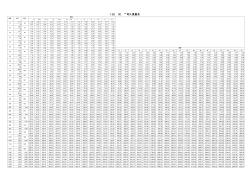
无缝钢制弯头 Pg40 Pg64 Pg100 Pg40 Pg64 Pg100 Pg40 Pg64 Pg100 Pg40 Pg64 Pg100 Pg40 Pg64 Pg100 Pg40 Pg64 Pg100 25 0.09 0.1 0.11 0.05 0.05 0.06 0.13 0.14 0.17 0.07 0.07 0.09 0.18 0.2 0.22 0.09 0.1 0.11 32 0.13 0.15 0.2 0.07 0.08 0.1 0.2 0.23 0.3 0.1 0.12 0.15 0.26 0.3 0.4 0.13 0.15 0.2 40 0.23 0.23 0.31 0.12 0.12 0.16 0.34 0.34 0.46 0.17 0.17 0.23 0.46 0.46 0.62 0.23 0.23 0.31 50 0.36 0.41 0.6 0.18 0.21 0.




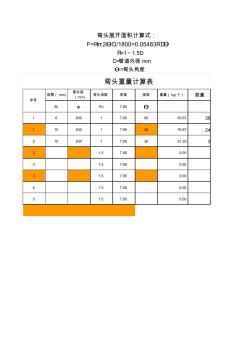
钢制弯头重量计算表
板厚(mm) 管外径 (mm)弯头倍数度数重量(kg/个)数量 δφr=7.85θ 6107201.57.8560133.884 81012201.257.8590720.711 1.57.85900.004 17.85450.002 36501.57.85900.004 313001.57.85900.008 416501.57.85500.002 58001.57.85450.001 序号 弯头展开面积计算式: f=rπ2θd/1800=0.05483rdθ r=1~1.5d d=管道外径mm θ=弯头角度 弯头重量计算表 总重(吨) 0.536 0.721 0.000 0.000 0.000 0.000 0.000 0.000
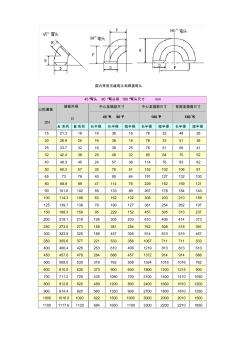
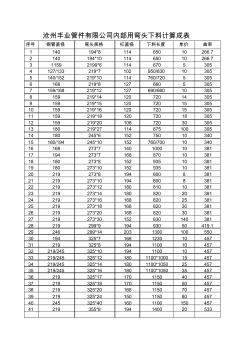
国内常用无缝弯头和焊接弯头
国内常用无缝弯头和焊接弯头 45°弯头90°弯头和180°弯头尺寸mm 公称通径 dn 端部外径 d 中心至端部尺寸中心至端部尺寸背面至端面尺寸 45°h90°f180°p180°k a系列b系列长半径长半径短半径长半径短半径长半径短半径 1521.31816381676324828 2026.92516381876325136 2533.73216382576515641 3242.43820483295647052 4048.345245738114768362 5060.35732765115210210681 657376409564191127132100 8088.9894711476229152
编辑推荐下载
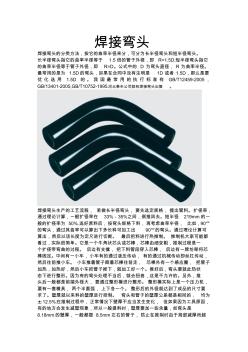
焊接弯头
格式:pdf
大小:478KB
页数:2P
4.5
焊接弯头 焊接弯头的分类方法,按它的曲率半径来分,可分为长半径弯头和短半径弯头。 长半径弯头指它的曲率半径等于1.5倍的管子外径,即r=1.5d.短半径弯头指它 的曲率半径等于管子外径,即r=d。公式中的d为弯头直径,r为曲率半径。 最常用的是为1.5d的弯头,如果在合同中没有注明是1d或者1.5d,那么是要 优化选用1.5d的。我国最常用的执行标准有gb/t12459-2005, gb/13401-2005,gb/t10752-1995.河北泰丰公司就有焊接弯头出售。 焊接弯头生产的工艺流程,若做长半径弯头,要先选定规格,提出管料。扩径率, 通过理论计算,一般扩径率在33%-35%之间,倒推回去。短半径219mm的一 般的扩径率为50%.选好原料后,按弯头规格下料,再考虑曲率半径,比如,90° 的弯头,通过其曲率可以
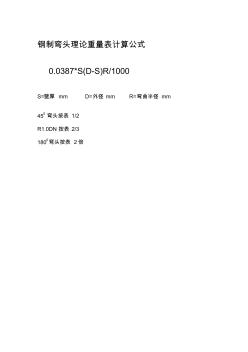
钢制弯头理论重量表计算公式
格式:pdf
大小:8KB
页数:1P
4.6
钢制弯头理论重量表计算公式 0.0387*s(d-s)r/1000 s=壁厚mmd=外径mmr=弯曲半径mm 450弯头按表1/2 r1.0dn按表2/3 1800弯头按表2倍
无缝钢制弯头、冲压焊接弯头重量明细表热门文档
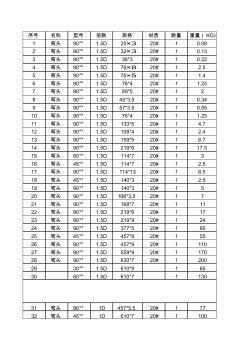
弯头重量表
格式:pdf
大小:39KB
页数:2P
4.4
序号名称型号倍数规格材质数量重量(kg) 1弯头90°1.5d25×320#10.08 2弯头90°1.5d32×320#10.13 3弯头90°1.5d38*320#10.22 4弯头90°1.5d76×820#12.5 5弯头90°1.5d76×520#11.4 6弯头90°1.5d76*420#11.25 7弯头90°1.5d89*520#12 8弯头90°1.5d45*3.520#10.34 9弯头90°1.5d57*3.520#10.55 10弯头90°1.5d76*420#11.25 11弯头90°1.5d133*520#14.7 12弯头90°1.5d108*420#12.4 13弯头90°
2.焊接弯头理论重量表
格式:pdf
大小:25KB
页数:1P
4.4
标准:dd1403风道90°焊接弯头 δ=3δ=4δ=4.5δ=5δ=6δ=8δ=9δ=10δ=11δ=12δ=14 12002192506.48.59.610.712.817.119.221.323.525.629.9 22502733009.612.814.416.019.225.628.832.035.238.444.8 330032535013.417.920.122.326.835.740.244.749.153.662.5 435037740015.821.123.726.331.642.147.452.757.963.273.7 540042645022.630.133.937.745.260.367.875.382.
钢制弯头下料长度成表
格式:pdf
大小:89KB
页数:3P
4.3
序号钢管直径弯头规格杠直径下料长度单价曲率 1140194*811465010266.7 2140194*1011465010266.7 311592199*61146705305 4127/133219*7102950/83010305 5140/152219*10114760/7205305 6168219*81276605305 7159/168219*12127690/66010305 8159219*1412072014305 9159219*1512072015305 10159219*1612072015305 11159219*1812072018305 12159219*2010872030305 13180219
钢制弯头重量计算表(20200928173155)
格式:pdf
大小:25KB
页数:2P
4.5
板厚(mm) 管外径 (mm)弯头倍数密度度数重量(kg/个)数量 δφr=7.85θ 1660017.859083.6736 11063017.854576.8724 21063017.853051.253 21.57.850.00 31.57.850.00 31.57.850.00 41.57.850.00 51.57.850.00 弯头展开面积计算式: f=rπ2θd/1800=0.05483rdθ r=1~1.5d d=管道外径mm θ=弯头角度 序号 弯头重量计算表 总重(吨) 3.012440.5405 1.845240.0873 0.154497.4464 0.000 0.000 0.000 0.000 0.000
弯头重量表 (2)
格式:pdf
大小:189KB
页数:8P
4.6
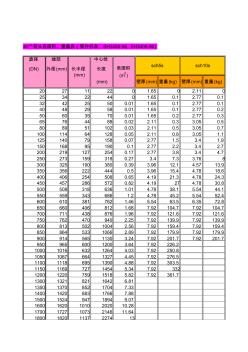
45°弯头表面积、重量表(管件标准sh3408-96、sh3409-96) 直径端部中心线 (dn)外径(mm)长度 (mm)壁厚(mm)重量(kg)壁厚(mm)重量(kg) 2027112201.6502.110 2534224401.650.12.770.1 324225500.011.650.12.770.1 404829580.011.650.12.770.2 506035700.011.650.22.770.3 657644880.022.110.33.050.5 8089511020.032.110.53.050.7 100114641280.052.110.83.051.1 125140791580.072.77
无缝钢制弯头、冲压焊接弯头重量明细表精华文档
弯头重量表 (3)
格式:pdf
大小:207KB
页数:1P
4.8
33.54.555.566.5789101112 21.30.080.090.110.120.130.140.140.150.160.160.170.170.16 180.070.070.090.100.100.110.110.110.120.120.120.110.11 26.90.110.120.150.160.170.180.200.200.220.240.250.260.26 250.100.110.140.150.160.170.180.190.200.210.220.230.23 33.70.140.160.190.210.230.240.260.270.300.330.350.370.38 320.130.150.18
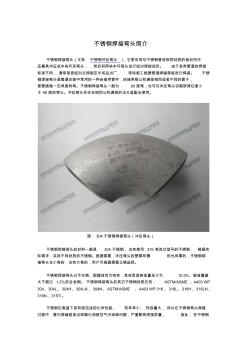
不锈钢焊接弯头简介
格式:pdf
大小:241KB
页数:2P
4.4
不锈钢焊接弯头简介 不锈钢焊接弯头(又称不锈钢冲压弯头),它是采用与不锈钢管材相同材质的板材用冲 压模具冲压成半块环形弯头,然后将两块半环弯头进行组对焊接成形。由于各类管道的焊接 标准不同,通常是按组对点焊固定半成品出厂,现场施工根据管道焊缝等级进行焊接。不锈 钢焊接弯头是管道安装中常用的一种连接用管件,连接两根公称通径相同或者不同的管子, 使管路做一定角度转弯。不锈钢焊接弯头一般为90度弯,也可对冲压弯头切割获得任意小 于90度的弯头。冲压弯头往往与相同公称通径的法兰盘配合使用。 图:304不锈钢焊接弯头(冲压弯头) 不锈钢焊接弯头的材料一般是304不锈钢,也有使用316等其它型号的不锈钢,根据实 际需求,采用不同材质的不锈钢。根据需要,冲压弯头的壁厚有薄的也有厚的,不锈钢焊 接弯头也小弯的,也有大弯的,用户可根据需要正确选择。 不锈钢焊接弯头以不生锈、耐
无缝钢制弯头、冲压焊接弯头重量明细表最新文档


焊接弯头尺寸教程文件
格式:pdf
大小:34KB
页数:1P
4.7
学习资料 仅供学习与参考 公称通径外径(mm)中心距至端面的距离理论重量kg/pcs dnodfb5s10s20s40s80s120s 151/21821.338160.040.05 0.05 0.06 0.059 0.063 0.06 0.08 0.080.10 203/42526.7380.060.06 0.07 0.08 0.08 0.09 0.09 0.10 0.130.13 251 32 33.4 38160.080.08 0.12 0.13 0.13 0.135 0.14 0.14 0.180.19 321.1/4 38 42.2 48200.110.13 0.18 0.21 0.21 0.24 0.23 0.26 0.31

焊接弯头尺寸
格式:pdf
大小:46KB
页数:2P
4.7
. . 公称通径外径(mm)中心距至端面的距离理论重量kg/pcs dnodfb5s10s20s40s80s120s 151/21821.338160.040.05 0.05 0.06 0.059 0.063 0.06 0.08 0.080.10 203/42526.7380.060.06 0.07 0.08 0.08 0.09 0.09 0.10 0.130.13 251 32 33.4 38160.080.08 0.12 0.13 0.13 0.135 0.14 0.14 0.180.19 321.1/4 38 42.2 48200.110.13 0.18 0.21 0.21 0.24 0.23 0.26 0.310.35 4

焊接弯头尺寸
格式:pdf
大小:133KB
页数:2P
4.4
公称通径外径(mm)中心距至端面的距离理论重量kg/pcs dnodfb5s10s20s40s80s120s 151/21821.338160.040.05 0.05 0.06 0.059 0.063 0.06 0.08 0.080.10 203/42526.7380.060.06 0.07 0.08 0.08 0.09 0.09 0.10 0.130.13 251 32 33.4 38160.080.08 0.12 0.13 0.13 0.135 0.14 0.14 0.180.19 321.1/4 38 42.2 48200.110.13 0.18 0.21 0.21 0.24 0.23 0.26 0.310.35 401.1/

 压制弯管和焊接弯头区别
压制弯管和焊接弯头区别 压制弯管和焊接弯头区别
格式:doc
大小:31KB
页数:3P
4.9
本文详细介绍了弯管和弯头的定义、区别以及应用。弯管是通过压制或绕制工艺制作而成,而弯头则是预先制造好的管件。两者在制作工艺、应用场合和性能特点上存在差异。在工程项目中,选择合适的弯管类型对管道系统的稳定运行至关重要。通过实际工程项目经验,验证了压制弯管和焊接弯头在特定环境下的性能表现。
钢制无缝对焊弯头通过鉴定 钢制无缝对焊弯头通过鉴定
格式:pdf
大小:132KB
页数:未知
4.5
为了缓和国内外对钢制无缝对焊弯头供需矛盾,广东石龙石油化工机械厂采用目前国内外较先进的中频感应加热推制弯头的工艺,建成一条能生产各种规格的钢制无缝对焊弯头的生产线。试产产品经有关单位检测,各项技术指标均达到省企业标准要求,经用户试用,反映良好。该工艺具有生产速
钢制弯头展开下料计算法 钢制弯头展开下料计算法
格式:pdf
大小:177KB
页数:未知
4.5
钢制弯头的下料,在许多书中都有介绍。但大都是放样展开法,它仅适合于较小的工种。应用于大尺寸工件时,因受工具、场地的限制,需先放小样,再按比例放大。这样既麻烦又容易产生积累误差。为此我们介绍一种展开下料法,供同行们参考。图1所示为一斜截圆柱面的展开样图,由图中可看出m点的坐标为:
无缝钢制弯头、冲压焊接弯头重量明细表相关
文辑推荐
知识推荐
百科推荐


职位:BIM深化设计师(幕墙)
擅长专业:土建 安装 装饰 市政 园林


