

TC4钛合金与0Cr18Ni10Ti不锈钢真空热轧连接
格式:pdf
大小:1.1MB
页数:5P
人气 :59
 4.3
4.3
利用真空热轧焊接的方法实现了镍作中间层材料的TC4钛合金与0Cr18Ni10Ti不锈钢板的连接。通过扫描电镜、能谱、X射线衍射等方法对连接界面的微观结构进行了描述,测试了Ni-TC4连接界面的金属间化合物层的成分,研究了焊接温度对焊接接头连接强度的影响规律。结果表明,金属间化合物层的厚度随着焊接温度的升高而增大,接头连接强度随之降低,当焊接温度为760℃、压缩率为20%、轧制速度为38mm/s时焊接接头的抗拉强度达到最高值452.1MPa。拉伸试样断口均呈脆性断裂特征,XRD分析表明,在拉伸试样断口处存在多种Ni-Ti的金属间化合物。



 钛合金TC4与1Cr18Ni9Ti不锈钢的扩散焊工艺探索
钛合金TC4与1Cr18Ni9Ti不锈钢的扩散焊工艺探索 钛合金TC4与1Cr18Ni9Ti不锈钢的扩散焊工艺探索
选用钝铜和纯镍作为中间层金属,探索tc4铁合金和1cr18ni9ti不锈钢的真空扩散焊工艺.采用金相法、扫描电镜、x射线衍射等手段对接头界面附近的微区进行了较详细的分析.结果表明,采用上述中间层进行tc4-1cr18ni9ti的扩散焊时,cu和ti产生强烈的共晶反应,但并未阻止ti向不锈钢中扩散,各元素相互扩散的结果,使接头中形成多层次的不同组织和多种化合物,导致接头强度较低,呈脆性断裂.
编辑推荐下载
钛合金TC4与不锈钢1Cr18Ni9Ti加工比较研究 钛合金TC4与不锈钢1Cr18Ni9Ti加工比较研究
格式:pdf
大小:203KB
页数:3P
4.4
根据对钛合金tc4与不锈钢1cr18ni9ti切削加工性的比较分析,提出了从刀具入手解决两类材料切削加工问题的思路和途径,以及合理选择刀具材料,确定刀具几何参数、刃磨刀具、冷却润滑的一般原则及方法。
钛合金与0Cr18Ni10Ti不锈钢真空热轧连接热门文档
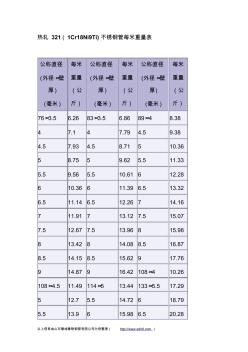
热轧321(1Cr18Ni9Ti)不锈钢管每米重量表
格式:pdf
大小:40KB
页数:2P
4.7
以上信息由山东聊城鲁联钢管有限公司为您整理(http://www.***.***) 热轧321(1cr18ni9ti)不锈钢管每米重量表 公称直径 (外径×壁 厚) (毫米) 每米 重量 (公 斤) 公称直径 (外径×壁 厚) (毫米) 每米 重量 (公 斤) 公称直径 (外径×壁 厚) (毫米) 每米 重量 (公 斤) 76×3.56.2683×3.56.8689×48.38 47.147.794.59.38 4.57.934.58.71510.36 58.7559.625.511.33 5.59.565.510.61612.28 610.36611.396.513.32 6.511.146.512.26714.16 711.91713.127.515.07
1Cr18Ni9Ti不锈钢与20碳钢的管对焊连接技术 1Cr18Ni9Ti不锈钢与20碳钢的管对焊连接技术
格式:pdf
大小:346KB
页数:3P
4.8
1cr18ni9ti奥氏体不锈钢与20碳钢焊接属于异种钢焊接,由于它们的化学成分、热导率和线胀系数有很大差异,焊接时容易产生裂纹等焊接缺陷。通过深入分析它们的焊接性和焊接中存在的主要问题,采用合适的焊接参数、h1cr25ni13镍基焊丝和a302高铬镍焊条,以及其他必要的焊接工艺措施,避免了焊接缺陷的产生,满足了工程实践的需要。
1Cr18Ni9Ti不锈钢/Ti6Al4V钛合金真空钎焊工艺研究 1Cr18Ni9Ti不锈钢/Ti6Al4V钛合金真空钎焊工艺研究
格式:pdf
大小:497KB
页数:3P
4.7
采用ag-cu-ti钎料进行ti6al4v(tc4)钛合金和1cr18ni9ti不锈钢的真空钎焊,观察分析了其在钎焊温度为790~870℃和保温时间为1和3min时钎缝界面微观组织和成分分布。研究结果表明,钎缝宽度随着钎焊温度的升高而降低,随着保温时间的增加而增加;扩散层厚度随着保温时间的增加而增加。ti是焊缝中反应物多少的决定因素。在钎焊温度790℃,保温3min时能得到较好的焊缝组织,界面无裂纹出现。
不锈钢1Cr18Ni9Ti和0Cr18Ni9的区别
格式:pdf
大小:30KB
页数:3P
4.4
1cr18ni9ti和0cr18ni9均属于18-8系列不锈钢种类,其区别主要 是含碳量的多少和是否含有钛。它们的机械性能基本上无太大的差 异。在不锈钢品种生产的初期,受冶炼技术的限制,无法将不锈钢中 的含碳量降下来,因此在其中加入少量的钛以提高它的耐腐蚀能力。 随着技术的进步,低碳和超低碳的不锈钢的生产已不在是问题,所以, 0cr18ni9得应用越来越广泛,而1cr18ni9ti则沦为限制生产和不推 荐使用的品种。但这并不是说1cr18ni9ti就一点用处也没有了。国 外有一种不锈钢牌号叫321h,它与1cr18ni9ti的化学成分基本相当, 生产此牌号的不锈钢的目的是提高改善321不锈钢的高温性能。 0cr18ni9就是美标的304,是最常用的不锈钢。 304l是超低碳不锈钢,耐腐蚀性质更好, 304h含碳量高些,高温强度好。 321的材料已经很少用了
钛合金与0Cr18Ni10Ti不锈钢真空热轧连接精华文档
1Cr18Ni9Ti不锈钢与20R碳钢的异种钢焊接 1Cr18Ni9Ti不锈钢与20R碳钢的异种钢焊接
格式:pdf
大小:71KB
页数:1P
4.5
1cr18ni9ti不锈钢与20r碳钢属于异种钢焊接,两种材料的热导率和线性膨胀系数有很大差异,为保证质量,分析两种材料的焊接性能存在的问题,并制定焊接工艺措施。
不锈钢1Cr18Ni9Ti和0Cr18Ni9的区别(20201021121808)
格式:pdf
大小:32KB
页数:3P
4.8
1cr18ni9ti和0cr18ni9均属于18-8系列不锈钢种类,其区别主要 是含碳量的多少和是否含有钛。它们的机械性能基本上无太大的差异。 在不锈钢品种生产的初期,受冶炼技术的限制,无法将不锈钢中的含 碳量降下来,因此在其中加入少量的钛以提高它的耐腐蚀能力。随着 技术的进步,低碳和超低碳的不锈钢的生产已不在是问题,所以, 0cr18ni9得应用越来越广泛,而1cr18ni9ti则沦为限制生产和不推 荐使用的品种。但这并不是说1cr18ni9ti就一点用处也没有了。国 外有一种不锈钢牌号叫321h,它与1cr18ni9ti的化学成分基本相当, 生产此牌号的不锈钢的目的是提高改善321不锈钢的高温性能。 0cr18ni9就是美标的304,是最常用的不锈钢。 304l是超低碳不锈钢,耐腐蚀性质更好, 304h含碳量高些,高温强度好。 321的材料已经很
新型Ni55Fe35Si10钎料对1Cr18Ni9Ti不锈钢的真空钎焊 新型Ni55Fe35Si10钎料对1Cr18Ni9Ti不锈钢的真空钎焊
格式:pdf
大小:437KB
页数:4P
4.4
采用新型三元不含b元素的ni55fe35si10钎料对1cr18ni9ti不锈钢进行润湿试验及搭接钎焊试验研究.试验在真空钎焊炉中进行,保温温度分别为1180℃和1220℃,保温时间为10min.对所得润湿试样进行润湿角测量,并用扫描电镜和能谱对钎焊试样微观组织和元素分布行为进行观察和分析.最后,采用显微硬度计测量搭接试样界面硬度的分布趋势.研究结果表明:钎料在1cr18ni9ti不锈钢表面具有良好的润湿能力,在1180℃和1220℃时润湿角分别为14.8°和13.1°.钎焊温度增加时,界面金属间化合物数量减少,改善了接头组织,金属间化合物表现出较高的显微硬度值.
冷变形对0Cr18Ni10Ti不锈钢管拉伸性能的影响 冷变形对0Cr18Ni10Ti不锈钢管拉伸性能的影响
格式:pdf
大小:491KB
页数:3P
4.4
研究了经冷拉拔预变形后0cr18ni10ti不锈钢管的室温和320℃拉伸性能及其断口形貌特征。结果表明,随着冷变形率的增大,0cr18ni10ti不锈钢管室温和320℃抗拉强度和屈服强度增大,断后伸长率减小;钢管320℃拉伸性能较室温有所下降,其中断后伸长率下降明显。拉伸断口观察表明,不锈钢管室温和320℃拉伸断口均呈韧性特点,320℃拉伸断口较室温断口韧窝密度降低,尺寸增大。
00Cr17Ni12Mo2不锈钢管热轧层裂的研究 00Cr17Ni12Mo2不锈钢管热轧层裂的研究
格式:pdf
大小:879KB
页数:3P
4.7
采用扫描电镜、微量元素化学分析等方法,研究了00cr17ni12mo2不锈钢管穿孔及扩管加工过程中产生分层开裂的原因。结果表明,钢管内表面层裂倾向大于外表面,且与斜轧穿孔的工艺参数、高温下δ相形态有关。
钛合金与0Cr18Ni10Ti不锈钢真空热轧连接最新文档
06Cr18Ni11Ti不锈钢厚壁管焊接新工艺 06Cr18Ni11Ti不锈钢厚壁管焊接新工艺
格式:pdf
大小:128KB
页数:未知
4.4
通过校企结合的实践和经验,以奥氏体不锈钢焊接的有关理论为依据,就06cr18ni11ti不锈钢的焊接问题,通过改变焊接方法,改善保护气体成分,选用合理的焊接工艺参数及操作方法,阐述了新方法、新工艺和新操作技能,不仅能很好地保证焊接质量,而且焊接效率得到很大的提高。
不锈钢1Cr18Ni9Ti和0Cr18Ni9的区别(20201026130648)
格式:pdf
大小:28KB
页数:3P
4.4
1cr18ni9ti和0cr18ni9均属于18-8系列不锈钢种类,其区别主要是 含碳量的多少和是否含有钛。它们的机械性能基本上无太大的差异。 在不锈钢品种生产的初期,受冶炼技术的限制,无法将不锈钢中的含 碳量降下来,因此在其中加入少量的钛以提高它的耐腐蚀能力。随着 技术的进步,低碳和超低碳的不锈钢的生产已不在是问题,所以, 0cr18ni9得应用越来越广泛,而1cr18ni9ti则沦为限制生产和不推 荐使用的品种。但这并不是说1cr18ni9ti就一点用处也没有了。国 外有一种不锈钢牌号叫321h,它与1cr18ni9ti的化学成分基本相当, 生产此牌号的不锈钢的目的是提高改善321不锈钢的高温性能。 0cr18ni9就是美标的304,是最常用的不锈钢。 304l是超低碳不锈钢,耐腐蚀性质更好, 304h含碳量高些,高温强度好。 321的材料已经很少用
不锈钢1Cr18Ni9Ti和0Cr18Ni9的区别(20201026130654)
格式:pdf
大小:32KB
页数:3P
4.3
1cr18ni9ti和0cr18ni9均属于18-8系列不锈钢种类,其区别主要 是含碳量的多少和是否含有钛。它们的机械性能基本上无太大的差异。 在不锈钢品种生产的初期,受冶炼技术的限制,无法将不锈钢中的含 碳量降下来,因此在其中加入少量的钛以提高它的耐腐蚀能力。随着 技术的进步,低碳和超低碳的不锈钢的生产已不在是问题,所以, 0cr18ni9得应用越来越广泛,而1cr18ni9ti则沦为限制生产和不推 荐使用的品种。但这并不是说1cr18ni9ti就一点用处也没有了。国 外有一种不锈钢牌号叫321h,它与1cr18ni9ti的化学成分基本相当, 生产此牌号的不锈钢的目的是提高改善321不锈钢的高温性能。 0cr18ni9就是美标的304,是最常用的不锈钢。 304l是超低碳不锈钢,耐腐蚀性质更好, 304h含碳量高些,高温强度好。 321的材料已经很
1Cr18Ni9Ti不锈钢厚壁管全位置焊
格式:pdf
大小:214KB
页数:4P
4.6
1cr18ni9ti不锈钢厚壁管全位置焊 中国第二重型机械集团公司金结重型制造厂(德阳市618013) 编制:吴明华邬希贤 表演:吴明华 1焊接性分析 (1)1cr18ni9ti不锈钢φ133×11mm大管水平固定全位置对接接头主要用于核 电设备及某些化工设备中需要耐热耐酸的管道中,焊接难度较高,对焊接接头质 量要求很高,内表面要求成形良好,凸起适中,不内凹,焊后要求pt、rt检验。 以往均采用tig焊或手工电弧焊,前者效率低、成本高,后者质量难以保证且效 率低。为既保证质量又提高效率,采用tig内、外填丝法焊底层,mag焊填充及 盖面层,使质量、效率都得到保证。 (2)1cr18ni9ti不锈钢热膨胀率、导电率均与碳钢及低合金钢差别较大,且熔池 流动性差,成形较差,特别在全位置焊接时更突出,以往对mag(ar+1%~2%o2) 焊不锈钢,一般只用于平
1Cr18Ni9Ti不锈钢厚壁管全位置焊 1Cr18Ni9Ti不锈钢厚壁管全位置焊
格式:pdf
大小:413KB
页数:3P
4.4
一、焊接性分析(1)1cr18ni9ti不锈钢φ133mm×11mm大管水平固定全位置对接接头主要用于某些化工设备中需要耐热耐酸的管道中,焊接难度较大,对焊接接头质量要求很高,内表面要求成形良好,凸起适中,不内凹,焊后要求
钛合金与不锈钢扩散连接研究现状 钛合金与不锈钢扩散连接研究现状
格式:pdf
大小:459KB
页数:3P
4.7
分析了钛及钛合金与不锈钢的物理化学性能的差异对连接接头性能的影响以及钛合金与不锈钢焊接接头的性能,综述了国内外钛及钛合金与不锈钢扩散连接的发展现状,展望了表面自纳米化技术在钛及钛合金与不锈钢扩散连接上的运用及发展。
钛合金与不锈钢真空扩散焊接的研究 钛合金与不锈钢真空扩散焊接的研究
格式:pdf
大小:401KB
页数:未知
4.8
对铁合金tc4与不锈钢icrl8ni9ti异种金属扩散焊接头的结合性能进行了试验研究,利用光学显微镜、扫描电镜、电子探针仪等对接头进行了微观分析.结果表明:tc4/1cr19ni9ti直接扩散焊时,由于母村组元的相互扩散和迁移,在交界面附近形成了金属间化合物层,而导致接头脆断.采用钒十铜作中间过渡金属,则有效地防止了ti与fe、cr、ni的相互扩散和迁移,保证了钛合金tc4与不锈钢1cr18ni9ti的良好连接.接头的强度与软质中间层铜的厚度有关,最高强度可接近母材不锈钢的下限.
钛合金与不锈钢真空扩散焊接的研究 钛合金与不锈钢真空扩散焊接的研究
格式:pdf
大小:155KB
页数:5P
4.6
对钛合金tc4与不锈钢1cr18ni9ti异种金属扩散焊接头的结合性能进行了试验研究,利用光学显微镜,扫描电镜,电子探针仪等对接头进行了微观分析。
钛合金与0Cr18Ni10Ti不锈钢真空热轧连接相关
文辑推荐
知识推荐
百科推荐


职位:建安工程预算员
擅长专业:土建 安装 装饰 市政 园林


